一种HDMI线芯挤出工艺的制作方法
一种hdmi线芯挤出工艺
技术领域
1.本发明涉及发泡芯线处理技术领域,具体涉及一种hdmi线芯挤出工艺。
背景技术:
2.在实践过程中发现,发泡芯线挤出设备的配置有富余量,为了增加主设备利用率,降低产品生产成本,我公司设计了一个适用发泡芯线挤出工艺,由原来1出1变成1出2,增加设备利用率,从而提高生产效率,减少主设备投入,降低生产成本,增加产品竞争优势。
3.现有专利中,cn113450969a一种性能优良的同轴电缆发泡芯线的生产工艺,本发明创造属涉及电缆制作工艺技术领域,具体涉及一种性能优良的同轴电缆发泡芯线的生产工艺。提升回波同轴电缆发泡芯线的生产系统,本系统包括:主动放线架、导体储线架、前牵引装置、内皮涂胶装置、涂层发泡装置、冷却装置、烘干装置、检测装置、直流火花机、后牵引机、自动收线排线分盘;所述主动放线架的后方设置导体储线架,导体储线架后方设置通过前向动力传递同轴电缆的前牵引装置和向后动力传递同轴电缆的后牵引机,前牵引装置和后牵引机之间设置内皮涂胶装置和涂层发泡装置,并且在涂层发泡装置之后设置冷却装置,冷却装置是将内皮涂胶和涂层发泡后的线缆进行冷却的装置,冷却装置后方设置的烘干装置进行烘干。现有的技术是采用多个设备组合对发泡芯线加工,但是单路加工,且均是传统的机械加工,当发泡芯线的产量达到一定规模时,机械设备也尝尝出故障,影响生产效率。
4.因此需要一种耦合再发泡线生产工艺上的智能监测设备,通过现代化智能监测技术即使发现生产线上的故障,智能调控。
技术实现要素:
5.本发明目的在于提供一种hdmi线芯挤出工艺,通过图像处理方法运用再生产线中,特定的像素处理手段适用与本发明中线体的特定结构,适用性强,精确度高。
6.为实现上述目的,本发明所采用的技术方案是:一种hdmi线芯挤出工艺,包括下列步骤:
7.步骤1:前牵引装置在带动导体储线架放线,内皮涂胶装置持续对线体进行覆盖,涂层发泡装置用于覆盖绝缘泡沫,后牵引机上设置有多个深度学习相机,深度学习相机用于捕捉覆盖胶体后的图像和覆盖泡沫后的图像,执行步骤2;
8.步骤2:冷却装置处设置有深度学习相机,用于捕捉水中的发泡芯线的图像,执行步骤3;
9.步骤3:处理器在标准采样时间内,对各个图像进行分析,当图像不符合阈值时,处理器驱动切换电路关闭前牵引装置、内皮涂胶装置和涂层发泡装置。
10.优选的,所述步骤1中,深度学习相机包括有第一相机和第二相机,第一相机捕捉覆盖胶体后的线体图像为第一图像,第二相机捕捉覆盖泡沫后的图像为第二图像,第一相机的采样时间为n s,第二相机的采样时间为(n+2)s。
11.优选的,所述步骤2中,深度学习相机为第三相机,获取水中的发泡芯线的图像为第三图像,第三相机的采样时间为(n+5)s。
12.优选的,所述步骤3中,所述处理器的标准采样时间为7s。
13.优选的,所述步骤3中,所述阈值包括线体覆盖胶体后的标准图像、覆盖泡沫后的标准图像和水中冷却后的发泡芯线标准图像,通过标准图像与捕捉的图像进行像素对比和尺寸对比,对不符合标准的线体进行实时预警。
14.优选的,所述像素对比的具体内容包括:
15.步骤61:将捕捉的图像进行自上至下的特定像素索引,选取图像中作为对称中心的矩形像素区间作为目标区间,对目标区间进行二次索引;
16.步骤62:若目标区间内的像素非对称区域大于总目标区间区域的二分之一,则执行步骤63;若目标区间内的像素非对称区域不大于总目标区间区域的二分之一,则执行步骤64;
17.步骤63:处理器驱动报警装置工作,标记该不符合阈值的线体进行剔除;
18.步骤64:执行步骤61。
19.优选的,所述像素索引的具体内容为通过选取第一层像素与选取的第二层像素进行比较,若第一层像素与第二层像素之间进行逐一比对,根据像素中的灰度等级进行归类,将同属于一种灰度等级的两个像素点归类为相同的像素。
20.优选的,线体覆盖胶体后的图像包括有7类灰度等级、覆盖泡沫后的图像包括有3类灰度等级和水中冷却后的发泡芯线图像包括有5类灰度等级,灰度等级的数量与图像中纯色线体区域占比成正比。
21.综上所述,本发明的有益效果为:
22.1、无需人工进行对线体长时间监测,通过机器相机进行图像识别,判断线体在加工过程中的缺陷,并及时预警。
附图说明
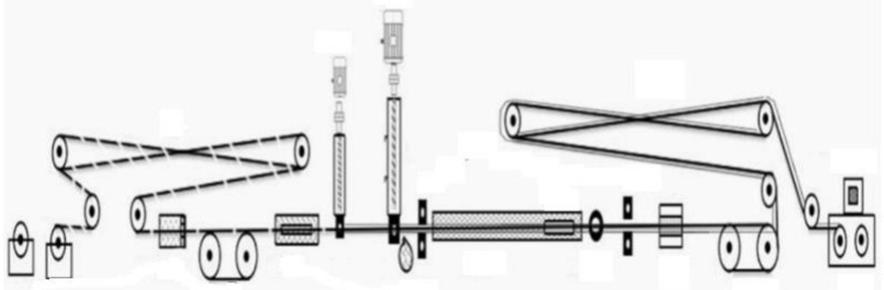
23.图1为本发明的一种hdmi线芯挤出工艺的示意图;
24.图2为本发明的一个实施例中的工作原理示意图。
具体实施方式
25.下面结合本发明的附图1,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.实施例:
27.一般的电缆厂导体放线架都是采用被动放线架,导体容易拉伤变形,产生回波不良;大部分的电缆厂导体都是按客户成品导体要求大小定制后直接到生产线上生产,如果导体存在缺陷,极易存在导体回波不良;同时在机器运转过程中容易受拉力变化影响导体线径,造成低频衰减不合格;延长了生产周期,还增加了生产成本。同时生产线导体张力工艺很要求细致,目前为止同轴电缆厂前后牵引机都是靠涨力导轮感应来控制芯线运行张
力,导体需要多过好几道小导轮,这样操作的工艺会大幅度增加了回波性能不良的风险。因此在生产线上布设多个智能监测的相机是很有必要的。本技术基于上述生产线路,进行智能监测的工艺优化,包括下列步骤:
28.步骤1:前牵引装置在带动导体储线架放线,内皮涂胶装置持续对线体进行覆盖,涂层发泡装置用于覆盖绝缘泡沫,后牵引机上设置有多个深度学习相机,深度学习相机用于捕捉覆盖胶体后的图像和覆盖泡沫后的图像,执行步骤2;
29.步骤2:冷却装置处设置有深度学习相机,用于捕捉水中的发泡芯线的图像,执行步骤3;
30.步骤3:处理器在标准采样时间内,对各个图像进行分析,当图像不符合阈值时,处理器驱动切换电路关闭前牵引装置、内皮涂胶装置和涂层发泡装置。
31.所述步骤1中,深度学习相机包括有第一相机和第二相机,第一相机捕捉覆盖胶体后的线体图像为第一图像,第二相机捕捉覆盖泡沫后的图像为第二图像,第一相机的采样时间为n s,第二相机的采样时间为(n+2)s。
32.所述步骤2中,深度学习相机为第三相机,获取水中的发泡芯线的图像为第三图像,第三相机的采样时间为(n+5)s。所述步骤3中,所述处理器的标准采样时间为7s。所述步骤3中,所述阈值包括线体覆盖胶体后的标准图像、覆盖泡沫后的标准图像和水中冷却后的发泡芯线标准图像,通过标准图像与捕捉的图像进行像素对比和尺寸对比,对不符合标准的线体进行实时预警。
33.请参照图2,所述像素对比的具体内容包括:
34.步骤61:将捕捉的图像进行自上至下的特定像素索引,选取图像中作为对称中心的矩形像素区间作为目标区间,对目标区间进行二次索引;
35.步骤62:若目标区间内的像素非对称区域大于总目标区间区域的二分之一,则执行步骤63;若目标区间内的像素非对称区域不大于总目标区间区域的二分之一,则执行步骤64;
36.步骤63:处理器驱动报警装置工作,标记该不符合阈值的线体进行剔除;
37.步骤64:执行步骤61。
38.所述像素索引的具体内容为通过选取第一层像素与选取的第二层像素进行比较,若第一层像素与第二层像素之间进行逐一比对,根据像素中的灰度等级进行归类,将同属于一种灰度等级的两个像素点归类为相同的像素。线体覆盖胶体后的图像包括有7类灰度等级、覆盖泡沫后的图像包括有3类灰度等级和水中冷却后的发泡芯线图像包括有5类灰度等级,灰度等级的数量与图像中纯色线体区域占比成正比。
39.值得说明的是,请参照附图1,包括主动放线架、导体储线架、前牵引装置、内皮涂胶装置、涂层发泡装置、冷却装置、烘干装置、检测装置、直流火花机、后牵引机、自动收线排线分盘;所述主动放线架的后方设置导体储线架,导体储线架后方设置通过前向动力传递同轴电缆的前牵引装置和向后动力传递同轴电缆的后牵引机,前牵引装置和后牵引机之间设置内皮涂胶装置和涂层发泡装置,所述前牵引装置和内皮涂胶装置之间设置有导体管道预热器。用于加热缆芯;并且在涂层发泡装置之后设置冷却装置,将经过内皮涂胶和涂层发泡后的线缆进行冷却,再传递给冷却装置后方设置的烘干装置进行烘干。
40.值得注意的是,上述机械工艺设备,均是现有的常规技术设备,并非本技术所特有
的发明点,也非本技术保护的部分,本技术更多是在实际应用过程中,发现在hdmi线芯挤出时,存在诸多弊端,影响线体的生成,由于生产线属于快速加工类,当故障或者缺陷的线体不能够及时发现,则会导致后面的线体均不符合标准和规范,因此,需要加设机器视觉相机,对线体在加工的主要路径上进行持续监测,一旦发现加工缺陷,例如线体过粗、线体覆膜过厚、线体歪斜等。
41.综上所述,本技术旨在对hdmi线芯工艺进行完善,其中,传统的hdmi线芯均是单路单出,工艺线设备数量多,体积大,占地面积过大,造成资源的浪费,因此采用本技术的监测技术,也可将传统的单路单出,调整为上下双路的输出,只需增加个别设备的处理装置即可,例如,内皮涂胶装置、涂层发泡装置等增加处理端口的模具,上下累积并排即可,视觉相机也同样的安装在上下两侧,进行双路线体的图像捕捉,放线轴加长成双盘放线,中间采用卡接固定隔开,确保双盘放线同步进行,主机头:2个主色孔,双芯模具配合,2根线芯同时穿过模具,同时工作。2、注条机嘴:2个注条嘴与主机注条孔配合使用牵引轮和储线轮加长成双倍牵引储线,确保两根线的同步。将收线轴加长,同时可上两个收线盘,中间采用卡接固定隔开,确保收线同步,增加设备利用率,从而提高生产效率,减少主设备投入,降低生产成本,增加产品竞争优势。
42.在本发明的描述中,需要理解的是,术语“逆时针”、“顺时针”“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1