一种卷绕机从上料工位到下料工位缓存极片追溯系统的制作方法
1.本实用新型属于电池生产制造的技术领域,具体涉及一种卷绕机从上料工位到下料工位缓存极片追溯系统。
背景技术:
2.如今,各国都在大力发展绿色、高效二次电池。锂离子电池作为一种新型二次电池,具有能量密度和功率密度大、工作电压高、重量轻、体积小、循环寿命长、安全性好、绿色环保等优点,在便携式电器、电动工具、大型贮能、电动交通动力电源等方面具有广阔的应用前景。在锂离子电池行业领域、极片信息实现精准追溯是非常重要的项目。
3.现有追溯系统中,感应器感应到极片料卷内径辊后,设备报警提示物料使用完毕,操作员将使用完毕的卷径桶取出,取新的料卷扫码物料的物料二维码,进行上料,将新料卷与换料前料进行接带,扫码后设备开机生产,生产物料绑定新批次信息生产,此时换料前卷绕机上料工位到下料工位,阴极间隔40多米,阳极间隔36米均为上一膜卷物料,造成极片与对应极片物料信息绑定错误,因每款产品极片长度不一样,极片走带位置均不一样,故对应的卷绕机缓存极片数量均不一样,生产过程中因前工序来料极片异常,因追溯异常无法第一时间将异常极片已生产半成品裸电芯进行产品拦截,需要将生产极片前后各1卷极片对应的半成品卷芯进行拦截,阴阳极每卷极片约1500pcs且异常品拦截范围过大,浪费大批量的人力物力进行物料处理报废,既浪费成本又浪费返工时间。
技术实现要素:
4.本实用新型的目的在于:针对现有技术的不足,提供一种卷绕机从上料工位到下料工位缓存极片追溯系统,能够对极片与极片信息精准追溯,提高了物料追溯精准度,从而提升出货产品品质。
5.为了实现上述目的,本实用新型采用如下技术方案:
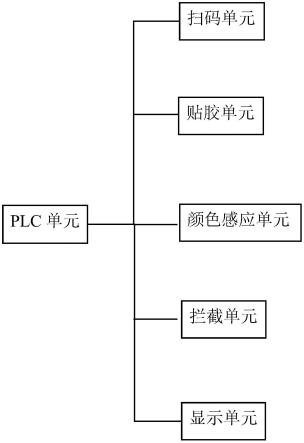
6.一种卷绕机从上料工位到下料工位缓存极片追溯系统,包括扫码单元、贴胶单元、颜色感应单元及plc单元,所述扫码单元、贴胶单元、颜色感应单元均连接于所述plc单元;
7.所述扫码单元,用于在换料卷时,对新料卷的二维码进行扫描;
8.所述贴胶单元,用于将不同颜色的胶纸粘贴在极片上;
9.所述颜色感应单元,在极片卷绕前,通过对极片颜色和胶带颜色进行检测和比较,并输出检测信号;
10.所述plc单元,用于接收检测信号,并将二维码信息与半成品卷芯进行绑定,对物料与产品进行追溯。
11.优选的,所述扫码单元为扫码枪。
12.优选的,所述贴胶单元包括胶带、胶架和切刀,所述胶带固定在所述胶架上,所述切刀用于切出预设尺寸的胶带。
13.优选的,所述胶纸的宽度小于所述极片的宽度。
14.优选的,还包括拦截单元,所述拦截单元连接所述plc单元,所述plc单元连接于卷绕装置。
15.优选的,还包括显示单元,所述显示单元连接所述plc单元。
16.优选的,所述显示单元为电脑或移动设备。
17.本实用新型的有益效果在于,本实用新型包括扫码单元、贴胶单元、颜色感应单元及plc单元,所述扫码单元、贴胶单元、颜色感应单元均连接于所述plc单元;所述扫码单元,用于在换料卷时,对新料卷的二维码进行扫描;所述贴胶单元,用于将不同颜色的胶纸粘贴在极片上;所述颜色感应单元,在极片卷绕前,通过对极片颜色和胶带颜色进行检测和比较,并输出检测信号;所述plc单元,用于接收检测信号,并将二维码信息与半成品卷芯进行绑定,对物料与产品进行追溯。由于追溯异常无法第一时间将异常极片已生产半成品裸电芯进行产品拦截,需要将生产极片前后各1卷极片对应的半成品卷芯进行拦截,阴阳极每卷极片约1500pcs且异常品拦截范围过大,浪费大批量的人力物力进行物料处理报废,既浪费成本又浪费返工时间,因此,在阴极极片阳极极片使用完毕后,设备报警提示进行极片换料,使用扫码单元扫码新卷料二维码;贴胶单元根据生产极片宽度,使用钢尺调整胶架宽度,胶架宽度小于极片宽度,两者之差为10mm,将蓝色胶带整齐固定好,用工具刀根据固定胶架位划整齐胶带;机台极片使用完毕换料后,将上卷料卷极片与新换料极片进行贴专用蓝胶接带处理;在卷绕机极片卷绕前,过辊位置增加颜色感应单元,通过物体颜色同前面已经示教过的参考颜色,如极片颜色、胶带颜色进行比较,当颜色检测达到已经示教过的颜色范围内吻合,通过对应通道输出检测信号;颜色感应单元检测到蓝胶信号后,将信号发送给设备plc单元,plc单元接送到蓝胶信号后发送信号将贴蓝胶接带的极片在卷绕下料位进行单卷,单卷后第1pcs卷绕极片自动绑定换料新上料扫码批次号,实现极片与极片批次号一对一绑定,极片卷成裸电芯后通过下料扫码极耳二维码实现极片信息与半成品卷芯进行绑定实现物料与产品一对一追溯,能够定位产品并对缺陷产品进行追溯处理,从而缩小异常品拦截范围,降低拦截返工成本,提升了产品质量同时降低了因追溯不准确不良极片逃逸客户端风险。本实用新型实现卷绕机阴阳极极片从上料工位到下料工位中间缓存极片,实现极片与极片信息精准追溯,提高了物料追溯精准度,能够快速、准确地定位产品并对缺陷产品进行追溯处理从而缩小异常品拦截范围,降低拦截返工成本、提升出货产品质量。此外,精确化追溯卷绕机上缓存极片与物料批次一一对应、提高了物料追溯精准度;在前工序来料极片出现质量问题的时候,能够快速、准确地定位产品并对缺陷产品进行追溯处理从而缩小异常极片拦截范围,降低拦截返工成本;提升了客户端产品质量、杜绝前工序来料不良极片做成电芯因追溯不准确造成产品流出客诉风险。
附图说明
18.下面将参考附图来描述本实用新型示例性实施方式的特征、优点和技术效果。
19.图1为本实用新型的连接示意图。
20.图2为本实用新型的流程图。
具体实施方式
21.如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应
可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接受的误差范围内,本领域技术人员能够在一定误差范围内解决技术问题,基本达到技术效果。
22.此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
23.在实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
24.以下结合附图1~2对本实用新型作进一步详细说明,但不作为对本实用新型的限定。
25.卷绕机从上料工位到下料工位缓存极片追溯系统,包括扫码单元、贴胶单元、颜色感应单元及plc单元,扫码单元、贴胶单元、颜色感应单元均连接于plc单元;扫码单元,用于在换料卷时,对新料卷的二维码进行扫描;贴胶单元,用于将不同颜色的胶纸粘贴在极片上;颜色感应单元,在极片卷绕前,通过对极片颜色和胶带颜色进行检测和比较,并输出检测信号;plc单元,用于接收检测信号,并将二维码信息与半成品卷芯进行绑定,对物料与产品进行追溯。
26.由于追溯异常无法第一时间将异常极片已生产半成品裸电芯进行产品拦截,需要将生产极片前后各1卷极片对应的半成品卷芯进行拦截,阴阳极每卷极片约1500pcs且异常品拦截范围过大,浪费大批量的人力物力进行物料处理报废,既浪费成本又浪费返工时间,因此,在阴极极片阳极极片使用完毕后,设备报警提示进行极片换料,使用扫码单元扫码新卷料二维码;贴胶单元根据生产极片宽度,使用钢尺调整胶架宽度,胶架宽度小于极片宽度,两者之差为10mm,将蓝色胶带整齐固定好,用工具刀根据固定胶架位划整齐胶带;机台极片使用完毕换料后,将上卷料卷极片与新换料极片进行贴专用蓝胶接带处理;在卷绕机极片卷绕前,过辊位置增加颜色感应单元,通过物体颜色同前面已经示教过的参考颜色,如极片颜色、胶带颜色进行比较,当颜色检测达到已经示教过的颜色范围内吻合,通过对应通道输出检测信号;颜色感应单元检测到蓝胶信号后,将信号发送给设备plc单元,plc单元接送到蓝胶信号后发送信号将贴蓝胶接带的极片在卷绕下料位进行单卷,单卷后第1pcs卷绕极片自动绑定换料新上料扫码批次号,实现极片与极片批次号一对一绑定,极片卷成裸电芯后通过下料扫码极耳二维码实现极片信息与半成品卷芯进行绑定实现物料与产品一对一追溯,能够定位产品并对缺陷产品进行追溯处理,从而缩小异常品拦截范围,降低拦截返工成本,提升了产品质量同时降低了因追溯不准确不良极片逃逸客户端风险。
27.在根据本实用新型的卷绕机从上料工位到下料工位缓存极片追溯系统中,扫码单元为扫码枪。具体的,设备报警提示进行极片换料,使用扫码枪扫码新卷料二维码。
28.在根据本实用新型的卷绕机从上料工位到下料工位缓存极片追溯系统中,贴胶单元包括胶带、胶架和切刀,胶带固定在胶架上,切刀用于切出预设尺寸的胶带,胶纸的宽度
小于极片的宽度。具体的,根据生产极片宽度,使用钢尺调整胶架宽度,胶架宽度比极片宽度小10mm,将蓝色胶带整齐固定好,用切刀根据固定胶架位划整齐胶带,机台极片使用完毕换料后,将上卷料卷极片与新换料极片进行贴专用蓝胶接带处理,胶纸不可超出极片宽度方向距离。
29.在根据本实用新型的卷绕机从上料工位到下料工位缓存极片追溯系统中,还包括拦截单元,拦截单元连接plc单元,plc单元连接于卷绕装置。增加拦截单元,能够对极片对应的半成品卷芯进行拦截,避免浪费成本和浪费返工时间的情况,plc单元可通过拦截单元控制卷绕装置。
30.在根据本实用新型的卷绕机从上料工位到下料工位缓存极片追溯系统中,还包括显示单元,显示单元连接plc单元。增加显示单元,便于用户监测卷绕机工作状态及追溯系统的工作情况,有助于提高用户体验。
31.在根据本实用新型的卷绕机从上料工位到下料工位缓存极片追溯系统中,显示单元为电脑或移动设备,还可以是其他具有显示器的设备。
32.本实用新型的工作原理是:
33.在阴极极片阳极极片使用完毕后,设备报警提示进行极片换料,使用扫码单元扫码新卷料二维码;贴胶单元根据生产极片宽度,使用钢尺调整胶架宽度,胶架宽度小于极片宽度,两者之差为10mm,将蓝色胶带整齐固定好,用工具刀根据固定胶架位划整齐胶带;机台极片使用完毕换料后,将上卷料卷极片与新换料极片进行贴专用蓝胶接带处理;在卷绕机极片卷绕前,过辊位置增加颜色感应单元,通过物体颜色同前面已经示教过的参考颜色,如极片颜色、胶带颜色进行比较,当颜色检测达到已经示教过的颜色范围内吻合,通过对应通道输出检测信号;颜色感应单元检测到蓝胶信号后,将信号发送给设备plc单元,plc单元接送到蓝胶信号后发送信号将贴蓝胶接带的极片在卷绕下料位进行单卷,单卷后第1pcs卷绕极片自动绑定换料新上料扫码批次号,实现极片与极片批次号一对一绑定,极片卷成裸电芯后通过下料扫码极耳二维码实现极片信息与半成品卷芯进行绑定实现物料与产品一对一追溯,能够定位产品并对缺陷产品进行追溯处理,从而缩小异常品拦截范围,降低拦截返工成本,提升了产品质量同时降低了因追溯不准确不良极片逃逸客户端风险。
34.按如下模式进行绑定追溯:
35.a=上料到下料位缓存距离;
36.b=固定距离;
37.c=单片极片长度
38.a/c=下料电芯数量;
39.换料扫码后下料位卷针开始计算电芯数量,下料数量达到=b/c之前绑定换料前批次,之后电芯绑定新批次物料编码;
40.适用范围:阴极卷料、阳极卷料。
41.根据上述说明书的揭示和教导,本实用新型所属领域的技术人员还能够对上述实施方式进行变更和修改。因此,本实用新型并不局限于上述的具体实施方式,凡是本领域技术人员在本实用新型的基础上所作出的任何显而易见的改进、替换或变型均属于本实用新型的保护范围。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本实用新型构成任何限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1