注塑成型式电池盖板的制作方法
1.本实用新型涉及电池组件领域,特别是涉及一种注塑成型式电池盖板。
背景技术:
2.动力电池被广泛应用于电池车领域,其具备高功率、大电流等特点,对电池的安全性及成本提出了更高的要求。中华人民共和国第201911121475.5号专利揭示了一种电池顶盖,包括设有开孔的盖板本体、穿过所述盖板本体的电极及将所述电极注塑成型于所述盖板本体上的绝缘本体。所述盖板本体的开孔供所述电极穿越所述盖板本体两侧,注塑成型时,所述绝缘本体包括覆盖于所述盖板本体上侧的外覆盖部、渗入所述开孔内以包裹所述电极并保持所述电极与盖板本体电隔离的包裹部及覆盖于所述盖板本体下表面的内覆盖部。所述外覆盖部与内覆盖部的尺寸范围大于所述开孔的尺寸,所述外覆盖部与内覆盖部通过所述开孔内的塑胶相互拉持,其余部分需要依靠塑胶与盖板本体表面的结合力来固定,容易造成塑胶材料开裂等问题。
技术实现要素:
3.鉴于此,有必要提供一种注塑成型式电池盖板,使塑胶材料的绝缘本体与盖板本体之间的结合力更牢固。
4.为解决上述技术问题,本技术提供了一种注塑成型式电池盖板,包括盖板本体、电极及将所述电极与盖板本体固持为一体的绝缘本体,所述盖板本体包括成型区域,所述成型区域设有内外贯穿的电极孔,所述电极包括位于所述盖板本体外侧的外连接部及位于所述盖板本体内侧的内连接部,所述电极穿越所述电极孔后注塑成型形成将所述电极与所述盖板本体固持为一体的绝缘本体,所述成型区域的电极孔外周还贯通形成有若干穿孔,所述绝缘本体包括覆盖于所述成型区域外侧面的外覆盖部、覆盖于所述成型区域内侧面的内覆盖部及填充满所述电极孔与所述穿孔且连接所述外覆盖部与内覆盖部的竖直包裹部与连接条,所述电极外周与所述电极孔内表面被所述绝缘本体所间隔并使所述电极与所述盖板本体绝缘。
5.优选地,所述电极还包括沿水平方向延伸形成的平板部,所述外连接部与内连接部是自所述平板部横向两侧分别向上下两侧折弯延伸形成的。
6.优选地,所述平板部位于所述成型区域上方,所述平板部上开设有与所述盖板本体的穿孔对应的若干孔洞,所述绝缘本体的外覆盖部覆盖于所述平板部上侧,所述连接条穿越所述孔洞及穿孔连接所述外覆盖部与内覆盖部。
7.优选地,所述成型区域的厚度小于所述盖板本体的厚度,在所述成型区域的上下两侧分贝凹陷形成有上凹陷部与下凹陷部。
8.优选地,所述外覆盖部成型于所述上凹陷部内,所述内覆盖部成型于所述下凹陷部内,所述外覆盖部的厚度大于所述内覆盖部的厚度。
9.优选地,所述成型区域的上和/或下表面位于所述电极孔外围还设有若干盲孔,注
塑成型所述绝缘本体时,塑胶材料填充满所述盲孔。
10.优选地,所述绝缘本体的外覆盖部、竖直包裹部与内覆盖部上形成有电极通道,所述电极被包裹于所述外覆盖部、竖直包裹部与内覆盖部内。
11.优选地,所述电极与所述盖板本体的成型区域表面均进行了表面处理并形成有纳米孔,成型所述绝缘本体的熔融塑胶材料渗入所述纳米孔内固化。
12.本技术注塑成型式电池盖板通过在盖板本体的成型区域的电极孔外周设置若干贯穿的穿孔,在注塑成型时,通过所述穿孔内填充满塑胶材料形成连接条,使所述外覆盖部与内覆盖部连接成一个整体,解决了外覆盖部与内覆盖部与所述成型区域表面成型结合力不够的缺点。
附图说明
13.图1为本技术注塑成型式电池盖板的立体组合图;
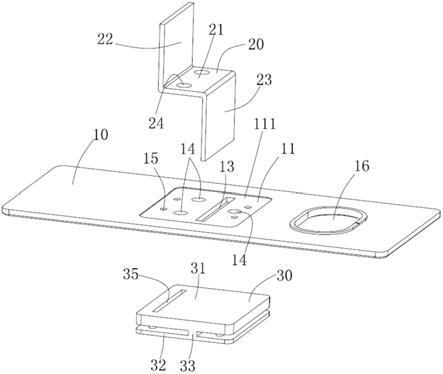
14.图2为本技术注塑成型式电池盖板的立体分解图;
15.图3为本技术注塑成型式电池盖板的处于爆炸图状态下的剖面图;
16.图4为沿图1所示a
‑
a虚线的剖视图。
17.附图中各标号的含义为:
18.盖板本体
‑
10;成型区域
‑
11;上凹陷部
‑
111;下凹陷部
‑
112;电极孔
‑
13;穿孔
‑
14;盲孔
‑
15;防爆口
‑
16;电极
‑
20;平板部
‑
21;外连接部
‑
22;内连接部
‑
23;孔洞
‑
24;绝缘本体
‑
30;外覆盖部
‑
31;内覆盖部
‑
32;竖直包裹部
‑
33;连接条
‑
34;电极通道
‑
35;防爆组件
‑
40。
具体实施方式
19.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
20.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
21.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。
22.本技术以图1所示x方向为左右方向(横向方向),以y方向为前后方向(纵向方向),以z方向为垂直方向(内外两侧)。
23.请参阅图1、图2所示,本技术注塑成型式电池盖板包括上下贯通形成有电极孔13的盖板本体10、至少部分穿过所述电极孔13的电极20、将所述电极20 注塑成型于所述盖板本体10上的绝缘本体30及设于所述盖板本体10上的防爆组件40。
24.请继续参阅图2至图4所示,所述盖板本体10包括成型区域11、上下贯穿所述成型区域11的电极孔13、位于所述电极孔13外周并上下贯穿所述成型区域11的若干穿孔14及开设于所述成型区域11上、下表面上的若干盲孔15。所述穿孔14在所述电极孔13横向两侧均
有分布,所述盲孔15在所述电极孔13 横向两侧也均有分布。所述穿孔44的孔径大于所述盲孔45的孔径。
25.所述盖板本体10上还贯通形成有防爆口16。所述成型区域11的厚度小于所述盖板本体10的厚度,即所述成型区域11的上表面向下凹陷形成有上凹陷部111,所述成型区域11的下表面向上凹陷形成有下凹陷部112。
26.所述电极20包括水平状的平板部21、自所述平板部21横向两端分别向上下两侧折弯延伸形成的外连接部22与内连接部23。所述平板部21在上下方向上开设有若干孔洞24,所述孔洞24至少部分与所述盖板本体10上的穿孔14在垂直方向上对应。
27.所述电极20的内连接部23向下插入所述盖板本体10的电极孔13内,所述平板部21位于所述成型区域11的上凹陷部111上方,且保持所述电极20与所述成型区域111隔离而不接触,即所述盖板本体10与所述电极20需要在模具内各自定位固定。此时,进行注塑成型所述绝缘本体30,成型后所述绝缘本体30包括填充所述上凹陷部111上侧的外覆盖部31、覆盖于所述成型区域11 的下凹陷部112下表面的内覆盖部32、穿过所述电极孔13间隙并包裹所述电极 20的竖直包裹部33、穿过所述孔洞24与穿孔44连接所述外覆盖部31与内覆盖部32的连接条34、自所述内覆盖部32向上并沿所述电极孔43、外覆盖部31 延伸出的电极通道35。
28.同时,所述盲孔15内也填充满塑胶材料以增强所述绝缘本体30与所述盖板本体10的结合力。所述竖直包裹部33将穿越所述电极孔13位置处的内连接部23包裹以隔离所述电极20与盖板本体10的电连接。同时,所述平板部21 与所述上凹陷部111之间存在间隔并填充满塑胶材料实现绝缘。所述平板部21 上表面被所述外覆盖部31所覆盖而不露出于外界。所述竖直包裹部33与所述连接条34可以实现所述外覆盖部31与所述内覆盖部32之间的紧密连接以使所述外覆盖部31与所述内覆盖部32紧密贴合于所述成型区域11的上下表面,避免所述绝缘本体30受到外力或震动而造成开裂的情况发生。
29.本实施例图示为单电极盖板,可以是负极或正极,一个盖板仅包括一个电极。一个电池单体需要两个电池盖板。
30.在其他实施例中,本技术电池盖板也可以是双极板,即一个盖板上设有正负电极、防爆组件、注液口等。一个电池单体仅需要一个电池盖板即可。
31.在注塑成型时,所述电极20及盖板本体10的成型区域11表面可以进行表面处理以形成若干纳米孔,使注塑塑胶进入所述纳米孔内增强所述绝缘本体30 与盖板本体10、电极20之间的结合力,同时达到更优秀的密封性能。所述纳米孔的处理采用电化学腐蚀的方法进行,具体的纳米处理技术工艺可以参照 cn201710976683.8号专利申请进行,此处不再赘述。
32.本技术注塑成型式电池盖板通过在盖板本体10的成型区域11的电极孔13 外周设置若干贯穿的穿孔13,在注塑成型时,通过所述穿孔13内填充满塑胶材料形成连接条34,使所述外覆盖部31与内覆盖部32连接成一个整体,解决了外覆盖部31与内覆盖部32与所述成型区域11表面成型结合力不够的缺点。
33.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
34.以上实施例仅表达了本实用新型的优选的实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1