导电硅胶按键及其制备方法与流程
1.本发明涉及按键技术领域,尤其涉及一种导电硅胶按键及其制备方法。
背景技术:
2.现有的导电硅胶按键结构需要使硅胶按键的局部具备导电功能,当按下硅胶按键时,导电面与电路板上的开关接点接触,此时开关闭合,当松开硅胶按键时,导电面与开关接点分离,此时开关开路。导电面的材质多为导电油墨或采用导电碳粒来实现的。
3.现有的这种结构导致结构、制备工艺较为复杂,制备时间长,增加了加工成本。例如,导电面采用导电油墨的导电硅胶按键在成型后,再到后工艺进行碳墨点印,再烧烤180度50分钟后才能完成。
技术实现要素:
4.本发明实施例所要解决的技术问题在于,提供一种导电硅胶按键及其制备方法,以简化结构、制备工艺,降低成本和制备时间。
5.为了解决上述技术问题,本发明实施例提出了一种导电硅胶按键,包括面板部,面板部上设有多个键位孔,键位孔侧边设有朝内倾斜的斜壁,斜壁上对应设有键帽部,键帽部上设有键槽,键槽内开设有通孔,面板部、斜壁、键帽部采用硅胶材料制成;键槽内设有底部对应穿过通孔的键芯,键芯截面为“t”型,键芯采用导电硅胶材料制成。
6.进一步地,斜壁朝内倾斜角度为45
°
。
7.进一步地,键芯底面与面板部底面的距离范围为0.8 mm~1.2 mm。
8.进一步地,键芯顶面与键帽部顶面齐平。
9.进一步地,斜壁厚度为0.25mm。
10.相应地,本发明实施例还提供了一种导电硅胶按键的制备方法,包括:步骤1:将混合好的硅胶原料制成预设规格的条料,放入模具a中,热成型后得到导电硅胶按键的半成品,其中,模具a由上模a和下模a组成,上模a和下模a之间形成与面板部、斜壁、键帽部对应的型腔a;步骤2:移走上模a,换装上模b,其中,上模b和下模a形成与导电硅胶按键对应的型腔b,向型腔b中注入混合好的导电硅胶原料,进行二次热成型,热成型后得到导电硅胶按键的成品。
11.进一步地,步骤1中,热成型时上模a模温为170度,下模a模温为165度,加硫时间为180秒。
12.进一步地,步骤2中,二次热成型时上模b模温为170度,下模a模温为165度,加硫时间为180秒。
13.进一步地,导电硅胶原料按质量份数计,包括以下组分:乙炔炭黑500份,硅胶原胶700份,双二五硫化剂15份,脱模剂5份。
14.本发明的有益效果为:本发明采用导电硅胶材料制备的键芯代替导电碳粒,导电
硅胶材料制备的键芯能够在热成型时直接与硅胶材质的键帽部紧密粘连,整个导电硅胶按键仅仅通过二次热成型即可制备得到,结构、制备工艺简单,大大降低了加工成本和时间。
附图说明
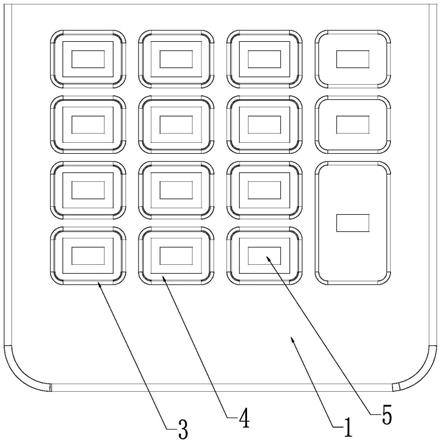
15.图1是本发明实施例的导电硅胶按键的主视图。
16.图2是本发明实施例的导电硅胶按键的侧视图。
17.图3是本发明实施例的导电硅胶按键的部分结构剖视图。
18.图4是本发明实施例的导电硅胶按键的制备方法的流程图。
19.图5是本发明实施例的导电硅胶按键的制备的流程示意图。
20.图6是本发明实施例的上模a的立体结构图。
21.图7是本发明实施例的下模a的立体结构图。
22.图8是本发明实施例的上模b的立体结构图。
23.附图标号说明面板部1,键位孔2,斜壁3,键帽部4,键芯5,上模a6,下模a7,上模b8。
具体实施方式
24.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互结合,下面结合附图和具体实施例对本发明作进一步详细说明。
25.本发明实施例中若有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
26.另外,在本发明中若涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
27.请参照图1~图3,本发明实施例的导电硅胶按键包括面板部,面板部上设有多个键位孔,键位孔侧边设有朝内倾斜的斜壁,斜壁上对应设有键帽部,键帽部上设有键槽,键槽内开设有通孔,面板部、斜壁、键帽部采用绝缘的硅胶材料一体成型。
28.键槽内设有底部对应穿过通孔的键芯,键芯截面为“t”型,键芯采用导电硅胶材料制成。本发明通过硅胶与导电硅胶一起成型工艺,达到内部可导电,外部绝缘效果,不需要后工艺,减少生产流程,降低成本。
29.作为一种实施方式,斜壁朝内倾斜角度为45
°
。
30.作为一种实施方式,键芯底面与面板部底面的距离范围为0.8 mm~1.2 mm,优选为1 mm。
31.作为一种实施方式,键芯顶面与键帽部顶面齐平。
32.作为一种实施方式,斜壁厚度为0.25mm。
33.本发明实施例采用key的斜壁结构设计(斜壁角度为45度,厚度为0.25mm,行程为1.0mm),大大提升了按压手感,满足了按压的手感要求。
34.请参照图4~图8,本发明实施例的导电硅胶按键的制备方法,包括:步骤1:将混合好的绝缘的硅胶原料(硅胶原料为普通硅胶原料,配比:50度10kg/
70度10kg混炼好,切好长300mm,宽20mm,厚10mm的条料)制成预设规格的条料,放入模具a中,热成型后得到导电硅胶按键的半成品,其中,模具a由上模a和下模a组成,上模a和下模a之间形成与面板部、斜壁、键帽部对应的型腔a;步骤2:移走上模a,换装上模b,其中,上模b和下模a形成与导电硅胶按键对应的型腔b,向型腔b中注入混合好的导电硅胶原料(导电硅胶按配方配好后由镙杆式混料系统混好料),进行二次热成型,使导电硅胶与导电硅胶按键的半成品的普通硅胶粘连(因为材质相近的原因,硅胶与导电硅胶之间在热成型时可以直接粘连),热成型后得到导电硅胶按键的成品。具体实施时,可先升起上模a,再通过机台自动转移功能把下模a移到右边机台上(对应上模b的下方处)。
35.作为一种实施方式,步骤1中,热成型时上模a模温为170度,下模a模温为165度,加硫时间为180秒。
36.作为一种实施方式,步骤2中,二次热成型时上模b模温为170度,下模a模温为165度,加硫时间为180秒。
37.作为一种实施方式,导电硅胶原料按质量份数计,包括以下组分:乙炔炭黑500份,硅胶原胶700份,双二五硫化剂15份,脱模剂5份。
38.本发明通过在模具a上增加一块上模b,通过外部自动注胶机把绝缘的硅胶注在型腔a内,再转过另一上模b上,上模b和下模a形成型腔b,型腔b内注入导电硅胶原料,一体成型,解决工艺繁锁问题。
39.本发明通过硅胶与导电硅胶一起成型工艺,达到内部可导电,外部绝缘效果,不需要后续工艺,减少生产流程,降低成本。
40.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同范围限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1