一种防水密封性连接器及其制造方法与流程
1.本发明涉及防水电连接器技术领域,更具体地说是指一种防水密封性连接器及其制造方法。
2.
背景技术:
3.现有大多电连接器作为线缆之间电路电连接,线芯之间的焊接不容易焊接准确位置,由于两端两条线缆的线芯数量比较多,同时由于杂乱排列,使电连接的焊接存在虚焊和漏焊的问题,严重影响线缆的电连接质量。连接器是电子设备中不可缺少的部件,同时线缆连接器也应用于很多防水的户外或水底应用,连接器两端的防水处理达不到要求。造成连接器不防水,漏水的情况,。
4.目前大多防水密封性连接器及其制造方法防水结构不合理,焊接操作麻烦,焊接虚焊不牢固,同时易滑出现象,防水等级达不到标准,电连接不稳定,电连接器焊接防水质量效果不好。
5.
技术实现要素:
6.本发明所要解决的技术问题是提供一种防水密封性连接器及其制造方法,采用连接套将两条线缆的线芯用插针的插孔对应连接起来,然后连接套的中间设有焊接孔和插针中间的压紧弹片配合,从焊接孔进行焊接,通过左端盖和右端盖螺纹压紧密封圈实现与线缆密封,密封达防水等级,并且焊接操作方便和连接可靠。
7.为了解决上述技术问题,本发明提供一种防水密封性连接器及其制造方法,所述密封性连接器包括连接套和连接端子,所述连接套内设有所述连接端子,所述连接套的外部设有左端盖和右端盖,所述左端盖和右端盖设有固定孔分别与连接线缆密封连接,所述左端盖和右端盖通过螺纹和连接密封圈相互压紧密封连接;所述连接端子设有多个插针,多个所述插针的插孔分别与连接线缆的多个线束的线芯对应接入;所述插针的中间末端设有多个开口的压紧弹片,将所述连接线缆的线芯压住;所述连接套的中间位置圆周对应多个所述插孔位置设有多个焊接孔,所述焊接孔正对应所述插针的中间位置。
8.进一步方案为,所述固定孔设有密封槽,所述密封圈安装位于所述密封槽中,并且与所述线缆外径过盈配合,用防水密封。
9.左端盖和右端盖的端面的固定孔设有密封槽,密封圈安装位于密封槽中,并且与两条线缆外径过盈配合,用防水密封,达密封等级。
10.进一步方案为,所述左端盖的端面的内螺纹设有台阶面,压住所述右端盖一端的外螺纹上的连接密封圈。
11.左端盖和右端盖通过螺纹压紧连接密封圈,实现左端盖和右端盖对连接套和线芯的防水密封。
12.进一步方案为,所述连接密封圈位于所述右端盖一端的外螺纹的半圆弧槽内。
13.进一步方案为,所述焊接孔为通过,并且通过焊条熔化成焊锡,进行焊接。
14.进一步方案为,所述焊接孔的顶部开口为圆锥形状。
15.焊接时,焊条熔化成焊锡,从圆锥形状的焊接孔进入插针开口和线芯之间的缝隙,并且插针压紧线芯,实现焊接牢固。
16.进一步方案为,所述连接套为不锈钢材料,所述插针为铜管。
17.连接套为不锈钢,不会因为水而生锈,影响焊接效果。
18.插针为铜管,导电连接性能好。
19.进一步方案为,所述多个焊接孔等距离均匀圆周排列分布到时中心的通孔,并对应穿过所述插孔的位置。
20.焊接孔是通过均匀分布中心的通孔,保证熔化的焊锡能顺利流到插针的开口,并与线芯焊接牢固。
21.进一步方案为,所述密封性连接器的制造方法和步骤如下:s01、将需要连接的两根线缆的连接端分别穿过所述左端盖的固定孔,并且与所述固定孔内的密封圈过盈密封配合;s02、分别将所述连接线缆里的线束剥出线芯;s03、所述线芯浸锡,然后分别一一对应插入到所述插针的所述插孔中,插到所述插针的中间夹紧弹片处,压紧和夹紧所述线芯的接头;s04、用焊条对着所述焊接孔将焊锡熔化填进所述焊接孔中,确保焊牢所述线芯;s05、然后将所述右端盖的半圆弧槽内过盈配合安装好连接密封圈;s06、再将所述左端盖和右端盖拧紧,压紧连接密封圈进行密封;s07、将组装好的所述防水密封性连接器做防水测试达ip65等级;s08、重复步骤s01到步骤s07,完成所述防水密封性连接器的生产制造。
22.进一步方案为,所述焊接孔与所述焊接槽连接尺寸,能保证焊锡充分与所述线芯焊接牢固,不能虚焊。
23.本发明与现有技术相比的有益效果是:1、采用连接套将两条线缆的线芯用插针的插孔对应连接起来,然后连接套的中间设有焊接孔和插针中间的压紧弹片配合定位压紧固定;2、通过左端盖和右端盖螺纹压紧连接密封圈实现与线缆密封,左端盖和右端盖密封达防水等级ip65以上;3、焊接制造方法通过连接套圆周均匀分布排列上的焊接孔,焊锡从焊接孔进行焊接,焊接孔为锥形孔,避免了虚焊,焊接牢固、操作方便和连接可靠。
附图说明
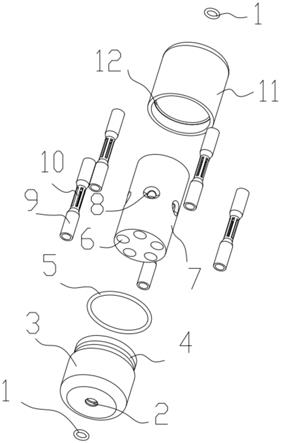
24.图1为本发明具体实施例的分解结构示意图;图2为本发明具体实施例的剖面结构示意图;图3为本发明具体实施例连接套的剖面结构示意图;
图4为本发明具体实施例的组装结构示意图。
25.附图标记1、密封圈;2、固定孔;3、右端盖;4、半圆弧槽;5、连接密封圈;6、插孔;7、连接套;8、焊接孔;9、插针;10、压紧弹片;11、左端盖;12、台阶面。
具体实施方式
26.下面结合附图对本发明作进一步详细说明。
27.如图1至图4所示,本发明的具体实施例,一种防水密封性连接器及其制造方法,密封性连接器包括连接套7和连接端子,连接套7内设有连接端子,连接套7的外部设有左端盖11和右端盖3,左端盖11和右端盖3设有固定孔2分别与连接线缆密封连接,左端盖11和右端盖3通过螺纹和密封圈1相互压紧密封连接;连接端子设有多个插针9,多个插针9的插孔6分别与连接线缆的多个线束的线芯对应接入;插针9的中间设有多个开口的压紧弹片10,将连接线缆的线芯压住;连接套7的中间位置圆周对应多个插孔6位置设有多个焊接孔8,焊接孔8正对应插针9的中间位置。
28.进一步地,固定孔2设有密封槽,密封圈1安装位于密封槽中,并且与线缆外径过盈配合,用防水密封。
29.左端盖11和右端盖3的端面的固定孔2设有密封槽,密封圈1安装位于密封槽中,并且与两条线缆外径过盈配合,用防水密封,达密封等级。
30.进一步地,左端盖11的端面的内螺纹设有台阶面12,压住右端盖3一端的外螺纹上的连接密封圈5。
31.左端盖11和右端盖3通过螺纹压紧连接密封圈5,实现左端盖11和右端盖3对连接套7和线芯的防水密封。
32.进一步地,连接密封圈5位于右端盖3一端的外螺纹的半圆弧槽4内。
33.进一步地,焊接孔8为通过,并且通过焊条熔化成焊锡,进行焊接。
34.进一步方案为,焊接孔8的顶部开口为圆锥形状。
35.焊接时,焊条熔化成焊锡,从圆锥形状的焊接孔8进入插针9开口和线芯之间的缝隙,并且插针9压紧线芯,实现焊接牢固。
36.进一步地,连接套7为不锈钢材料,插针9为铜管。
37.连接套7为不锈钢,不会因为水而生锈,影响焊接效果。
38.插针9为铜管,导电连接性能好。
39.进一步地,多个焊接孔8等距离均匀圆周排列分布到时中心的通孔,并对应穿过插孔6的位置。
40.焊接孔8是通过均匀分布中心的通孔,保证熔化的焊锡能顺利流到插针9的开口,并与线芯焊接牢固。
41.进一步地,密封性连接器的制造方法和步骤如下:s01、将需要连接的两根线缆的连接端分别穿过左端盖11的固定孔2,并且与固定孔2内的密封圈1过盈密封配合;
s02、分别将连接线缆里的线束剥出线芯;s03、线芯浸锡,然后分别一一对应插入到插针9的插孔6中,插到插针9的中间夹紧弹片处,压紧和夹紧线芯的接头;s04、用焊条对着焊接孔8将焊锡熔化填进焊接孔8中,确保焊牢线芯;s05、然后将右端盖3的半圆弧槽4内过盈配合安装好连接密封圈5;s06、再将左端盖11和右端盖3拧紧,压紧连接密封圈5进行密封;s07、将组装好的防水密封性连接器做防水测试达ip65等级;s08、重复步骤s01到步骤s07,完成防水密封性连接器的生产制造。
42.进一步地,焊接孔8与焊接槽连接尺寸,能保证焊锡充分与线芯焊接牢固,不能虚焊。
43.本发明的优点如下:1、采用连接套7将两条线缆的线芯用插针9的插孔6对应连接起来,然后连接套7的中间设有焊接孔8和插针9中间的压紧弹片10配合定位压紧固定;2、通过左端盖11和右端盖3螺纹压紧连接密封圈5实现与线缆密封,左端盖11和右端盖3密封达防水等级ip65以上;3、焊接制造方法通过连接套7圆周均匀分布排列上的焊接孔8,焊锡从焊接孔8进行焊接,焊接孔8为锥形孔,避免了虚焊,焊接牢固、操作方便和连接可靠。
44.以上所述仅为本专利优选实施方式,并非限制本专利范围,凡是利用说明书及附图内容所作的等效结构或等效流程变换,直接或间接运用在其它相关的技术领域,均属于本专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1