一种模具拉伸轧制的铜包铝扁线的制备工艺的制作方法
1.本发明涉及铜包铝扁线的制备工艺,特别是一种模具拉伸轧制的铜包铝扁线的制备工艺。
背景技术:
2.铜包铝线是指以铝芯线为主体,外层设置铜层的电线,可以用作同轴电缆用导体及电气装备中电线电缆导体。铜包铝线采用包覆焊接制造技术,将高品质铜带同心地包覆在铝杆或钢丝等芯线的外表面,并使铜层和芯线之间形成牢固的冶金结合,从而使得两种不同的金属材料结合成为不可分割的整体,并可以像加工单一金属丝那样作拉拔和退火处理,拉拔过程中铜和铝同比例地变径,铜层体积比则保持相对恒定不变。铜包铝线同时具备陈本地和导电性能好的优点,近年来在同轴电缆和电源线领域都有较为广泛应用。
3.公告号为cn100474458c的发明专利公开了一种铜包铝扁线的制造方法,其工艺步骤如下:(1)在惰性气体保护下铜铝包覆焊接;(2)经拉丝机的一系列拉丝模拉制,拉制时线的温度应低于240℃,并达到预定的总变形量;(3)装入有惰性气体保护的退火炉中进行限制扩散层退火,达到预定温度后,保温60-150分钟;(4)在轧辊直径与线径比相匹配的两辊平辊轧机上至少轧制一次,并达到预定尺寸;(5)在拉拔机上用矩形拉丝模进行成品拉拔,达到成品的几何尺寸;(6)在惰性气氛中进行软化退火、收线。具有节省铜材53-60%,性能稳定可靠,并把铜铝两者的优点有机融为一体,接触表面达到冶金结合,减轻自重。随着人们对铜包铝线产品的要求越来越高,人们对铜包铝线的重量提出了更高的要求,为了减轻铜包铝线的重量,需要等比例缩小铜和铝的直径,现有的制备工艺中,由于在轧辊过程中铜包铝线受到的压力较大,很容易造成开裂,因此在常规的铜包铝线制备工艺中,存在线材容易开裂的问题。
技术实现要素:
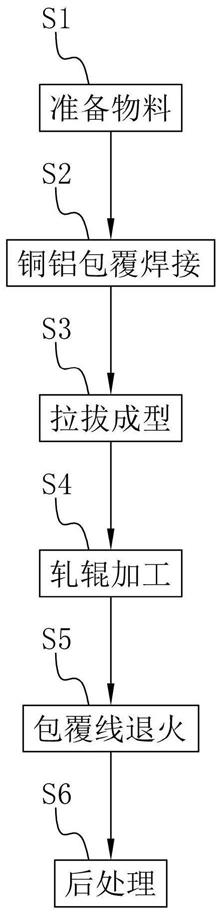
4.为了解决上述技术问题,本发明的目的在于提供一种模具拉伸轧制的铜包铝扁线的制备工艺,其包括以下步骤:准备物料;铜铝包覆焊接;拉拔成型;轧辊加工;包覆线退火;后处理,该模具拉伸轧制的铜包铝扁线的制备工艺具有线材不容易开裂的优点。
5.为实现上述发明目的,本发明采取的技术方案如下:
6.一种模具拉伸轧制的铜包铝扁线的制备工艺,包括以下步骤:
7.s1、准备物料:预设铝芯和铜带备用,铝芯横截面整体呈椭圆形;
8.s2、铜铝包覆焊接:将铜带包覆铝芯表面,在惰性气体保护下对铜带进行焊接,将铜带固定在铝芯上,获得铜铝包覆线;
9.s3、拉拔成型:在拉拔机上使用设有椭圆模槽的拉丝模对铜铝包覆线进行拉拔加工,并将铜铝包覆线卡入椭圆模槽内;
10.s4、轧辊加工:在辊轧机上使用设有椭圆轧辊面的扁线轧辊对铜铝包覆线进行轧辊加工,并通过椭圆轧辊面挤压铜铝包覆线至成品尺寸;
11.s5、包覆线退火:在惰性气氛中对铜铝包覆线进行退火处理;
12.s6、后处理:收线。
13.通过这样的设置:使用设有椭圆模槽的拉丝模和设有椭圆轧辊面的扁线轧辊分别对铜铝包覆线进行拉拔加工和轧辊加工,能够有效提高铜铝包覆线在拉拔加工和轧辊加工过程中的稳定性,防止铜铝包覆线被划伤的同时,使的铜铝包覆线的受力更为均匀,从而有效防止线材开裂,达到线材不容易开裂的优点,并能够适用于直径更小的线材的加工。
14.作为优选,在所述s1的步骤中,还包括以下步骤:
15.在辊轧机上使用设有椭圆抵接面的轧辊对铝芯进行轧辊,并通过椭圆抵接面挤压铝芯,使铝芯横截面整体呈椭圆形。
16.通过这样的设置:实现将铝芯横截面加工成椭圆形的功能。
17.作为优选,在所述s1的步骤中,还包括以下步骤:
18.在惰性气氛中对横截面整体呈椭圆形的铝芯进行退火处理。
19.通过这样的设置:在保证铜铝包覆线的可塑性的同时,尽可能减小铜带的变形量,从而能够防止铜带破裂的同时,使铜铝包覆线表面的铜带厚度均匀,达到了线材不容易破裂和铜带厚度均匀的优点。
20.作为优选,在所述s1的步骤中,还包括以下步骤:
21.在对铝芯的退火处理中,退火温度为330~350℃,退火保温时间为2小时。
22.通过这样的设置:在保证铜铝包覆线的可塑性的同时,尽可能减小铜带的变形量,从而能够防止铜带破裂的同时,使铜铝包覆线表面的铜带厚度均匀。达到了线材不容易破裂和铜带厚度均匀的优点。
23.作为优选,在所述s2的步骤中,还包括以下步骤:
24.所述铜带与铝芯表面贴合且均匀分布在铝芯表面。
25.通过这样的设置:使铜铝包覆线上的铜带厚度均匀,厚度均匀的铜带受力更为均匀,从而进一步防止铜铝包覆线上的铜带开裂,达到线材不容易开裂的优点。
26.作为优选,在所述s3的步骤中,还包括以下步骤:
27.对铜铝包覆线进行多次拉拔加工,单次拉拔减径率控制在10%以内。
28.通过这样的设置:起到防止铜铝包覆线被拉坏的作用,防止铜铝包覆线上出现开裂的现象。
29.作为优选,在所述s3的步骤中,还包括以下步骤:
30.拉拔机进给速度为30~50m/min。
31.通过这样的设置:起到提高生产效率的作用,提高铜铝包覆线在拉拔加工过程中的稳定性,防止铜铝包覆线在剧烈晃动中产生裂痕,起到防止线材开裂的效果。
32.作为优选,在所述s4的步骤中,还包括以下步骤:
33.辊轧机进给速度为1~3m/min。
34.通过这样的设置:起到提高生产效率的作用,提高铜铝包覆线在轧辊加工过程中的稳定性,防止铜铝包覆线在剧烈晃动中产生裂痕,起到防止线材开裂的效果。
35.作为优选,在所述s5的步骤中,还包括以下步骤:
36.在对铜铝包覆线的退火处理中,退火温度为200~300℃,退火保温时间为0.5~1.5小时。
37.通过这样的设置:防止铜铝包覆线在加工后出现开裂,起到提高产品使用寿命的作用,降低能耗的作用,降低生产成本。
38.作为优选,在所述s1的步骤中,还包括以下步骤:
39.所述铝芯横截面短轴与长轴的比为1:3~1:5。
40.通过这样的设置:在满足用户对铜包铝扁线的外形尺寸需求的同时,使铝芯和铜带在拉拔加工和轧辊加工的过程中受力更均匀,并保证了铝芯的结构强度,起到防止铜包铝扁线开裂和提高产品可靠性的作用。
41.相对于现有技术,本发明取得了有益的技术效果:
42.1、在横截面整体呈椭圆形的铝芯上包覆铜带,使得包覆后形成的铜铝包覆线的横截面形状呈椭圆形,从而起到方便加工横截面呈椭圆形的铜包铝扁线的作用。使铜铝包覆线在进行拉拔成型和轧辊加工前横截面整体呈椭圆形,能够有效降低铜铝包覆线在拉拔成型和轧辊加工过程中受到的压力,尤其能够减小铜铝包覆线受到的不均匀压力,从而能够有效防止铜铝包覆线被压坏,起到防止铜铝包覆线开裂的效果。
43.2、在拉拔加工过程中,通过将铜铝包覆线卡入椭圆模槽内,使拉丝模能够与铜铝包覆线表面贴合,使拉丝模能够稳定地将铜铝包覆线夹紧,提高拉丝模与铜铝包覆线之间的稳定性,防止拉丝模与铜铝包覆线出现相对滑动而将铜带划破,起到防止线材开裂破损的效果。同时,拉丝模与铜铝包覆线表面贴合,使拉丝模能够在铜铝包覆线表面施加更为均匀的夹紧力,防止拉丝模将铜铝包覆线上的铜带划伤,也能起到防止线材开裂破损的效果。并且,将铜铝包覆线卡入椭圆模槽内,能够最大限度的降低拉丝模对铜铝包覆线横截面形状的影响,保证铜铝包覆线横截面形状稳定,使轧辊加工中铜铝包覆线的受力均匀,进一步防止线材开裂,提高产品合格率。
44.3、在轧辊加工过程中,通过椭圆轧辊面与铜铝包覆线贴合,使扁线轧辊能够稳定地与铜铝包覆线贴紧,提高扁线轧辊与铜铝包覆线之间的稳定性,防止扁线轧辊与铜铝包覆线出现相对滑动而将铜带划破,起到防止线材开裂破损的效果。同时,扁线轧辊与铜铝包覆线表面贴合,使扁线轧辊能够在铜铝包覆线表面施加更为均匀的夹紧力,防止扁线轧辊将铜铝包覆线上的铜带划伤,也能起到防止线材开裂破损的效果。并且,能够最大限度的降低扁线轧辊对铜铝包覆线横截面形状的影响,保证铜铝包覆线横截面形状稳定,使轧辊加工中铜铝包覆线的受力均匀,进一步防止线材开裂,提高产品合格率。
45.4、使用设有椭圆模槽的拉丝模和设有椭圆轧辊面的扁线轧辊分别对铜铝包覆线进行拉拔加工和轧辊加工,能够有效提高铜铝包覆线在拉拔加工和轧辊加工过程中的稳定性,防止铜铝包覆线被划伤的同时,使的铜铝包覆线的受力更为均匀,从而有效防止线材开裂,达到线材不容易开裂的优点,并能够适用于直径更小的线材的加工。
附图说明
46.图1是本发明实施例1中一种模具拉伸轧制的铜包铝扁线的制备工艺的流程示意图;
47.图2是本发明实施例1中拉丝模和椭圆模槽的结构示意图;
48.图3是本发明实施例1中扁线轧辊和椭圆轧辊面的结构示意图。
49.附图标记:
50.11、拉丝模;12、椭圆模槽;13、扁线轧辊;14、椭圆轧辊面。
具体实施方式
51.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例对本发明进行进一步详细说明,但本发明要求保护的范围并不局限于下述具体实施例。
52.实施例1:
53.参考图1、图2和图3,一种模具拉伸轧制的铜包铝扁线的制备工艺,包括以下步骤:
54.s1、准备物料:预设铝芯和铜带备用,铝芯横截面整体呈椭圆形,在辊轧机上使用设有椭圆抵接面的轧辊对铝芯进行轧辊,并通过椭圆抵接面挤压铝芯,使铝芯横截面整体呈椭圆形,所述铝芯横截面短轴与长轴的比为1:3~1:5,在惰性气氛中对横截面整体呈椭圆形的铝芯进行退火处理,在对铝芯的退火处理中,退火温度为330~350℃,退火保温时间为2小时;铝芯的厚度大于铜带的厚度,铜片为紫铜制成,紫铜具有导电性好和硬度较高的优点,在保证线材导电性的同时,起到防止铜带破损的作用。
55.s2、铜铝包覆焊接:将铜带包覆铝芯表面,在惰性气体保护下对铜带进行焊接,将铜带固定在铝芯上,获得铜铝包覆线,铜带与铝芯表面贴合且均匀分布在铝芯表面。
56.s3、拉拔成型:在拉拔机上使用设有椭圆模槽12的拉丝模11对铜铝包覆线进行拉拔加工,并将铜铝包覆线卡入椭圆模槽12内,对铜铝包覆线进行多次拉拔加工,单次拉拔减径率控制在10%以内,拉拔机进给速度为30~50m/min;拉丝模11用于将线材夹紧,拉丝模11夹紧线材后,驱动拉丝模11在拉拔机上移动,从而实现对线材进行拉拔加工的功能。
57.s4、轧辊加工:在辊轧机上使用设有椭圆轧辊面14的扁线轧辊13对铜铝包覆线进行轧辊加工,并通过椭圆轧辊面14挤压铜铝包覆线至成品尺寸,辊轧机进给速度为1~3m/min;扁线轧辊13整体呈圆柱状,椭圆轧辊面14的横截面轮廓线呈弧形,椭圆轧辊面14沿扁线轧辊13的周向延伸且环绕于扁线轧辊13外壁,轧辊加工过程中,扁线轧辊13在工件上滚动并挤压铜铝包覆线,且椭圆轧辊面14保持与铜铝包覆线接触。
58.s5、包覆线退火:在惰性气氛中对铜铝包覆线进行退火处理,在对铜铝包覆线的退火处理中,退火温度为200~300℃,退火保温时间为0.5~1.5小时。
59.s6、后处理:收线,将加工后的线材收卷打包。
60.本实施例具有以下优点:
61.在横截面整体呈椭圆形的铝芯上包覆铜带,使得包覆后形成的铜铝包覆线的横截面形状呈椭圆形,从而起到方便加工横截面呈椭圆形的铜包铝扁线的作用。使铜铝包覆线在进行拉拔成型和轧辊加工前横截面整体呈椭圆形,能够有效降低铜铝包覆线在拉拔成型和轧辊加工过程中受到的压力,尤其能够减小铜铝包覆线受到的不均匀压力,从而能够有效防止铜铝包覆线被压坏,起到防止铜铝包覆线开裂的效果。
62.在拉拔加工过程中,通过将铜铝包覆线卡入椭圆模槽内,使拉丝模能够与铜铝包覆线表面贴合,使拉丝模能够稳定地将铜铝包覆线夹紧,提高拉丝模与铜铝包覆线之间的稳定性,防止拉丝模与铜铝包覆线出现相对滑动而将铜带划破,起到防止线材开裂破损的效果。同时,拉丝模与铜铝包覆线表面贴合,使拉丝模能够在铜铝包覆线表面施加更为均匀的夹紧力,防止拉丝模将铜铝包覆线上的铜带划伤,也能起到防止线材开裂破损的效果。并且,将铜铝包覆线卡入椭圆模槽内,能够最大限度的降低拉丝模对铜铝包覆线横截面形状
的影响,保证铜铝包覆线横截面形状稳定,使轧辊加工中铜铝包覆线的受力均匀,进一步防止线材开裂,提高产品合格率。
63.在轧辊加工过程中,通过椭圆轧辊面与铜铝包覆线贴合,使扁线轧辊能够稳定地与铜铝包覆线贴紧,提高扁线轧辊与铜铝包覆线之间的稳定性,防止扁线轧辊与铜铝包覆线出现相对滑动而将铜带划破,起到防止线材开裂破损的效果。同时,扁线轧辊与铜铝包覆线表面贴合,使扁线轧辊能够在铜铝包覆线表面施加更为均匀的夹紧力,防止扁线轧辊将铜铝包覆线上的铜带划伤,也能起到防止线材开裂破损的效果。并且,能够最大限度的降低扁线轧辊对铜铝包覆线横截面形状的影响,保证铜铝包覆线横截面形状稳定,使轧辊加工中铜铝包覆线的受力均匀,进一步防止线材开裂,提高产品合格率。
64.使用设有椭圆模槽的拉丝模和设有椭圆轧辊面的扁线轧辊分别对铜铝包覆线进行拉拔加工和轧辊加工,能够有效提高铜铝包覆线在拉拔加工和轧辊加工过程中的稳定性,防止铜铝包覆线被划伤的同时,使的铜铝包覆线的受力更为均匀,从而有效防止线材开裂,达到线材不容易开裂的优点,并能够适用于直径更小的线材的加工。
65.使用设有椭圆抵接面的轧辊对铝芯进行轧辊,使铝芯变形,从而使铝芯横截面整体呈椭圆形,实现将铝芯横截面加工成椭圆形的功能。
66.对铝芯单独进行退火处理,能够降低铝芯的硬度。在拉拔加工和轧辊加工过程中,当铜铝包覆线受到压力时,能够通过硬度硬度较低且厚度较大的铝芯发生形变,在保证铜铝包覆线的可塑性的同时,尽可能减小铜带的变形量,从而能够防止铜带破裂的同时,使铜铝包覆线表面的铜带厚度均匀。达到了线材不容易破裂和铜带厚度均匀的优点。
67.铝芯退火温度为330~350℃、退火保温时间为2小时,保证铜铝包覆线中的铝芯硬度足够低,在保证铜铝包覆线的可塑性的同时,尽可能减小铜带的变形量,从而能够防止铜带破裂的同时,使铜铝包覆线表面的铜带厚度均匀。达到了线材不容易破裂和铜带厚度均匀的优点。
68.铝芯退火温度大于330℃、保温时间不低于2小时,保证铜铝包覆线中的铝芯硬度足够低;铝芯退火温度小于350℃、保温时间不高于2小时,起到降低能耗的作用,降低生产成本。
69.使铜带与铝芯表面贴合且均匀分布在铝芯表面,使铜铝包覆线上的铜带厚度均匀,从而使铜铝包覆线上的铜带不容易开裂。并且,当铜铝包覆线受力时,厚度均匀的铜带受力更为均匀,从而进一步防止铜铝包覆线上的铜带开裂,达到线材不容易开裂的优点。
70.对铜铝包覆线进行多次拉拔加工,单次拉拔减径率控制在10%以内,起到防止铜铝包覆线被拉坏的作用,防止铜铝包覆线上出现开裂的现象。
71.拉拔机进给速度大于30m/min,起到提高生产效率的作用;拉拔机进给速度小于50m/min,防止铜铝包覆线在拉拔加工过程中出现剧烈晃动,起到提高铜铝包覆线在拉拔加工过程中的稳定性的作用,防止铜铝包覆线在剧烈晃动中产生裂痕,起到防止线材开裂的效果。
72.辊轧机进给速度大于1m/min,起到提高生产效率的作用;辊轧机进给速度小于3m/min,防止铜铝包覆线在轧辊加工过程中出现剧烈晃动,起到提高铜铝包覆线在轧辊加工过程中的稳定性的作用,防止铜铝包覆线在剧烈晃动中产生裂痕,起到防止线材开裂的效果。
73.铝芯退火温度大于200℃、保温时间大于0.5小时,消除铜铝包覆线的内应力,防止
铜铝包覆线在加工后出现开裂,起到提高产品使用寿命的作用;铝芯退火温度小于350℃、保温时间小于2小时,起到降低能耗的作用,降低生产成本。
74.通过将铝芯的椭圆形横截面的长轴与短轴之比设置为1:3~1:5,在满足用户对铜包铝扁线的外形尺寸需求的同时,使铝芯和铜带在拉拔加工和轧辊加工的过程中受力更均匀,并保证了铝芯的结构强度,起到防止铜包铝扁线开裂和提高产品可靠性的作用。
75.铝芯的椭圆形横截面的长轴与短轴之比大于1:5,防止铝芯短轴长度过小而影响铝芯的结构强度,起到提高铝芯结构稳定性的作用。铝芯的椭圆形横截面的长轴与短轴之比小于1:3,使铜带包覆铝芯后形成的铜铝包覆线更为扁平,从而使铜铝包覆线在拉拔加工和轧辊加工过程中受力更为均匀,起到防止铜铝包覆线开裂的作用。
76.实施例2:
77.一种模具拉伸轧制的铜包铝扁线的制备工艺,包括以下步骤:
78.s1、准备物料:预设铝芯和铜带备用,铝芯横截面整体呈椭圆形,在辊轧机上使用设有椭圆抵接面的轧辊对铝芯进行轧辊,并通过椭圆抵接面挤压铝芯,使铝芯横截面整体呈椭圆形,所述铝芯横截面短轴与长轴的比为1:4,在惰性气氛中对横截面整体呈椭圆形的铝芯进行退火处理,在对铝芯的退火处理中,退火温度为350℃,退火保温时间为2小时;铝芯的厚度大于铜带的厚度,铜片为紫铜制成,紫铜具有导电性好和硬度较高的优点,在保证线材导电性的同时,起到防止铜带破损的作用。
79.s2、铜铝包覆焊接:将铜带包覆铝芯表面,在惰性气体保护下对铜带进行焊接,将铜带固定在铝芯上,获得铜铝包覆线,铜带与铝芯表面贴合且均匀分布在铝芯表面。
80.s3、拉拔成型:在拉拔机上使用设有椭圆模槽的拉丝模对铜铝包覆线进行拉拔加工,并将铜铝包覆线卡入椭圆模槽内,对铜铝包覆线进行多次拉拔加工,单次拉拔减径率控制在10%以内,拉拔机进给速度为30m/min;拉丝模用于将线材夹紧,拉丝模夹紧线材后,驱动拉丝模在拉拔机上移动,从而实现对线材进行拉拔加工的功能。
81.s4、轧辊加工:在辊轧机上使用设有椭圆轧辊面的扁线轧辊对铜铝包覆线进行轧辊加工,并通过椭圆轧辊面挤压铜铝包覆线至成品尺寸,辊轧机进给速度为1m/min;扁线轧辊整体呈圆柱状,椭圆轧辊面的横截面轮廓线呈弧形,椭圆轧辊面沿扁线轧辊的周向延伸且环绕于扁线轧辊外壁,轧辊加工过程中,扁线轧辊在工件上滚动并挤压铜铝包覆线,且椭圆轧辊面保持与铜铝包覆线接触。
82.s5、包覆线退火:在惰性气氛中对铜铝包覆线进行退火处理,在对铜铝包覆线的退火处理中,退火温度为200℃,退火保温时间为1小时。
83.s6、后处理:收线,将加工后的线材收卷打包。
84.实施例3:
85.一种模具拉伸轧制的铜包铝扁线的制备工艺,包括以下步骤:
86.s1、准备物料:预设铝芯和铜带备用,铝芯横截面整体呈椭圆形,在辊轧机上使用设有椭圆抵接面的轧辊对铝芯进行轧辊,并通过椭圆抵接面挤压铝芯,使铝芯横截面整体呈椭圆形,所述铝芯横截面短轴与长轴的比为1:4,在惰性气氛中对横截面整体呈椭圆形的铝芯进行退火处理,在对铝芯的退火处理中,退火温度为350℃,退火保温时间为2小时;铝芯的厚度大于铜带的厚度,铜片为紫铜制成,紫铜具有导电性好和硬度较高的优点,在保证线材导电性的同时,起到防止铜带破损的作用。
87.s2、铜铝包覆焊接:将铜带包覆铝芯表面,在惰性气体保护下对铜带进行焊接,将铜带固定在铝芯上,获得铜铝包覆线,铜带与铝芯表面贴合且均匀分布在铝芯表面。
88.s3、拉拔成型:在拉拔机上使用设有椭圆模槽的拉丝模对铜铝包覆线进行拉拔加工,并将铜铝包覆线卡入椭圆模槽内,对铜铝包覆线进行多次拉拔加工,单次拉拔减径率控制在8%以内,拉拔机进给速度为50m/min;拉丝模用于将线材夹紧,拉丝模夹紧线材后,驱动拉丝模在拉拔机上移动,从而实现对线材进行拉拔加工的功能。
89.s4、轧辊加工:在辊轧机上使用设有椭圆轧辊面的扁线轧辊对铜铝包覆线进行轧辊加工,并通过椭圆轧辊面挤压铜铝包覆线至成品尺寸,辊轧机进给速度为3m/min;扁线轧辊整体呈圆柱状,椭圆轧辊面的横截面轮廓线呈弧形,椭圆轧辊面沿扁线轧辊的周向延伸且环绕于扁线轧辊外壁,轧辊加工过程中,扁线轧辊在工件上滚动并挤压铜铝包覆线,且椭圆轧辊面保持与铜铝包覆线接触。
90.s5、包覆线退火:在惰性气氛中对铜铝包覆线进行退火处理,在对铜铝包覆线的退火处理中,退火温度为280℃,退火保温时间为0.5小时。
91.s6、后处理:收线,将加工后的线材收卷打包。
92.根据上述说明书的揭示和教导,本发明所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本发明并不局限于上面揭示和描述的具体实施方式,对发明的一些修改和变更也应当落入本发明的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对发明构成任何限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1