一种自动化输送线上硅片的排列和定位装置的制作方法
1.本实用新型涉及太阳能电池制备技术领域,特别涉及一种自动化输送线上硅片的排列和定位装置。
背景技术:
2.太阳能电池制造包括清洗、扩散,镀膜、印刷等工艺流程。镀膜通常需要在真空中完成,其工艺设备主要分为管式和链式两类。对于链式设备,需要将硅片放置在载板上,通过载板把硅片导入工艺设备里完成工艺过程。
3.其中,对于链式设备中硅片的传输,需要将硅片放置在载板上,通过载板把硅片导入工艺设备里完成工艺过程。载板通常是x
×
y长方形列阵排列设计,每一个位置可以放一张硅片。在高产能自动化生产过程中,需要快速的将x
×
y数量的硅片精确放置到载板的预定位置上,而因工艺要求极高,硅片定位偏差必须精确控制到0.1mm左右。
4.现有技术是使用一种带有相机的机械手,将硅片逐片转移至载板上并通过相机进行视觉定位,要满足高产能的需求,就要求配置多台类似的机械手而且速度需非常快,设备成本高昂。
5.另一种方式是,将硅片预先排列在一条线上,通过机械手臂一次同时抓取。为了满足高产能的需求,可以多排硅片预先排列,机械手同样可以一次同时抓取,如此可以显著提升转移速度,做到20秒左右可以放满一块6
×
10大小的载板,并且相较于采用视觉定位,设备成本大大降低。但这种方式定位精度不高,对于具有高工艺要求的设备,通常定位精度需控制在0.5mm以内,采用这种多硅片排列定位的方式难以实现。硅片在输送线上是否处于正确的位置,将直接影响到机械手吸盘能否顺利吸住硅片并准确导入主设备中以供下道工序使用,进而影响产线效率及良率。
技术实现要素:
6.为解决上述技术问题,本实用新型提供了一种自动化输送线上硅片的排列和定位装置,所述自动化输送线包括至少两根皮带构成的硅片输送线,所述排列和定位装置包括沿所述硅片自动化输送线运动方向依次排列的定位模块,以及对应每个所述定位模块的传感器和顶升机构;所述定位模块的数量对应硅片输送方向上的硅片数量;
7.所述定位模块包括定位底板,以及设置在所述定位底板上表面并分别对应硅片运行方向前后两侧的前后挡板及左右两侧的侧边挡板,所述定位模块通过定位底板固定在所述顶升机构上;
8.所述传感器设置在所述定位模块内。
9.其中,所述前后挡板对应硅片的一侧设置有向内的斜坡且前后向斜坡之间的上边缘间距大于硅片的前后向长度,所述侧边挡板对应硅片的一侧设置有向内的斜坡且左右向斜坡之间的上边缘间距大于硅片的左右向长度。
10.其中,所述斜坡的表面具有特氟龙涂层,以通过采用硬质低摩擦系数的材料确保
硅片在斜坡上滑动顺畅。
11.其中,所述定位底板的上侧还设置有位于所述前后挡板与侧边挡板之间的托举平台,所述托举平台的上表面高度低于所述前后挡板及侧边挡板的斜坡上边缘高度。
12.进一步的,所述托举平台的上表面还设置有缓冲垫片,所述缓冲垫片的数量及位置与对应硅片吸盘的数量及位置一一对应。
13.通过上述技术方案,本实用新型利用传感器感应到来片时,通过顶升机构将定位模块顶起,在定位模块上设置有由前后挡板及侧边挡板组成的硅片自动限位机构,利用挡板内侧的斜坡使硅片实现动态精准稳定定位,且定位模块的排列与运行方向上的硅片及载板上硅片的排列位置一一对应,确保硅片的位置和载板硅片位置精准吻合,后续硅片经机械手吸取后转移至载板上,工艺连续性好,结构简单、操作方便、成本低且响应速度快,可节约上料等待时间,提高生产效率及成片率。
附图说明
14.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
15.图1为本实用新型实施例所公开的硅片自动化输送线结构示意图;
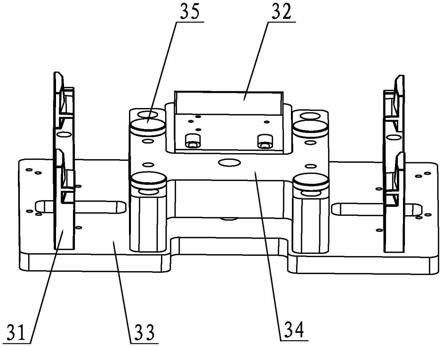
16.图2为本实用新型实施例所公开的定位模块立体结构示意图;
17.图3为本实用新型实施例所公开的硅片定位前结构示意图;
18.图4为本实用新型实施例所公开的硅片定位后结构示意图。
19.图中数字表示:10.皮带;20.传感器;30.定位模块;31.侧边挡板;32.前后挡板;33.定位底板;34.托举平台;35.缓冲垫片;40.硅片
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
21.参考图1-4,本实施例提供的自动化输送线上硅片的排列和定位装置,自动化输送线包括至少两根皮带10构成的硅片输送线,排列和定位装置包括沿硅片自动化输送线运动方向依次排列的定位模块30,以及对应每个定位模块30的传感器20和顶升机构;定位模块30的数量对应硅片40输送方向上的硅片40数量。
22.其中,定位模块30包括定位底板33,以及设置在定位底板33上表面并分别对应硅片40运行方向前后两侧的前后挡板32及左右两侧的侧边挡板31,定位模块30通过定位底板33固定在顶升机构上;前后挡板32对应硅片40的一侧设置有向内的斜坡且前后向斜坡之间的上边缘间距大于硅片40的前后向长度,侧边挡板31对应硅片40的一侧设置有向内的斜坡且左右向斜坡之间的上边缘间距大于硅片40的左右向长度;斜坡的表面具有特氟龙涂层,以通过采用硬质低摩擦系数的材料确保硅片40在斜坡上滑动顺畅;定位底板33的上侧还设置有位于前后挡板32与侧边挡板31之间的托举平台34,托举平台34的上表面高度低于前后挡板32及侧边挡板31的斜坡上边缘高度,且托举平台34的上表面还设置有缓冲垫片35,缓冲垫片35的数量及位置与对应硅片40吸盘的数量及位置一一对应,以在通过吸盘吸取硅片40时,即使硅片40存在不平整的状况,也能通过缓冲垫片35确保吸盘与硅片40的贴合度而
有效吸起硅片40;传感器20设置在定位模块30内。
23.本实用新型的工作原理:
24.每条输送线由两条皮带10构成,皮带10通过马达同步转动,硅片40放置在皮带10上,通过皮带10运动向前传输;
25.沿输送线运动方向设置有y个定位模块30,定位模块30的位置预先设置好并与载板上的硅片40位置一一对应;非定位状态下,所有定位模块30均处于硅片40输送线下方,输送线可经过所有定位模块30;
26.当硅片40被传输到最前方第一个定位模块30时,传感器20感知并通过控制器控制对应位置的顶升机构将第一定位模块30顶升,此时第一片硅片40被挡住并在托举平台34上升过程中沿着定位模块30上前、后、左、右四个档板的斜坡滑落至固定的位置同时被档板限位并通过托举平台34及缓冲垫片35承托;后续第二张硅片40以同样方法传输,当到达第二个定位模块30时,被第二个传感器20感应,第二个顶升机构工作,使硅片40通过第二个定位模块30被精准定位,它对应载板的第二位置;其余依次类推,待一排硅片40全部定位并对应载板上一排位置,然后通过机械手把一排y片硅片40一次性抓取转移到载板上;为了增加产能,可以同时设置多排定位模块30,每一排对应载板的x方向排列硅片40位置;
27.硅片40被托举定位后,此时输送线在硅片40下方,如果后续硅片40存在包括隐裂、脏污、杂物等质量问题而需要被排出,此时可以辅助传输线上的检查机构,当检测到问题硅片40时,通过控制器告知对应顶升机构不顶升托举,硅片40可通过输送线继续传输而自动排出,如此可以自动检测来料并自动剔除。
28.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对上述实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1