电池盖板组件及具有其的电动车的制作方法
1.本实用新型涉及电池设计技术领域,具体而言,涉及一种电池盖板组件及具有其的电动车。
背景技术:
2.随着新能源行业的不断发展,不管是电子产品消费类市场还是电动汽车或是储能系统对锂离子电池的需求量不断增大,在市场需求量的不断增大的消费推动下,锂离子电池在技术领域也得到了相应的提高,尤其是在能量密度提升以及快速充放电倍率性能提升方面技术突破显著。目前在动力电池市场上,方形的锂离子电池应用较为普遍,而方形电池大多采用方形铝壳结构。方形电池在结构上一般由盖板组件、外壳、电芯、以及其他辅助类的结构件组成,其中盖板组件与外壳进行激光焊接形成一个密闭的空间来容纳电芯以及其他辅助类结构件,并与电芯电极部位连接,形成闭合的导电通路,因此,盖板组件除了承担密封的作用外,还需要防止空气中的水分及其他杂质进入电池内部,同时,盖板组件还需与电芯进行直接或间接的连接,通导电流,以此形成闭合的导电通路。
3.现有技术中,方形电池盖板组件一般由极性端子零部件、密封圈、顶盖板、绝缘板、转连接等组成。方形电池盖板组件中极性端子部件一般采用密封圈密封,即极性零部件与顶盖之间附有氟橡胶质地的密封圈进行密封作用,防止空气中的水分、气体以及其他杂质进入电池内部,其次顶盖板与电芯之间会有一层绝缘板进行绝缘作用。该类盖板组件的组装大多是零部件组装紧固后,将极性零部件进行激光焊接组成一体结构,此类组装工艺存在连接可靠性低,密封圈易失效等缺点,严重影响电池的性能。此外,现有盖板组件中的转连接一般采用软连接结构,用于连接电芯极耳与极性端子部件。该软连接为了提高电池的散热能力,一般制成薄片状,但是其过电流量不大,不适应高倍率大电流充放电使用的工况。为适应高倍率大电流充放电使用的工况,可以将单层软连接结构改成多层结构的软连接结构,减薄单层软连接的厚度,增加层数,这样在一定程度上虽然能够增大过电流的承载能力,但是在软接连与电芯极耳以及外壳焊接时,由于多层结构的软连接在层与层之间存在着间隙,在焊接时容易出现炸点、虚焊等不良焊接现象;其次,多层软连接由于存在层与层之间的间隙,导致电子的导通速度减慢,从而影响电池的使用性能,严重的会引发安全问题。
技术实现要素:
4.本实用新型的主要目的在于提供一种电池盖板组件及具有其的电动车,以解决现有技术中的盖板组件可靠性低的问题。
5.为了实现上述目的,根据本实用新型的一个方面,提供了一种电池盖板组件。电池盖板组件包括:盖板;极柱,极柱位于盖板的外表面一侧;极性连接件,极性连接件位于盖板的内表面一侧,极柱穿过盖板与极性连接件过盈配合。
6.进一步地,盖板上设置有至少一个第二通孔,部分的极柱穿过第二通孔与极性连
接件连接。
7.进一步地,电池盖板组件包括绝缘支架,绝缘支架与盖板连接,绝缘支架设置有于第二通孔一一对应的第三通孔。
8.进一步地,盖板和绝缘支架设置有第四通孔,第四通孔处设置有防爆阀和保护贴,保护贴设置于防爆阀的外表面所在一侧。
9.进一步地,盖板和绝缘支架设置有第五通孔,第五通孔处设置有密封塞和密封贴,密封贴设置于密封塞的外表面所在一侧。
10.进一步地,电池盖板组件包括:保护套,保护套套设于极柱上,保护套位于盖板的外表面所在的一侧,保护套与盖板之间设置有密封圈。
11.进一步地,极性连接件包括:极性板体,极性板体开设有第一通孔,极性板体设置有第一凸起和第一折边,第一折边的边缘开设有第一凹槽,第一凸起与支撑部连接,部分的极柱穿过盖板与极性板体连接。
12.进一步地,第一凸起为两个,两个第一凸起沿极性板体宽度方向间隔地设置。
13.进一步地,第一凸起沿竖直方向的高度小于第一折边沿竖直方向的高度。
14.进一步地,极性连接件为两个,极柱为两个,两个极性连接件与两个极柱一一对应地设置。
15.根据本实用新型的另一方面,提供了一种电动车,包括电池盖板组件,电池盖板组件为上述的电池盖板组件。
16.应用本实用新型的技术方案,电池盖板组件包括盖板、极柱和极性连接件。采用极性连接件与极柱进行过盈配合的连接方式,能够提高极性连接件与极柱之间的连接可靠性。采用该结构的电池盖板组件,具有过流能力强,易于电子的导通,有利于电池结构件的散热,提高了具有该电池盖板组件的电池的性能。
附图说明
17.构成本技术的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
18.图1示出了根据本实用新型的锂离子电池的第一实施例的爆炸结构示意图;
19.图2示出了根据本实用新型的锂离子电池的第二实施例的爆炸结构示意图;
20.图3示出了根据本实用新型的锂离子电池的实施例的结构示意图;
21.图4示出了根据本实用新型的盖板组件的实施例的结构示意图;
22.图5示出了根据本实用新型的护板的第一实施例的结构示意图;
23.图6示出了根据本实用新型的护板的第二实施例的结构示意图;
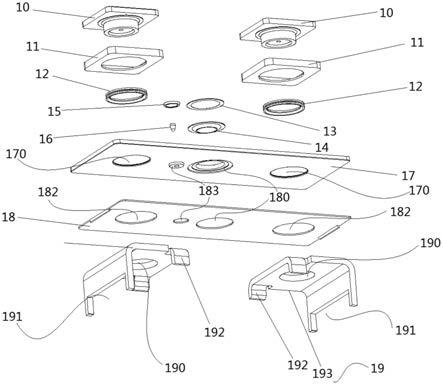
24.图7示出了根据本实用新型的盖板组件的第一实施例的爆炸结构示意图;
25.图8示出了根据本实用新型的盖板组件的第二实施例的爆炸结构示意图;
26.图9示出了根据本实用新型的固定架的第一实施例的结构示意图;
27.图10示出了根据本实用新型的固定架的第二实施例的结构示意图;
28.图11示出了根据本实用新型的电芯组件的实施例的爆炸结构示意图;
29.图12示出了根据本实用新型的锂离子电池的第三实施例的爆炸结构示意图。
30.其中,上述附图包括以下附图标记:
31.1、盖板组件;2、电芯组件;3、壳体;10、极柱;11、保护套;12、密封圈;
32.13、保护贴;14、防爆阀;15、密封贴;16、密封塞;17、盖板;18、绝缘支架;19、极性连接件;
33.21、护板;22、垫板;23、连接板;24、电芯;25、固定架;
34.170、第二通孔;182、第三通孔;180、第四通孔;183、第五通孔;190、第一通孔;191、第一凹槽;192、第一凸起;193、第一折边;
35.200、电芯极耳组件;201、极性凸耳;
36.210、护板本体;211、第一限位柱;212、第二限位柱;214、第二折边;215、第三凸起;
37.251、锁紧柱;252、连接孔;254、第一限位槽;256、板体结构;257、第一u型板;258、第二u型板;259、第二凸起;2581、第二限位凹槽。
具体实施方式
38.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
39.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
40.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的术语在适当情况下可以互换,以便这里描述的本技术的实施方式例如能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
41.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
42.现在,将参照附图更详细地描述根据本技术的示例性实施方式。然而,这些示例性实施方式可以由多种不同的形式来实施,并且不应当被解释为只限于这里所阐述的实施方式。应当理解的是,提供这些实施方式是为了使得本技术的公开彻底且完整,并且将这些示例性实施方式的构思充分传达给本领域普通技术人员,在附图中,为了清楚起见,有可能扩大了层和区域的厚度,并且使用相同的附图标记表示相同的器件,因而将省略对它们的描
述。
43.结合图1至图12所示,根据本技术的具体实施例,提供了一种电池盖板组件。
44.如图7和图8所示,电池盖板组件包括盖板17、极柱10和极性连接件19,极柱10位于盖板17的外表面一侧,极性连接件19位于盖板17的内表面一侧,极柱10穿过盖板17与极性连接件19过盈配合。
45.在本实施例中,电池盖板组件包括盖板、极柱和极性连接件。采用极性连接件与极柱进行过盈配合的连接方式,能够提高极性连接件与极柱之间的连接可靠性。采用该结构的电池盖板组件,具有过流能力强,易于电子的导通,有利于电池结构件的散热,提高了具有该电池盖板组件的电池的性能。在实际应用中,极柱10通过极性连接件19与电芯极耳组件200直接或间接的连接,极性连接件19与极柱10进行过盈配合连接,再进行激光焊接,连接可靠性高,过流能力强,易于电子的导通,极性连接件的材质为易导电的金属材质,优先铝或铜。盖板组件采用极柱穿过盖板与极性连接件过盈配合的方式,引入极性连接件的硬连接的结构设计,改善了焊接炸点、虚焊等问题,提高了焊接的可靠性,也有利于电池结构件的散热,同时提高了电池的生产效率,为量产化奠定了基础。
46.其中,为了便于对极柱和盖板进行装配,盖板17上设置有至少一个第二通孔170,部分的极柱10穿过第二通孔170与极性连接件19连接。
47.电池盖板组件包括绝缘支架18,绝缘支架18与盖板17连接,绝缘支架18设置有于第二通孔170一一对应的第三通孔182。第二通孔170与第三通孔182的对应设置,可使得部分极柱顺利穿过第二通孔170与第三通孔182。盖板17作为结构支撑件使用,绝缘支架18具有绝缘、支撑、密封的作用,由绝缘材质制成,如pp、pps、pfa、pet等,优选pfa材质。
48.盖板17和绝缘支架18设置有第四通孔180,第四通孔180处设置有防爆阀14和保护贴13,保护贴13设置于防爆阀14的外表面所在一侧。防爆阀14和保护贴13的设置,可防止电池在温度过高内部气体膨胀、压力增大等情况下发生爆炸,具有气压安全防护的作用。
49.盖板17和绝缘支架18设置有第五通孔183,第五通孔183处设置有密封塞16和密封贴15,密封贴15设置于密封塞16的外表面所在一侧。密封塞16和密封贴15的设置用于注液孔的密封,可防止电池漏液。
50.电池盖板组件包括保护套11,保护套11套设于极柱10上,保护套11位于盖板17的外表面所在的一侧,保护套11与盖板17之间设置有密封圈12。保护套11套设于极柱10上,可防止极柱受到外来的撞击和摩擦,保护套11由绝缘材质制成,如pp、pps、pfa、pet等,优选pps材质,起到绝缘作用,使壳体3不带电。绝缘材质的绝缘性好,具有耐高温、耐电解液腐蚀、尺寸稳定性好、成本低的优点。密封圈12设置于保护套11与盖板17之间,防止盖板17与保护套11接触,具有隔离、限位、绝缘、支撑的作用,密封圈12由绝缘材质制成,如pp、pps、pfa、pet等,优选pfa材质。密封圈12与绝缘支架18采用纳米注塑(nmt)成型技术一体成型,使其与盖板17、极柱10和保护套11结合强度高,密封性好。具体地,在盖板组件1装配前,需对正、负极柱10以及盖板17进行特殊处理,使其表面形成纳米尺寸级别的凹坑,然后进行组装,将纳米pfa塑料与处理后的正、负极柱10以及盖板17注塑在一起,在一定温度、压力、压强的作用下,使其紧密结合,即纳米注塑成型了密封圈12与绝缘支架18。
51.极性连接件19包括极性板体,极性板体开设有第一通孔190,极性板体设置有第一凸起192和第一折边193,第一折边193的边缘开设有第一凹槽191,第一凸起192与支撑部连
接,部分的极柱10穿过盖板17与极性板体连接。第一凹槽191可以设置为两个(如图8和图4所示),也可以设置为一个(如图7所示),第一凹槽191的槽壁与电芯极耳组件200连接,可保证电池充放电正常运行。
52.其中,第一凸起192为两个,两个第一凸起192沿极性板体宽度方向间隔地设置。两个第一凹槽的设置可使得极性连接件与支撑部的连接更可靠。
53.为了便于与电池其他组件进行装配,第一凸起192沿竖直方向的高度小于第一折边193沿竖直方向的高度。
54.极性连接件19为两个,极柱10为两个,两个极性连接件19与两个极柱10一一对应地设置。极柱10和极性连接件为两个,其中一个为正极性,另一个为负极性,保证电池的充放电正常运行。正、负极极柱分别是导电的金属材质,优选金属铝。
55.在上述实施例中,盖板组件采用极柱与极性连接件之间过盈配合与激光焊接相结合的连接方式,通过引进纳米注塑工艺,改变零部件传统的连接方式,使各个零部件之间结合强度高,密封性好,可靠性高;极性连接件采用硬连接的结构设计,改善了焊接炸点、虚焊等问题,提高了焊接的可靠性,也有利于电池结构件的散热,同时还提高了电池的生产效率,为量产化奠定了基础。
56.结合图1至图12所示,根据本技术的另一个实施例,提供了一种锂离子电池。
57.如图12所示,锂离子电池包括盖板组件1和电芯组件2。如图4所示,盖板组件1包括极柱10和极性连接件19,极柱10与极性连接件19连接,如图11所示,电芯组件2具有电芯极耳组件200,极柱10通过极性连接件19与电芯极耳组件200连接并导通。极性连接件19与极柱10过盈配合,进行激光焊接,连接可靠性高,过流能力强,易于电子的导通。一般地,极性连接件19的材质为易导电的金属材质,优先为铝或铜。通过设置极柱10和极性连接件19,并且将极柱10通过极性连接件19与电芯极耳组件200连接并导通。这样设置使得极柱10与电芯极耳组件200之间实现硬连接,能够有效地提高锂离子电池的电流承载能力。同时起到优化了电池结构的散热能力,提升了锂离子电池的连接可靠性。
58.结合图2和图3,锂离子电池还包括壳体3和支撑部,电芯组件2和极性连接件19设置于壳体3内,支撑部设置于壳体3内,支撑部用于支撑电芯组件2,盖板组件1设置于壳体3的开口处并与支撑部连接。支撑部用于固定支撑电芯组件2,对电芯组件进行限位,同时可以防止电芯被碰撞。壳体3用于保护电芯组件2,避免电芯组件2受到外部的挤压,以及避免电芯组件2受到水、油等侵蚀造成安全隐患的问题。
59.具体地,结合图7和图8,极性连接件19包括极性板体,极性板体开设有第一通孔190,极性板体的朝向电芯组件2一侧设置有第一凸起192和第一折边193,第一折边193的边缘开设有第一凹槽191,第一凸起192与支撑部连接,部分的极柱10穿过盖板组件1延伸至壳体3内通过第一通孔190与极性板体过盈配合,第一凹槽191的槽壁与电芯极耳组件200连接。第一凹槽191可以设置为两个(如图7所示),也可以设置为一个(如图8所示),第一凹槽191的槽壁与电芯极耳组件200连接,可保证电池充放电正常运行。
60.如图11所示,电芯组件2包括电芯24,电芯24的表面设置有电芯极耳组件200,电芯极耳组件200包括极性凸耳201、连接板23、垫板22,极性凸耳201为两个,两个极性凸耳201相对地设置以形成限位空间,部分的连接板23位于限位空间内,连接板23的一端延伸至第一凹槽191内并与第一凹槽191的侧壁连接,垫板22与极性凸耳201的外表面连接。在图11给
出的电芯具体实施例中,电芯24为两个,两个单体电芯24并联设置,电芯并联设置可增大电池容量,减小内阻,延长供电时间,提高电池性能。两个极性凸耳201共同形成限位空间,用于固定连接板23,使得连接板23不会发生位置偏移,垫板22覆盖在极性凸耳201的表面,具有保护作用,在激光焊接时可以有效防止焊渣飞溅,有利于提高焊接的可靠性。连接板23的一端与第一凹槽191可以通过激光焊接紧密连接。连接板23为1-10mm厚的金属铝板或铜板,与电芯的极耳连接;垫板22为10-40um厚的薄板,优选铝箔或铜箔。
61.进一步地,电芯极耳组件200为两个,极柱10为两个,极性连接件19为两个,两个电芯极耳组件200与两个极性连接件19一一对应地设置,两个极性连接件19与两个极柱10一一对应地设置,其中,两个电芯极耳组件200中的一个为正极性,另一个为负极性。极柱10、极性连接件19、电芯极耳组件200均为两个,且一一对应设置,电芯极耳组件200中一个为正极一个为负极,保证了电池充放电的正常运行。
62.优选地,如图7和8所示,盖板组件1包括盖板17和绝缘支架18,盖板17上设置有至少一个第二通孔170,极柱10位于盖板17的外表面一侧,部分的极柱10穿过第二通孔170与极性连接件19连接,绝缘支架18与盖板17连接,绝缘支架18设置有与第二通孔170一一对应的第三通孔182,绝缘支架18的端部与支撑部卡接。第二通孔170与第三通孔182的对应设置,可使得部分极柱顺利穿过第二通孔170和第三通孔182。盖板17作为结构支撑件使用,绝缘支架18具有绝缘、支撑、密封的作用。
63.进一步地,盖板17和绝缘支架18设置有第四通孔180,第四通孔180处设置有防爆阀14和保护贴13,保护贴13设置于防爆阀14的外表面所在一侧。防爆阀14和保护贴13的设置,可防止电池在温度过高内部气体膨胀、压力增大等情况下发生爆炸,具有气压安全防护的作用。
64.盖板17和绝缘支架18设置有第五通孔183,第五通孔183处设置有密封塞16和密封贴15,密封贴15设置于密封塞16的外表面所在一侧。优选地,在图7和图8中的实施例中,密封塞16与绝缘支架18通过纳米注塑工艺一体成型,结合强度高,密封性好。密封塞16和密封贴15的设置用于注液孔的密封,可防止电池漏液。
65.盖板组件1还包括保护套11,保护套11套设于极柱10上,保护套11位于盖板17的外表面所在的一侧,保护套11与盖板17之间设置有密封圈12。保护套11套设于极柱10上,可防止极柱受到外来的撞击和摩擦,密封圈12设置于保护套11与盖板17之间,具有隔离、限位、绝缘、支撑的作用。
66.结合图1、图2和图12,支撑部包括固定架25和护板21,固定架25为两个,两个固定架25沿第一方向相对地设置并连接,护板21为两个,两个护板21沿第二方向相对地设置,且两个护板21分别位于固定架25的两侧,两个固定架25和两个护板21围设成安装空间,电芯组件2位于安装空间内,电芯组件2具有两个电芯极耳组件200,两个电芯极耳组件200均朝向护板21所在的一侧设置。固定架25与护板21形成的安装空间将整个电芯组件2包络住,限定电芯组件2的移动。在本实施例中,支撑部选用一种pps绝缘材质,介电性能良好,耐高温,耐电解液腐蚀,阻燃性好,并具有一定的强度。如图2所示,该锂电池为一种方形锂离子电池,第一方向可以是方形锂离子电池的厚度方向,第二方向可以是方形锂离子电池的宽度方向。
67.两个固定架25中的一个设置有锁紧柱251,另一个固定架25设置有与锁紧柱251相
配合的连接孔252,固定架25的第一端设置有锁紧柱251,固定架25的第二端设置有连接孔252。优选地,如图9所示,固定架25的上下共有两对锁紧柱251和连接孔252,锁紧柱251和连接孔252共同构成锁紧结构,可在组装时将电芯固定锁紧。
68.具体地,如图9和图10所示,固定架25包括板体结构256,板体结构256的第一端的朝向护板21一侧设置有第一u型板257,板体结构256的第二端的朝向护板21一侧设置有第二u型板258,第一u型板257的开口侧与第二u型板258的开口侧相对地设置,第一u型板257和第二u型板258中的至少一个的外表面设置有至少一个第二凸起259,第二凸起259与电芯极耳组件200的连接板23抵接。第二凸起259作为限位结构使用,用于限位固定连接板23。
69.其中,板体结构256的第一端的端部设置有至少一个第一限位槽254,极性连接件19的第一凸起192延伸至第一限位槽254内。如图9所示的实施例中,第一限位槽254为弧形结构。在电池组装时,第一凸起192延伸至第一限位槽254内,与第一限位槽254的底部接触,用于将极性连接件19进行限位固定。
70.优选地,第一u型板257和第二u型板258中的至少一个呈镂空结构。镂空结构可以减轻电池重量,提高电池的能量密度。
71.进一步地,第二u型板258相对设置的两个侧板的外表面均设置有第二限位凹槽2581,部分的护板21延伸至第二限位凹槽2581内。第二限位凹槽2581的设置,可使得护板与固定架相配合对电芯组件进行限位固定。
72.如图5和图6所示,护板21包括护板本体210,护板本体210的第一端的内表面呈弧形倒角结构(如图6所示),护板本体210的第二端设置有第二折边214,第二折边214的长度方向沿护板本体210的宽度方向设置,第二折边214的朝向固定架25一侧的表面上设置有第三凸起215,第三凸起215与第二限位凹槽2581相配合地设置。在图6所示的护板实施例中,护板本体210的第一端的内表面设置有弧形倒角结构,可以与图8所示的盖板组件1中的位于绝缘支架18的边缘的凸起结构配合,进行卡紧固定,对盖板组件1进行左右限位,并限定护板21上下移动。第二折边214与固定架25的表面固定接触,使设置于第二折边上的第三凸起215固定于固定架25的第二限位凹槽2581内,对电芯组件进行限位,并使得护板21与固定架25配合卡紧固定。
73.优选地,护板21呈镂空结构,护板21的朝向固定架25一侧的表面上设置有第一限位柱211和第二限位柱212,第一限位柱211和第二限位柱212相对地设置,第一限位柱211和第二限位柱212与固定架25抵接。如图5和图6所示,第一限位柱211和第二限位柱212分别位于护板21的左右两端,与固定架25的内表面固定限位。
74.密封圈与绝缘支架的材质选用绝缘材料,起绝缘作用。在本实施例中,密封圈12和绝缘支架18中的至少一个由pfa材质制成,实际应用中也可将根据实际情况选用为pp、pps、pfa、pet等绝缘材料。
75.上述实施例中的锂离子电池还可以用于车辆设备技术领域,即根据本实用新型的另一个实施例,提供了一种电动车,包括锂离子电池,锂离子电池为上述实施例中的锂离子电池。
76.在上述实施例中,锂离子电池包含盖板组件、电芯组件、支撑部和壳体。盖板组件引入硬连接结构,用于连接电芯极耳组件;支撑部包括固定架和护板,通过与盖板组件的配合固定,对电芯组件进行限位、固定、支撑、防止碰撞,同时还有利于电解液的浸润和渗透;
电芯组件由电芯、连接板、垫板组成,增大电池内部空间,提升有效空间利用率,有效改善电池散热能力。通过改善盖板组件、电芯组件和支撑部的结构,加强了电池的结构件的散热能力和过流能力,提升了焊接的可靠性,有利于电池倍率性能的提升,提高了电池生产效率,适合大批量生产。
77.在本技术的一个实施例中,该锂离子电池为钛酸锂方形电池,锂离子电池包括盖板组件1、壳体3、电芯组件2、支撑部。盖板组件1与壳体3通过激光焊接形成一个密闭的容腔,电芯组件2位于容腔内部。电芯组件2包括两单体电芯24、电芯极耳组件200,两单体电芯24并联。电芯极耳组件包括连接板23、垫板22和极性凸耳201,连接板23与盖板组件1中极性连接件19激光焊接连接,支撑部用于固定支撑电芯24,对电芯24限位,同时可以防止电芯24被碰撞。在本实施例中,钛酸锂方形电池的壳体由铝制成。
78.在本实施例中,盖板组件1由极性端子部件、密封圈12、绝缘支架18、防爆阀14、保护贴13、密封塞16及密封贴15组成。其中极性端子部件包括正负极柱10、极柱保护套11、正负极性连接件19,极性连接件19为一种硬连接件,与极性凸耳201进行直接或间接的连接。极性连接件19与正负极柱10过盈配合,进行激光焊接,连接可靠性高,过流能力强,易于电子的导通,材质为易导电的金属铝。绝缘支架18的两侧具有边缘凸起结构,极性连接件19具有第一凹槽191与第一凸起192,边缘凸起结构、第一凹槽191及第一凸起192具有固定定位作用。在盖板组件1组装时,密封圈12与绝缘支架18通过纳米注塑工艺一体成型,结合强度高,密封性好,密封圈12与绝缘支架18的材质为pfa材质。
79.电芯极耳组件200包括极性凸耳201、连接板23和垫板22,连接板23和垫板22共同组成硬连接。连接板23为厚度0.35mm的金属铝板,与极性凸耳201连接;垫板22为20um厚的铝箔,可以防止激光焊接时焊渣飞溅,有利于提高激光焊接的可靠性。在安装电芯组件时,利用设备或人工将电芯同一极性的极性凸耳201均分为两部分并进行90度折弯,使其与连接板23的表面接触,有利于增大电池内部的空间,提升有效空间的利用率,避免无效空间,同时可以改善电池的散热能力,提升电池的性能。将垫板22覆盖在极性凸耳201的上表面,利用工装设备将连接板23、极性凸耳201、垫板22压实紧固。进行激光焊接,使连接板23、极性凸耳201、垫板22紧固连接。其中,连接板23与盖板组件1中极性连接件19的第一凹槽191激光焊接使其紧密连接。
80.支撑部由一组固定架25与一对左右护板21组成。固定架25与护板21将电芯组件2包络住。固定架25具有锁紧结构和限位结构。锁紧结构由锁紧柱251与对应的连接孔252组成,上下共两对锁紧结构进行固定锁紧,在组装电池时,电芯组件2位于中间位置,一组固定架25将电芯组件2固定锁紧并完全包裹,上下两对锁紧柱251与连接孔252进行锁紧固定。限位结构为第二凸起259,用于对连接板23进行限位。固定架25的下端面具有数条条纹状的加强筋结构,增加强度。固定架25的上端面具有设置为弧形凹槽的第一限位槽254。在电池组装时,盖板组件1中极性连接件19的第二凸起259与固定架25的第一限位槽254底部接触,用于极性连接件19限位固定,上端面与盖板组件1配合,对盖板组件1中的绝缘支架18也有固定支撑作用。
81.护板21左右两边具有第一限位柱211与第二限位柱212,上端部呈弧形倒角形状,下端面具有第二折边214及第三凸起215,其主体表面具有呈镂空的结构,可以减轻重量,提高电池的能量密度。护板21左右两边的第一限位柱211、第二限位柱212与固定架25的内表
面固定限位,护板21的上端部的弧形倒角形状可以与盖板组件1中绝缘支架18的边缘凸起结构进行卡紧固定,护板21的下端面的第二折边214与固定架25的表面固定接触,使护板21下端面的第三凸起215固定于固定架25的第二限位凹槽2581内。其中,支撑部为一种pps绝缘材质,介电性能良好,耐高温,耐电解液腐蚀,阻燃性好,并具有一定的强度。
82.进一步地,盖板组件的极性连接件19与电芯组件2中的固定架25上端部的第一限位槽254限位卡紧,盖板组件1中的绝缘支架18的边缘凸起结构与电芯组件2中护板21的上端部弧形倒角形状结构接触固定卡紧,限定护板21上下移动。
83.在本实施例中,技术方案通过引进极性硬连接的结构设计,优化盖板组件的结构,改善电池支撑部的结构,避免了现有技术中焊接可靠性低、生产效率低、电池倍率性能差等不良现象,改善了结构件的散热能力和过流能力,提升了焊接的可靠性,有利于电倍率性能的提升。同时,该方形电池生产效率高,适合大批量生产。
84.除上述以外,还需要说明的是在本说明书中所谈到的“一个实施例”、“另一个实施例”、“实施例”等,指的是结合该实施例描述的具体特征、结构或者特点包括在本技术概括性描述的至少一个实施例中。在说明书中多个地方出现同种表述不是一定指的是同一个实施例。进一步来说,结合任一实施例描述一个具体特征、结构或者特点时,所要主张的是结合其他实施例来实现这种特征、结构或者特点也落在本实用新型的范围内。
85.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
86.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1