一种插头的制作方法
1.本技术涉及电子配件技术领域,尤其是涉及一种插头。
背景技术:
2.随着工业社会的不断发展,人们的工作、生活越来越离不开各种电器用品。在使用电器之前,人们将插头插进插销孔内,从而将电器与交流电源连通,完成对电器的供电。
3.参照图1和图2,电器生产行业中,插头一般由基体100和固定在基体上的插脚200组成,基体100厚度方向的一侧开设有凹槽300,插脚200沿其本身长度方向贯穿基体100厚度方向,且插脚200的一端位于凹槽300内;插脚200位于凹槽300内的一侧经弯折形成有引脚400,引脚400上设置有螺丝500;组装插头时,工作人员首先将连接在电器上的电线背离电器一端的线皮拔掉,使电线的铜丝裸露出一定的长度;然后,将插头引脚上的螺丝500旋松,再将电线的铜丝插入引脚400,之后旋紧螺丝500,从而将铜丝与插脚200固定完成。该插头还包括盖体600,待插脚200与铜丝固定后,工作人员再将盖体600罩设在基体100厚度方向位于凹槽300的一侧。
4.针对上述中的相关技术,发明人认为,上述插头在使用过程中,若插脚数量过多,铜丝与插脚的连接点过多;当交流电源的电压不稳定时,容易造成插头内短路的情况发生,存在待改进之处。
技术实现要素:
5.为了改善相关技术中的插头在使用时易短路的问题,本技术提供一种插头。
6.本技术提供的一种插头,采用如下的技术方案:
7.一种插头,包括安装基壳、以及固定在安装基壳上的多个插脚,所述安装基壳厚度方向的一侧上开设有安装槽,任一所述插脚沿其本身长度方向插入安装基壳,且所述插脚的长度方向的一端位于安装槽内,所述安装槽内位于相邻铜片之间的位置均一体成型有挡片。
8.通过采用上述技术方案,工作人员将插头与对应导线连接后,挡片将各个插头与对应导线的连接点分隔开,从而减少插头连接电源后插头内相邻插脚与对应导线的连接点接触而导致短路的情况发生,具有耐高压、安全稳定的特点。
9.优选的,该插头还包括罩壳,所述罩壳设置在安装基壳厚度方向位于凹槽的一侧。
10.通过采用上述技术方案,待插脚与对应导线连接好后,工作人员利用罩壳对安装槽内的插脚与导线进行罩设,减少因外界因素影响致使插头时候时短路的情况发生,同时对插头的导电部位进行遮挡,有利于提升人们插头拔插过程中的安全性。
11.优选的,所述罩壳靠近安装槽一侧对应插脚的位置均一体成型有压块。
12.通过采用上述技术方案,工作人员在组装插头时,首先将插脚与对应导线进行连接;然后,再将罩壳与安装基壳扣合;待罩壳扣合至安装基壳厚度方向位于安装槽的一侧后,罩壳内的凸起挤压插脚与对应导线的连接处,从而将插脚与对应导线的连接点限制在
挡板与安装基壳侧壁之间,有效件减少相邻插脚与对应导线的连接点相互接触的情况发生,从而减少使用插头时短路的情况发生。
13.优选的,所述罩壳和安装基壳可拆卸固定连接。
14.通过采用上述技术方案,通过将罩壳和安装基壳可拆卸固定连接,方便工作人员对插头进行拆卸、检修及安装。
15.优选的,所述安装基壳靠近罩壳一侧的边缘位置均匀间隔开设有多个卡槽,所述罩壳靠近装基壳的一侧的边缘对应卡槽的位置一体成型有凸起,任一所述凸起分别与对应卡槽卡接配合。
16.通过采用上述技术方案,利用卡槽与凸起的卡接配合,实现罩壳对安装槽的罩设,连接结构简单,有利于提升工作人员装配插头的工作效率。
17.优选的,所述罩壳的中部位置开设有浇注口,所述浇注口沿贯穿罩壳并与安装槽连通。
18.通过采用上述技术方案,工作人员对插头的插脚与对应导线连接好,并将罩壳扣合在安装基壳上后,再装配完成的罩壳与安装基壳置入相应的注塑模具中,注塑机的浇注口伸入浇注口并向安装基壳与罩壳之间注满熔融塑料;熔融塑料冷却凝固后,包裹在插脚与导线连接处,从而将插脚与对应导线固定,增加插脚与对应导线间的连接强度,减少导线从对应插脚上脱离的情况发生,保证插头的正常使用;同时,熔融塑料冷却凝固后,阻隔在相邻插脚与导线的连接点之间,进一步减少因相邻插脚与对应导线的连接点接触而致使短路的情况发生。
19.优选的,所述安装基壳与罩壳的外侧注塑成型有绝缘包裹层。
20.通过采用上述技术方案,工作人员完成对安装基壳与罩壳的装配工作之后,再通过注塑工艺在装配好的安装基壳与罩壳的外侧设置绝缘包裹层,对安装基壳与罩壳做进一步连接固定,有效保证罩壳对安装基壳的安装槽的正常罩设作业,提升人们使用插头时的安全性。
21.优选的,所述绝缘包裹层位于罩壳背离安装基壳的一侧开设有多个支撑孔,任一所述支撑孔均贯穿包裹层位于罩壳背离安装基壳的一侧。
22.通过采用上述技术方案,工作人员在向装配好的安装基壳与罩壳的外侧注塑成型绝缘包裹层时,首先将装配好的安装基壳与罩壳置入模具的模腔内,模具型腔内靠近插脚的位置对插脚进行限位,模具型腔内位于绝缘包裹层上对应支撑孔的位置设置有支撑杆,支撑杆长度方向靠近罩壳的一端抵紧罩壳厚度方向背离安装基壳的一侧,从而将装配好的安装基壳与罩壳固定在型腔内,有效保证绝缘包裹层的正常成型;同时,型腔内多余的熔融塑料沿支撑杆的位置流出,减少因向安装基壳与罩壳之间注入熔融塑料过多,导致熔融塑料从安装基壳上安装插脚的位置流出,并包裹插脚的情况发生,有效保证插头制作的合格率。
23.优选的,所述安装基壳与罩壳连接处的边缘开设有避让槽,所述安装基壳与罩壳连接处位于避让槽的位置设置有电线保护层,所述电线保护层与绝缘包裹层呈一体成型设置。
24.通过采用上述技术方案,电器的电线长度背离电器的一端与插头对应插脚连接后,电器的电线位于避让槽的位于与避让槽侧壁发生摩擦,电器的电线易被避让槽侧壁磨
损;当工作人员向安装基壳与罩壳外侧注入熔融塑料时,插头位于避让槽的位置经注塑形成电线保护层,电线保护层填充在电线与避让槽侧壁之间,从而减少避让槽侧壁磨损电线的线皮的情况发生,进而减少电线漏电的情况发生,提升使用插头时的安全性,并有效延长电器电线的使用寿命。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.1.借助安装槽内设置的挡片,对相邻插脚与对应导线的连接点之间进行阻隔,有效减少插头内短路的情况发生;
27.2.利用罩壳上设置的压块,对插脚与对应导线的连接点在安装槽内的位置进行限定,进而减少相邻插脚与对应导线的连接点相互接触的情况发生,进一步减少使用插头时短路的情况发生;
28.3.通过罩壳上的浇注口,向安装基壳与罩壳之间浇注熔融塑料,熔融塑料冷却后,间插脚与对应导线进行固定,减少导线从对应插脚上脱离的情况发生,保证插头的正常使用;同时,熔融塑料冷却后阻挡在相邻插脚之间,从而进一步保证插头内部相邻插脚与对应导线的连接点之间的阻隔,减少插头使用时短路的情况发生。
附图说明
29.图1是相关技术中插头整体结构的轴侧示意图。
30.图2是相关技术中主要体现插脚与铜线连接结构的平面示意图。
31.图3是本技术实施例主要体现插头整体结构的轴侧示意图。
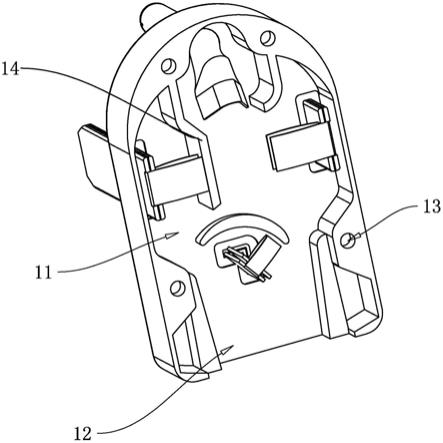
32.图4是本技术实施例主要体现挡片在安装基壳上成型位置的结构示意图。
33.图5是本技术实施例主要体现罩壳结构的平面示意图。
34.图6是本技术实施例主要体现绝缘包裹层和电线保护层结构的平面示意图。
35.附图标记:1、安装基壳;11、安装槽;12、避让槽;13、卡槽;14、挡片;2、插脚;3、罩壳;31、凸起;32、压块;4、浇注口;5、绝缘包裹层;51、支撑孔;6、电线保护层;100、基体;200、插脚;300、凹槽;400、引脚;500、螺丝;600、盖体。
具体实施方式
36.以下结合附图3
‑
6,对本技术作进一步详细说明。
37.本技术实施例公开一种。
38.参照图3和图4,一种插头,包括安装基壳1、以及固定在安装基壳1上的多个插脚2。安装基壳1厚度方向的一侧开设有安装槽11,任一插脚2沿其本身长度方向插入安装基壳1,且插脚2的长度方向平行于安装基壳1的厚度方向,插脚2长度方向的一端位于安装槽11内,插脚2长度方向的另一端裸露在安装基壳1背离安装槽11的一侧,用于插入相应的插座中;该插头还包括罩壳3,罩壳3设置在安装基壳1厚度方向位于安装槽11的一侧,且罩壳3与安装基壳1可拆卸固定连接;安装基壳1与罩壳3连接处对应开设有避让槽12。
39.组装插头时,工作人员首先将电线长度背离电器的一端通过避让槽12穿入安装槽11内;然后,再将安装基壳1上插脚2与电线内对应的导线固定连接;之后,再将罩壳3罩设在安装基壳1上安装槽11的槽口处,从而对安装槽11内的插脚2及导线进行罩设。
40.参照图4和图5,安装基座靠近罩壳3一侧的边缘均匀间隔开设有多个卡槽13;同
时,罩壳3靠近安装基壳1一侧的边缘对应卡槽13的位置一体成型有凸起31。当安装基壳1与罩壳3扣合时,任一凸起31分别嵌入对应卡槽13内并与对应卡槽13卡接配合。
41.为了减少相邻插脚2与导线的连接点之间相互接触致使插头内短路的情况发生,安装基壳1位于安装槽11内的一侧设置有多个挡片14,任一挡片14分别设置在相邻插脚2之间,且任一挡片14均与安装基壳1一体成型。同时,罩壳3厚度方向靠近安装槽11的一侧一体成型有多个压块32,任一压块32分别对应插脚2设置。
42.当工作人员将插脚2与对应导线连接好后,再将罩壳3扣合在安装基壳1位于安装槽11的一侧,并通过卡槽13与凸起31的卡接配合,实现罩壳3与安装基壳1的可拆卸固定;此时,罩壳3上的压块32挤压插脚2与导线的连接点,从而对插脚2与导线的连接点在安装槽11内的位置进行限定,从而对相邻插脚2与导线的连接点作进一步阻隔,减少使用插头时插头内部短路的情况发生,从而有效保证电器的安全。
43.参照图3,罩壳3厚度方向背离安装基壳1的一侧开设有浇注口4。本实施例中,浇注口4在罩壳3厚度方向背离安装基壳1的一侧间隔开设有两个。任一浇注口4均沿贯穿罩壳3并与安装槽11连通。
44.工作人员将插脚2与对应导线连接好,并将罩壳3扣合在安装基壳1位于安装槽11的一侧后,工作人员再将装配完成的罩壳3与安装基壳1置入相应的注塑模具中,注塑机的流道自浇注口4伸入安装槽11内,并向安装基壳1与罩壳3之间注满熔融塑料;熔融塑料凝固后,包裹在插脚2与对应导线上,从而将插脚2与对应导线固定;同时,对相邻插脚2作进一步阻隔,减少插头内短路的情况发生。
45.参照图6,当熔融塑料充满安装基壳1与罩壳3之间的空间后,注塑机继续浇注熔融塑料,熔融塑料沿浇注口4渗出,并充满模具型腔,最终在安装基壳1与罩壳3的外侧形成绝缘包裹层5。绝缘包裹层5用于减少安装基壳1与罩壳3分离的情况发生,进一步保证人们在拔插插头时的安全。
46.注塑机向模腔内注射熔融塑料的同时,熔融塑料填充至安装基壳1与罩壳3连接处位于避让槽12的位置,熔融塑料凝固后,形成电线保护层6,电线保护层6将电器的电线与避让槽12侧壁分隔开,减少避让槽12侧壁磨损电线线皮的情况发生,有效延长电器电线的使用寿命。
47.并且,绝缘包裹层5位于罩壳3背离安装基壳1的一侧开设有多个支撑孔51,任一支撑孔51均贯穿绝缘包裹层5位于罩壳3背离安装基壳1的一侧。注塑绝缘包裹层时,插头注塑模具的型腔内位于支撑孔51的位置设置有支撑杆,支撑杆长度方向靠近罩壳3的一端抵紧罩壳3厚度方向背离安装基壳1的一侧,从而将装配好的安装基壳1与罩壳3固定在型腔内,有效保证绝缘包裹层5的正常成型。
48.本技术实施例一种插头的实施原理为:工作人员对插头进行装配时,首先将电器电线的导线与对应插脚2进行连接,同时,挡片14将相邻插脚2与对应导线的连接点分隔开;然后,再将罩壳3扣合在安装基壳1位于安装槽11的一侧;之后,工作人员再将装配好的安装基壳1与罩壳3置入相应的注塑模具内,并将注塑机的流道插入罩壳3的浇注口4,使熔融塑料流入安装基壳1与罩壳3之间;待熔融塑料充满安装基壳1与罩壳3之间的空隙后,熔融塑料从浇注口4流出,并充满模具型腔,从而将在安装基壳1与罩壳3外侧形成绝缘包裹层5及电线保护层6。采用此种方式,有利于减少插头内相邻插脚2与对应导线的连接点相互接触
的情况发生,有效减少使用插头时插头内部短路的情况发生,从而保证插头的正常使用。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1