一种自动销针压入装置
1.本发明涉及插针机技术领域,特别涉及一种自动销针压入装置。
背景技术:
2.自动销针压入装置也称插针机,又称作插pin机、pin针机设备,气动力来源于电动机,主要用于各类线圈骨架,具有操作简单、工作效率高等优势。其代表型号有yci-28 型和yci-76型,等等,利用自动插针机可连续完成制针和插针工序,一方面使买针变为买线材,使成本大为降低,另一方面,由于代替了手工操作,使插针效率大为提高,从而使安装接线柱的生产经济效益得到提高。
技术实现要素:
3.本发明所要解决的技术问题是针对现有技术存在的问题提供一种自动插针且插针速度较快的自动销针压入装置。
4.本发明解决上述技术问题所采用的技术方案为:
5.一种自动销针压入装置,包括送料装置和插针装置,所述送料装置包括传送带、盖板导轨和销针导轨,所述插针装置包括前盖、插针机构和气缸,所述插针机构一端连接前盖,所述插针机构另一端连接气缸,所述前盖安装在固定块上,所述固定块安装在固定板上,所述前盖包括盖板、安装槽和针孔,所述盖板嵌设在安装槽内,所述安装槽两侧设置有针孔,所述插针机构包括横梁、斜块槽、圆头推杆、细推杆、内置弹簧和销针,所述横梁设置在插针机构一端,所述斜块槽连接于横梁,所述圆头推杆右端连接斜块槽,所述细推杆设置在圆头推杆内部,所述内置弹簧内嵌在圆头推杆中,所述销针设置在细推杆的左端,所述气缸安装在固定板上,且所述气缸前端连接在插针机构的横梁上。
6.优选为,所述盖板导轨垂直设置在安装槽处,且与安装槽保持平齐,所述销针导轨设置在盖板导轨的两侧对称位置,所述销针导轨连接插针接头。
7.优选为,所述斜块槽呈凹槽状,其半径与所述销针上圆半径相配合,且所述斜块槽有倾斜角度,推动所述圆头推杆向左运动。
8.优选为,所述盖板导轨是空心的矩形导轨,所述盖板和盖板导轨过盈配合,所述盖板导轨下方设置有固定板。
9.优选为,所述盖板导轨在前盖与盖板插针后,进行90
°
的翻转。
10.优选为,所述插针机构能同时进行两端的插针。
11.优选为,所述圆头推杆内部设有内置弹簧,插针动作完成后自动恢复原样。
12.优选为,所述插针机构的两端均设有外弹簧,插针结束后可快速自动复位。
13.与现有技术相比,本发明一种自动销针压入装置带来的有益效果是:通过先将盖板通过传送带的方式送入盖板导轨内,由于盖板自身有重量,盖板会落入安装槽内,同时设计挡板,防止盖板掉出,同样的方式将销针送入销针导轨,使销针插入前盖两侧的针孔,从而使前盖和盖板连接在一起,此装置能同时进行两端的插针,实现自动安装和自动上料,既
节约了成本,又提高了效率。
附图说明
14.图1为本发明一种自动销针压入装置的送料装置图。
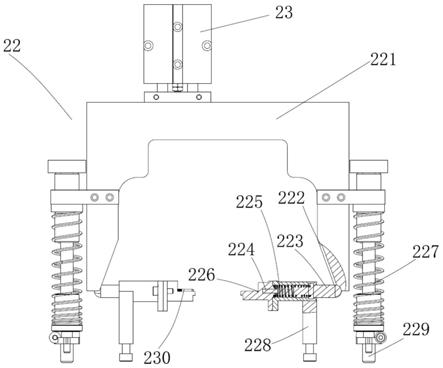
15.图2为本发明一种自动销针压入装置的插针装置图。
16.图3为本发明一种自动销针压入装置的前盖图。
17.图4为本发明一种自动销针压入装置的前盖位置图。
18.图5为本发明一种自动销针压入装置插销位置图。
19.附图标记:1、送料装置;11、传送带;12、盖板导轨;13、销针导轨;2、插针装置;21、前盖;211、盖板;212、安装槽;213、针孔;22、插针机构;221、横梁;222、斜块槽;223、圆头推杆;224、细推杆;225、内置弹簧;226、销针;227、外弹簧; 228、支撑块;229、固定座接头;230、插针接头;23、气缸;3、固定板;4、固定块。
具体实施方式
20.以下结合附图实施例对本发明作进一步详细描述。
21.如图1至图4所示,一种自动销针压入装置,包括送料装置1和插针装置2,所述送料装置1包括传送带11、盖板导轨12和销针导轨13,所述插针装置2包括前盖21、插针机构22和气缸23,所述插针机构22一端连接前盖21,所述插针机构22另一端连接气缸23,所述前盖21安装在固定块4上,所述固定块4安装在固定板3上,所述前盖21包括盖板211、安装槽212和针孔213,所述盖板211嵌设在安装槽212内,所述安装槽212两侧设置有针孔213,所述插针机构22包括横梁221、斜块槽222、圆头推杆223、细推杆224、内置弹簧225和销针226,所述横梁221设置在插针机构22一端,所述斜块槽222连接于横梁221,所述圆头推杆223右端连接斜块槽222,所述细推杆 224设置在圆头推杆223内部,所述内置弹簧225内嵌在圆头推杆223中,所述销针226 设置在细推杆224的左端,所述气缸23安装在固定板3上,且所述气缸23前端连接在插针机构22的横梁221上。
22.实施例1
23.如图1所示,进行自动送料工作时,需先将盖板211通过传送带11送入盖板导轨 12内,盖板导轨12是空心矩形导轨,且设计成与盖板相应的尺寸,刚好能通过盖板211,将盖板211传送到指定的位置,完成物料的运输,盖板导轨12下方设置有固定板3,以此防止盖板211掉出盖板导轨12,由于盖板211自身具有重量,会从传送带11落在前盖21的安装槽212内,再将销针226通过传送带11送入销针导轨13内,其中盖板导轨12与前盖21的安装槽212互相对齐,所以当盖板211通过传送带11落入安装槽212 内时,则能保证其孔与销针导轨13的针孔213对齐,同时设计挡板,防止盖板211掉出安装槽212。
24.本实施例中,盖板导轨12的设计是在锁的前盖21与盖板211插针后,其可以实现 90
°
的翻转,所以进行取料工作时,当插针工作完成后,又因为挡板上端没有固定,所以直接取出前盖21即可,不会发生干涉的现象。
25.实施例2
26.如图2至4所示,进行自动插销工作时,当盖板211和销针226均送到指定的导轨处时,气缸23的前端连接插针机构22的横梁221,利用气缸23推动插针机构22,即可变水平运
动为竖直运动,使得横梁221沿向下的方向运动,由于斜块槽222和横梁221 是连接体,所以斜块槽222也随之向下运动,斜块槽222存在一定的倾斜角度,使得圆头推杆223向左运动,细推杆224连接于圆头推杆223,使得细推杆224也向左运动,继而推动销针226,销针226插入前盖21两侧针孔213内,插针动作完成。
27.本实施例中,利用斜块槽222与圆头推杆223的运动方式,改变插针机构22的运动方向,圆头推杆223内部设有内置弹簧225,插针动作完成后会自动恢复原样,插针机构22的两端均设有外弹簧227,插针结束后可快速自动复位,由于锁的两侧设有对称的针孔213,并且销针226插入的力度和深度都相同,所以将销针226同时插入,既节约了成本,又提高了效率。
28.实施例3
29.如图5所示,在插销过程中,盖板211通过传送带11传送,再通过盖板导轨12的导正,将盖板211运输到如图5所示的位置,其中销针226通过振动盘排列,传送到传送带11,落入到指定的位置,最后,通过气缸23运动带动插针机构22的运动,将销针 226两头按压入相应的针孔213内。
30.本发明一种自动销针压入装置通过将盖板通过传送带送入到盖板导轨12处,盖板 211利用自身的重量落在前盖21的安装槽212内,将销针226通过传送带11送入销针导轨13处,利用气缸23推动插针机构22,变水平运动为垂直运动,使得销针226插在前盖21两侧的针孔213内,完成插针工作,继而使前盖21和盖板211连接在一起,此装置既能实现自动安装和自动上料,又能同时进行两端的插针,既节约了成本,又提高了效率。
31.最后应说明的是:以上实施例仅说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1