一种集成电路封装结构及其组装方法与流程
1.本发明涉及混合集成电路技术领域,具体涉及一种集成电路封装结构及其组装方法。
背景技术:
2.混合集成电路的一个典型封装形式是金属壳体封装,具体方式是先制作电路的成膜基板,然后在基板上进行各种元器件的组装互连,基板通常采用粘接(或焊接)方式组装到金属壳体上,基板与外壳的封装外引线之间采用键合方式实现电学连接。其中,一种常规的金属壳体封装如图1所示:封装外引线a1与外壳底座a2之间烧结有玻璃绝缘子a3,玻璃绝缘子a3一方面起到外引线与金属壳体之间的绝缘作用;另一方面,起到保持整个外壳的封装气密性作用。这种常规金属壳体封装的一个主要问题是:玻璃绝缘子a3的玻璃脆性特征直接导致其强度较低,尤其是在高强度机械冲击作用下,装配在线路板上的电路玻璃绝缘子a3容易出现碎裂,这种碎裂颗粒会在电路内部形成可动多余物直接造成产品性能质量问题。
3.针对此问题,提出如图2所示的现有解决方法:采用陶瓷绝缘子代替玻璃绝缘子,陶瓷绝缘子的内壁设有第一金属化层b1、外壁设有第二金属化层b2,第一金属化层b1用于与外引线焊接组装、第二金属化层b2用于与外壳底座焊接。采用陶瓷绝缘子提高了其本身强度,但陶瓷绝缘子在组装过程中均进行两次焊接操作,使组装效率明显较低、工艺过程比较复杂。
4.为此,当前采用的解决方法就是采用陶瓷条结构,将单个的分立陶瓷绝缘子结构改进为整体性的一体化陶瓷绝缘子结构,如图3所示,通过一个陶瓷条形体c1(条形绝缘子)替代多个分立的陶瓷绝缘子,在陶瓷条形体c1中制作金属化通孔,可实现各外引线与陶瓷条形体c1的一次性同步焊接,从而消除了每个独立绝缘子与金属壳体的分立组装模式,明显减少了焊接组装次数,整体提升了绝缘子组装效率。
5.但面对更高抗冲击、抗振动要求,以及功率电路散热要求和高可靠性要求,采用陶瓷条形体结构仍然存在如下问题:其一,虽然外引线处的局部强度高于原先的玻璃材料,但与原先的金属结构相比,陶瓷条形体本身的整体强度和韧性有所下降、脆性较明显变大,在更高机械冲击和振动环境下,陶瓷条形体易产生裂纹甚至碎裂;其二,采用陶瓷条形体整体取代原外壳的金属部分,会直接导致散热性能下降,不利于大功率电路使用;其三,虽然陶瓷条形体使绝缘子形成一体化结构,但同时又使陶瓷条形体与金属壳体之间形成了分割结构,在y1方向高冲击过载作用下,安装在pcb板上的电路金属壳体结构与陶瓷条形体之间、陶瓷条形体与外引线之间,均存在相对脱离的趋势,导致陶瓷条形体与金属壳体之间界面、外引线与陶瓷条形体之间界面,均承受很大冲击应力,存在界面出现裂缝甚至松动的隐患;其四,陶瓷条形体侧面与金属壳体焊接组装、每根外引线与陶瓷条形体焊接组装,涉及众多焊接位置,只要有一处出现泄漏,均会导致整个电路气密性问题,目前这种封装结构的整体密封成品率较低。
6.同时,电路封装外壳还需通过外引线插装形式组装在pcb板上,典型方法是将外壳的外引线插装在pcb板的金属化通孔中,电路外壳位于pcb板正面,外引线穿过金属化孔从pcb板背面露出少许,然后在pcb板背面的通孔位置,用焊料实现外引线末端与金属化孔的焊接组装。这种组装方式存在的问题是,焊料只是在外引线末端进行焊接,通常情况下焊料只是部分填充了靠近pcb板背面的金属化孔,靠近pcb板正面的金属化孔内部则缺少焊料填充,难以保证焊料对pcb板金属化孔内的外引线与孔壁之间的全面填充,更难保证焊料从pcb背面越过通孔达到pcb正面,以实现外引线根部在pcb正面通孔位置的可靠焊接。其结果就是,虽然外引线末端在pcb背面通孔处进行了焊接组装,但靠近pcb正面的外引线根部仍处于悬空状态,外引线根部在pcb正面缺乏固定支撑,在平行于pcb的横向高强度冲击和振动作用下,整个电路会产生较明显的摆动,给整个电路结构的稳定性带来不良影响,外引线根部也会受到明显的横向剪切力作用,甚至导致封装外引线断裂。
7.目前,急需一种集成电路封装结构及其组装方法,来提高混合集成电路使用过程中的耐高冲击性。
技术实现要素:
8.本发明的目的正是为了解决以上所述现有技术中的不足之处,提出了一种集成电路封装结构及其组装方法。
9.本发明采用了如下技术方案:一种集成电路封装结构,包括金属壳体,其特征在于,还包括:a、金属壳体底部两侧分别设有开口槽,开口槽为贯穿金属壳体底部的通槽,每个开口槽上均设有阶梯口;b、金属绝缘子,金属绝缘子包括纳米陶瓷铝合金基体,纳米陶瓷铝合金基体上设有一组安装通孔,纳米陶瓷铝合金基体的外轮廓边缘设有台阶口,台阶口形状与阶梯口形状相互匹配,纳米陶瓷铝合金基体表面连接三重结构氧化铝的绝缘层,在台阶口表面绝缘层和安装通孔内壁绝缘层上均连接金属化层;c、一组引脚,每个引脚上设有凸缘,所述绝缘层上连接与安装通孔孔口对应的焊盘,各引脚通过凸缘和安装通孔内壁的金属化层以及焊盘与金属绝缘子(2)密封焊接;d、通过阶梯口与台阶口形状匹配连接,金属壳体1与金属绝缘子密封焊接。
10.本发明还公布了一种集成电路封装结构的组装方法,其特征在于,包括以下步骤:s1: pcb板设有与金属壳体上的引脚对应的金属化引脚孔,在pcb板两面上的金属化引脚孔孔口覆盖有引脚焊盘;在pcb板待安装金属壳体的区域面上,以金属化引脚孔之间的区域中心点为原点,设置间隙通道分割的放射状金属化层;间隙通道包括原点处的中心圆形孔、与其相连通向四周放射的第一条形间隙,以及放射状金属化层部分区域上设有内端封闭、外端开口的第二条形间隙;其中,第一条形间隙外端处于开口状态,间隙通道相互连通;相邻的第一条形间隙中心线之间夹角、相邻的第一和第二条形间隙中心线之间夹角均为22.5
°
; s2:在引脚焊盘表面、引脚孔孔壁以及放射状金属化层表面涂覆焊膏,在放射状金属化层的两端外侧边缘放置瓷垫片,位置与金属壳体底部两端内侧位置相对应,瓷垫片的厚度比放射状金属化层表面涂覆的焊膏厚度小;其中,当焊膏印刷厚度为d0,焊接时焊膏
中的有机成份溢出至间隙通道后,焊料厚度降低为d,放射状金属化层表面焊膏面积为s0,则瓷垫片厚度:d1=0.85d~0.9d,间隙通道面积设计值:s=(d0-d)s0/d1;s3:将引脚对应插入金属化引脚孔中,金属壳体底部两端置于两侧的瓷垫片上,金属壳体底部与放射状金属化层表面的焊膏直接接触;金属壳体位置调整确认后进行回流焊,焊后将瓷垫片取出,并进行焊后清洗,清除焊膏中溢出的有机成分。
11.本发明具的有益效果:1、采用纳米陶瓷铝合金为基体的金属绝缘子,可明显提升绝缘子自身的整体强度和韧性,能承受更高机械冲击和振动环境,同时也具有更好的导热性能;2、金属绝缘子与金属壳体采用台阶式的嵌位配合结构以及引脚的凸缘结构,在y1方向高冲击过载作用时,消除了集成电路金属壳体与绝缘子之间、绝缘子与引脚之间的相对脱离趋势;同时也增加了各自的有效焊接面积,可明显提升封装结构的整体密封性;3、焊膏涂覆于pcb板正背面金属化孔焊盘,且贯穿涂覆于pcb板金属化引脚孔内壁,可实现集成电路的引脚与pcb板引脚孔及其正背面焊盘的完全焊接,避免了靠近pcb板与集成电路安装侧的引脚根部悬空问题,消除了在强冲击、振动时的电路晃动,提升了电路封装结构的稳定性,配合金属壳体与pcb板之间设置的放射状金属化层焊接结构,避免了强冲击、振动时外引线受到剪切力作用。
12.4、金属壳体与pcb之间设置有焊接结构,能明显增强电路的整体封装结构强度,并有效提升电路的散热性能,有利于大功率电路使用;第一和第二条形间隙的位置、夹角、面积等结构设计在保证足够焊接面积的同时,也保证了焊膏残留物能有效排出,从而保证了焊接的可靠性。
附图说明
13.图1是现有技术的结构示意图一;图2是现有技术的结构示意图二;图3是现有技术的结构示意图三;图4是本发明的主视、俯视结构示意图;图5是金属壳体的结构示意图;图6是图5中a-a的局部剖视图;图7是金属绝缘子的结构示意图;图8是引脚的结构示意图;图9是pcb板配合面的结构示意图。
14.附图标记说明:1、金属壳体;11、阶梯口;12、开口槽;2、金属绝缘子;21、纳米陶瓷铝合金基体;22、安装通孔;23、台阶口;24、绝缘层;25、金属化层;26、焊盘;3、引脚;31、凸缘;4、pcb板;41、放射状金属化层;41a、中心圆形孔;41b、第一条形间隙;41c、第二条形间隙;42、金属化引脚孔;43、引脚焊盘;5、瓷垫片;6、电路基板;7、键合线。
具体实施方式
15.为使本发明更加清楚明白,下面结合附图对本发明的一种集成电路封装结构及其组装方法进一步说明,此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明。
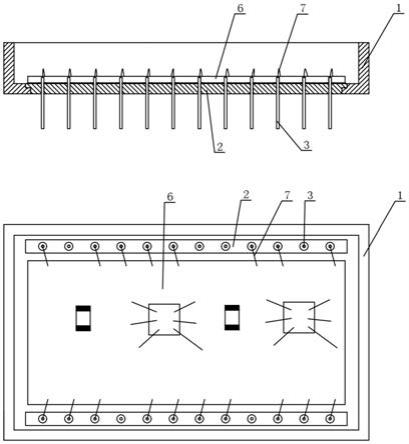
16.如图4所示,一种集成电路耐高冲击封装结构,包括:一个金属壳体1,如图4至图6所示,金属壳体1为上端无盖、下端带底的矩形壳体,在金属壳体1的底部长度方向两侧面上,分别对称设置一个条形的开口槽12,开口槽12为贯穿金属壳体1底部的矩形通槽。开口槽12上设有阶梯口11。
17.两个条状的金属绝缘子2,如图4、图7所示,金属绝缘子2包括为矩形体状的纳米陶瓷铝合金基体21,纳米陶瓷铝合金基体21上设有一组安装通孔22,纳米陶瓷铝合金基体21的外轮廓边缘设有台阶口23,台阶口23形状与阶梯口11形状相互匹配且能形成嵌位配合,纳米陶瓷铝合金基体21表面连接三重结构氧化铝的绝缘层24,在台阶口23的绝缘层24表面连接tiniau的金属化层25,在安装通孔22内壁的绝缘层24上连接镀金的金属化层25,在安装通孔22的两端的绝缘层24上连接圆形的镀金焊盘26,焊盘26与安装通孔22位置对应且与安装通孔22的金属化层25电性导通。其中,所述绝缘层24通过阳极氧化工艺制成三重结构的绝缘氧化铝层,具有良好的绝缘性能,三重结构的阳极氧化工艺中具体的电解液分别采用硼酸电解液、硫酸电解液和硼酸电解液,根据厚度和绝缘性能需求,来选择适当的工艺参数。其中,纳米陶瓷铝合金为现有技术,是采用纳米氧化铝陶瓷颗粒原位自生方法制得的纳米陶瓷铝合金;三重结构的阳极氧化工艺为现有技术。
18.一组引脚3,如图4、图8所示,引脚3为细小的杆体,引脚3的上部设有圆形的凸缘31,凸缘31的投影面积尺寸与所述焊盘26面积尺寸相适应匹配。
19.在本实施例中,先将阶梯口11的金属化层25、台阶口23的金属化层25、安装通孔22孔壁的金属化层25以及焊盘26表面涂覆焊膏,再分别将金属绝缘子2安装在金属壳体1上,引脚3穿入安装通孔22中且使凸缘31置于焊盘26表面,最后将金属绝缘子2与金属壳体1密封焊接一体、引脚3与安装通孔22密封焊接以及凸缘31与焊盘26密封焊接。在金属壳体1内侧底面上连接电路基板6,电路基板6通过键合线7与引脚3连接,再将金属壳体1上端封盖,形成完整的集成电路。
20.本实施例中的封装结构与pcb板的组装方法,包括以下步骤:s1:如图9所示,pcb板4设有与金属壳体1上的引脚3对应的金属化引脚孔42,在pcb板4两面上的金属化引脚孔42孔口覆盖有引脚焊盘43。在pcb板4待安装的金属壳体1区域面上,以金属化通孔之间的区域中心点为原点,设置被条状的间隙通道分割的放射状金属化层41,放射状金属化层41的外轮廓为矩形,放射状金属化层41长度尺寸比金属壳体1底部长度尺寸较小,所述间隙通道包括原点处的中心圆形孔41a、与其相连通向四周放射的第一条形间隙41b,以及放射状金属化层41部分区域上设有内端封闭、外端开口的第二条形间隙41c;其中,第一条形间隙41b外端处于开口状态,间隙通道相互连通;相邻的第一条形间隙中心线之间夹角、相邻的第一和第二条形间隙中心线之间夹角均为22.5
°
;第一和第二条形间隙均用于焊接时焊膏中的有机物排出,是有机物的泄放通道。
21.s2:在引脚焊盘43表面、金属化引脚孔42孔壁以及放射状金属化层41表面涂覆焊膏,在放射状金属化层41的两端外侧边缘放置瓷垫片5,位置与金属壳体1底部两端内侧位置相对应,如果后续焊膏印刷厚度为d0,焊接时焊膏中的有机成份溢出至间隙通道后,焊料厚度降低为d,放射状金属化层41表面焊膏面积为s0,则瓷垫片5的厚度:d1=0.85d~0.9d,间隙通道面积设计值s=(d0-d)s0/d1。
22.s3:将引脚3对应插入金属化引脚孔42中,金属壳体1底部两端置于两侧的瓷垫片5
上,金属壳体1底部与放射状金属化层41表面的焊膏直接接触;金属壳体1位置调整确认后进行回流焊,保证了金属壳体1底端与放射状金属化层41焊接,引脚3与金属化引脚孔42及其正背面焊盘完全焊接,然后将瓷垫片5取出,并进行焊后清洗,清除焊膏中溢出的有机成分。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1