一种叠片装置的制作方法
1.本实用新型属于电池技术领域,具体涉及一种叠片装置。
背景技术:
2.为提高锂离子动力电池的能量密度,降低锂离子传输阻力,叠片或卷绕后的电芯需要进行热压处理,进而能够对极片和隔膜进行整形,使他们的接触更加紧密。而在现行工艺条件下,热压工艺一般是通过上下压板提供热源给电芯实现加热,这必然会导致电芯表层和电芯芯部的温升速率存在较大差异。如果想要提高电芯热压内外层温度的一致性,必然要增加热压时间,从而会影响生产效率。此外,当电芯层数较多时,由于电芯厚度较大,热压后电芯芯部的温升无法达到预定值,因此在后续工序中可能会存在电芯分层的现象。
技术实现要素:
3.本实用新型的目的在于针对现有技术的不足之处,提供一种叠片装置,其能够缩短热压时间,并能够降低极片热压后分层的现象。
4.为解决上述技术问题,本实用新型采用如下技术方案:本实用新型提供了一种叠片装置,所述叠片装置包括叠片台,所述叠片台作为电池极片堆叠的操作平台,所述叠片台设置有加热部,所述加热部用于对所述电池极片进行预热。
5.上述的技术方案具有如下优点或有益效果:
6.本实用新型的叠片装置包括叠片台,叠片台设置有加热部,加热部能够在电池极片堆叠过程中对电池极片进行预热,并对堆叠后形成的电芯进行预热,能够缩短热压时间,提高热压效率,提高电芯整体的空间利用率,提升电池的能量密度,从而能够有助于提高电池的制成效率、良品率和电性能。
附图说明
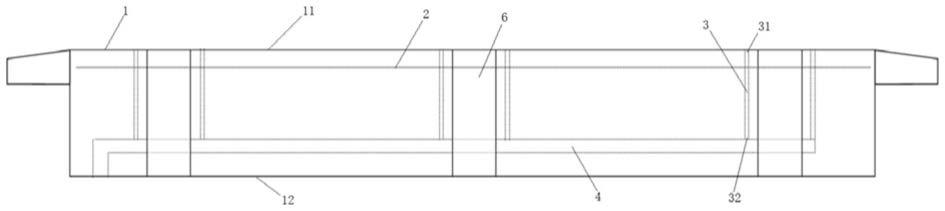
7.图1示出了本实用新型一实施例的叠片台的主视示意图;
8.图2示出了本实用新型一实施例的叠片台的俯视示意图;
9.图3示出了本实用新型一实施例的取料机械手的结构示意图。
10.其中,1-叠片台;11-叠片台的顶面;12-叠片台的底面;2-加热部;3-真空流道;31-真空流道的第一端;32-真空流道的第二端;4-真空管道;5-取料机械手;51-爪体;6-取料口。
具体实施方式
11.下面结合附图所示的实施例对本实用新型作进一步说明。
12.本实用新型所提到的方向用语例如“顶”、“底”等,仅是参考附加图式的方式。因此,使用的方向用语是用以说明及理解本实用新型,而非用以限制本实用新型。
13.如图1、图2所示,本实用新型实施例提供了一种叠片装置,此叠片装置包括叠片台
1,叠片台1作为电池极片堆叠的操作平台,即用于放置电池正极片和电池负极片,也可包括对电池正极片、电池负极片和电池隔膜进行堆叠,使堆叠后的电池极片初步形成电芯。叠片台1设置有加热部2。加热部2用于在电池极片堆叠过程中对电池极片进行预热,并对堆叠后形成的电芯进行预热。以一个实施例为例,使用时,将电池隔膜、电池负极片、另一电池隔膜、电池正极片依次放置到叠片台1上进行堆叠形成电芯,加热部2能够在电池正极片、电池负极片和电池隔膜的叠片过程中对电池正极片、电池负极片和电池隔膜进行预热,并能够对堆叠后形成的电芯进行预热,而后将预热后的电芯传送到热压装置进行热压。这样,该叠片装置的预热时间相对较长,电池正极片、电池负极片和电池隔膜受热均匀,且叠片后直接传送到热压装置进行热压,能够避免与热压工序间隔时间较长,导致电池正极片、电池负极片和电池隔膜的温度降低,或预热温度不够而造成极片分层且提升热压时间。
14.在一个具体的实施例中,如图1、图2所示,加热部2设置在叠片台1的内部,加热均匀性好,可控性好;和/或加热部2设置在叠片台1的顶面11,加热效率高。其中,叠片台1的顶面11为与电池极片直接相对或靠近电池极片的一面,叠片台1的底面12为背离电池极片的一面。
15.在一个具体的实施例中,预热温度为60~100摄氏度,预热效果好,能够有效缩短热压时间和提高电芯内外层电池隔膜的一致性。
16.在一个具体的实施例中,预热温度为90摄氏度,能够进一步提高预热效果。
17.在一个具体的实施例中,如图1、图2所示,加热部2包括电阻丝,加热效果好,且结构简单,使用方便。作为一个示例,电阻丝设置在叠片台1的内部。
18.在一个具体的实施例中,如图1、图2所示,叠片台1上设置有用于固定(吸附)电池隔膜的真空流道3,能够简捷高效地将电池隔膜固定(吸附)在叠片台1的顶面11,且牢固性好,可靠性好。
19.在一个具体的实施例中,如图1、图2所示,真空流道3的第一端31贯通叠片台1的顶面11,真空流道3的背离叠片台1的顶面11的第二端32设置在叠片台1的内部并通过真空管道4与外界真空环境连通。
20.在一个具体的实施例中,真空管道4内设置有电磁阀,电磁阀用于控制真空管道4与外界真空环境连通或不连通。其中,电磁阀与控制器连接。当电池隔膜放置在叠片台1的顶面,控制器发出指令控制电磁阀打开时,真空管道4与外界真空环境连通,此时真空流道3内的真空能够将电池隔膜固定(吸附)在叠片台1的顶面11。而当控制器发出指令控制电磁阀关闭时,真空管道4与外界真空环境不连通,此时真空流道3无法将电池隔膜固定(吸附)在叠片台1的顶面11。
21.在一个具体的实施例中,如图1、图2所示,叠片台1上间隔设置有多排真空流道3,能够提高电池隔膜的固定(吸附)效果。每一排真空流道3包括多个间隔设置的真空流道3,能够进一步提高电池隔膜的固定(吸附)效果。
22.在一个具体的实施例中,如图1~3所示,叠片台1上设置有与取料机械手5相配合使用的取料口6,能够便于将堆叠后的电池极片从叠片台1上取出。取料机械手5包括与取料口6相配合使用的爪体51,爪体51用于通过插入取料口6将堆叠后的电池极片取出。具体的,爪体51插入取料口6中,且爪体51的顶面与将堆叠后的电池极片的底面接触,利用爪体51的顶面与将堆叠后的电池极片的底面之间的摩擦力将将堆叠后的电池极片取出,而后取料机
械手5将将堆叠后的电池极片传送到热压装置进行热压。
23.在一个具体的实施例中,如图1、图2所示,取料口6的数目为多个,多个取料口6呈间隔设置。取料机械手5的爪体51的数目对应为多个。
24.在一个优选的实施例中,如图1、图2所示,取料口6的数目为3个。取料机械手5的爪体51的数目对应为3个。
25.在一个具体的实施例中,如图1、图2所示,多个取料口6均贯通叠片台1的顶面11和底面12,能够便于取料机械手5的爪体51插入取料口6中。
26.如图1~3所示,本实用新型使用时,将电池隔膜、电池负极片、另一电池隔膜、电池正极片依次放置到叠片台1上进行堆叠后形成电芯。其中,真空流道3能够将电池隔膜牢固可靠地固定(吸附)在叠片台1的顶面。加热部2能够在电池正极片、电池负极片和电池隔膜的堆叠过程中对电池正极片、电池负极片和电池隔膜进行预热,并能够对堆叠后形成的电芯进行预热,而后利用取料机械手5将预热后的电芯取出并传送到热压装置进行热压。本实用新型能够有助于提高电池的制成效率、良品率和电性能。
27.本实用新型的保护范围不限于上述的实施例,显然,本领域的技术人员可以对本实用新型进行各种改动和变形而不脱离本实用新型的范围和精神。倘若这些改动和变形属于本实用新型权利要求及其等同技术的范围,则本实用新型的意图也包含这些改动和变形在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1