电源线加工中心的制作方法
1.本实用新型涉及电源线生产领域,特别涉及一种电源线加工中心。
背景技术:
2.常规电源线加工时,工序分开,过程需裁断导线并剥头,完成后周转至预装(预装包含穿闭口波纹管,橡胶冒)再到压接端子,结束后周转到热缩工序,经加热使热缩管固定在端子及导线上,最后粘贴产品标签,所有作业工序结束后都需要进行周转,比较浪费工时,并且在预装工序需将导线穿入闭口波纹管,操作难度较大。
3.现有技术公开了一种半自动导线穿波纹管装置(公开号cn204339217u),包括支架、导线导入机构、波纹管定位机构、波纹管定位槽、及导线牵引机构,波纹管定位槽设在机架上,呈直线排布,用于卡持波纹管,波纹管定位槽的槽宽与波纹管的外径匹配。波纹管定位机构设置在波纹管定位槽的旁边,对波纹管进行夹紧与定位,导线导入机构设在波纹管定位槽的前端,一端连接出线机,另一端连接波纹管,引导由开线机出来的导线直接进入波纹管中;导线牵引机构设在波纹管定位槽的后端,用以牵引穿过波纹管的导线,本实用新型与开线机结合使用,节省了以往手工装配时的导线转移时间;提高了套管效率,节约人工成本,装置装配过程连续,且没有扭转导线,装置为了波纹管定位,需要通过波纹管定位机构、波纹管定位槽来实现,使用的联动机构多,步骤繁多,且在波纹管定位槽设置导线牵引机构来实现导线穿入波纹管,当导线牵引机构卡顿或损坏,导线截断长度有误,则需要将波纹管定位机构、波纹管定位槽及导线牵引机构全部暂停,取出波纹管与不符合的导线,再重新启动,影响装配效率。
技术实现要素:
4.本实用新型的目的在于提供一种节省生产时间、降低预装穿闭口波纹管难度的电源线加工中心。
5.本实用新型采用的技术方案是:
6.电源线加工中心,包括设于机架上的切断区、裁线穿管区、剥头区、压接区、热缩区,所述切断区、裁线穿管区设于固定面板上,所述切断区设于固定面板下部,包括依次设置的切管入口、波纹管固定轮、波纹管固定座、裁管切刀,所述裁线穿管区设于固定面板上部,包括依次设置的裁线入口、导线固定轮、裁线滚轮、裁线切刀、出线口,所述剥头区、压接区、热缩区组成操作组,设于固定面板后方的机架上。所有作业工序不需要进行周转就能操作,节省工时。
7.进一步,纹管固定座为上下设置的夹具,上下夹持部为啮合设置的夹齿。
8.进一步,导线固定轮、裁线滚轮之间设有计数器滚轮,所述固定面板后设有切断气缸,所述固定面板边缘在出线口后方设有波纹管固定夹与波纹管固定开关。通过波纹管固定夹将截断的带操作波纹管固定于出线口后方,导线穿于波纹管中更加快捷方便。
9.进一步,波纹管固定夹为两侧滑动开合的夹块,波纹管固定夹底部为滑块,波纹管
固定夹与底部滑块啮合。
10.进一步,剥头区包括夹紧气缸、剥皮气缸、导线夹具、夹线控制开关、剥皮刀、剥皮启动开关,所述夹紧气缸控制导线夹具,所述夹线控制开关设于导线夹具侧方,所述剥皮气缸控制剥皮刀,所述剥皮启动开关设于剥皮刀下方,所述导线夹具与剥皮刀中央夹线空间的中心在一直线上。紧气缸控制导线夹具,通过剥皮启动开关控制剥皮刀将导线剥皮,两侧操作分两组气缸控制,维修检测更加方便,且更加节省操作时间。
11.进一步,压接区包括压接气缸、触点开关、压接上膜片、压接下膜片,压接气缸控制压接上膜片靠近压接下膜片,触点开关控制压接气缸运作,压接下膜片侧面设有端子挡片。
12.进一步,热缩区包括加热箱、压线开关、热缩固定架、直线轴承、行程气缸,所述加热箱底部设于直线轴承上,加热箱连接行程气缸,所述热缩固定架与加热箱相对设置,位于直线轴承前端,热缩固定架上设有压线气缸与压线开关,压线气缸底部设置固定架。
13.进一步,固定架靠加热箱横向设置,高度位于加热箱中部,加热箱在直线轴承上移动,将中部加热腔套于固定架上。
14.进一步,机架上在裁管切刀后方设有波纹管夹爪。
15.本实用新型的有益效果:1、断线和穿管设备进行合并,切断区、裁线穿管区设于同一固定面板上,在导线出线口设置波纹管固定夹,解决预装穿闭口波纹管难度大的问题;
16.2、将剥头区、压接区、热缩区集合装配,导线套入波纹管后直接实行后续操作,减少周转带来的时间浪费,一件流作业,没有产品堆积及周转,降低产品质量问题的发生;
17.3、剥头区设置双气缸控制,两侧操作分开控制,维修检测更加方便,且更加节省操作时间。
附图说明
18.下面结合附图和具体实施方式对本实用新型作进一步详细叙述。
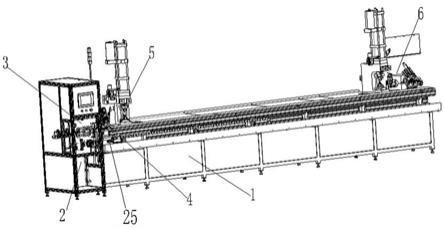
19.图1为本实用新型的结构示意图;
20.图2为本实用新型切断区、裁线穿管区的结构图;
21.图3为本实用新型剥皮区的结构图;
22.图4为本实用新型压接区、热缩区的结构图;
23.图5为本实用新型波纹管固定夹的示意图。
24.其中:1、机架;
25.2、切断区;21、切管入口;22、波纹管固定轮;23、波纹管固定座;24、裁管切刀;25、波纹管夹爪。
26.3、裁线穿管区;31、裁线入口;32、导线固定轮;33、裁线滚轮;34、裁线切刀;35、出线口;
27.4、剥头区;41、夹紧气缸;42、剥皮气缸;43、导线夹具;44、夹线控制开关;45、剥皮刀;46、剥皮启动开关;47、夹紧后拉脱夹;
28.5、压接区;51、触点开关;52、压接上膜片;53、压接下膜片;54、压接气缸;55、端子挡片;
29.6、热缩区;61、加热箱;62、压线开关;63、热缩固定架;64、压线气缸;65、直线轴承;66、行程气缸;67、固定架;
30.7、固定面板;71、切断气缸;72、波纹管固定夹;73、波纹管固定开关;74、计数器滚轮;75、滑块。
具体实施方式
31.如图1-5所示,电源线加工中心,包括设于机架1上的切断区2、裁线穿管区3、剥头区4、压接区5、热缩区6,所述切断区2、裁线穿管区3设于固定面板7上,切断区2设于固定面板7下部,包括依次设置的切管入口21、波纹管固定轮22、波纹管固定座23、裁管切刀24,纹管固定座23为上下设置的夹具,上下夹持部为啮合设置的夹齿,线穿管区3设于固定面板7上部,包括依次设置的裁线入口31、导线固定轮32、裁线滚轮33、裁线切刀34、出线口35,剥头区4、压接区5、热缩区6组成操作组,设于固定面板7后方的机架1上,机架1上在裁管切刀24后方设有波纹管夹爪25。断线和穿管设备进行合并,切断区2、裁线穿管区3设于同一固定面板上,在导线出线口设置波纹管固定夹,解决预装穿闭口波纹管难度大的问题;将剥头区4、压接区5、热缩区6集合装配,导线套入波纹管后直接实行后续操作,减少周转带来的时间浪费;裁线穿管区3、剥头区4、压接区5、热缩区6集合于同一操作空间,一件流作业,没有产品堆积及周转,降低产品质量问题的发生。
32.导线固定轮32、裁线滚轮33之间设有计数器滚轮74,固定面板7后设有切断气缸71,固定面板7边缘在出线口35后方设有波纹管固定夹72与波纹管固定开关73。波纹管固定夹72为两侧滑动开合的夹块,波纹管固定夹72底部为滑块75,波纹管固定夹72与底部滑块啮合。通过波纹管固定夹72将截断的带操作波纹管固定于出线口后方,导线穿于波纹管中更加快捷方便。
33.剥头区4包括夹紧气缸41、剥皮气缸42、导线夹具43、夹线控制开关44、剥皮刀45、剥皮启动开关46,夹紧气缸41控制导线夹具43,夹线控制开关44设于导线夹具43侧方,剥皮气缸42控制剥皮刀45,剥皮启动开关46设于剥皮刀45下方,导线夹具43与剥皮刀45中央夹线空间的中心在一直线上。夹紧气缸41控制导线夹具43,通过剥皮启动开关46控制剥皮刀45将导线剥皮,两侧操作分两组气缸控制,维修检测更加方便,且更加节省操作时间。
34.压接区5包括压接气缸54、触点开关51、压接上膜片52、压接下膜片53,压接气缸54控制压接上膜片52靠近压接下膜片53,触点开关51控制压接气缸54运作,压接下膜片53侧面设有端子挡片55。压接时,通过端子挡片55将压接端部固定,操作更加快捷精确。
35.热缩区6包括加热箱61、压线开关62、热缩固定架63、直线轴承65、行程气缸66,加热箱61底部设于直线轴承65上,加热箱61连接行程气缸66,热缩固定架63与加热箱61相对车与直线轴承65前端,热缩固定架63上设有压线气缸64与压线开关62,压线气缸64底部设置固定架67。通过行程气缸66控制加热箱61将固定于压线气缸64底部设置固定架67的导线端部热缩,操作更方便,且能避免工人受伤。
36.本实用新型使用时,波纹管自切断区2中切管入口21进入波纹管固定轮22,机架1上波纹管夹爪25夹住波纹管后端至预设位置,然后通过波纹管固定座23固定位置,裁管切刀24将波纹管切断,工人将切断的波纹管端部固定在波纹管固定夹72上,导线自裁线穿管区3的裁线入口31进去,通过导线固定轮32、裁线滚轮33送至裁线切刀34内,从出线口35贯穿入波纹管中,导线达到出线量后,控制裁线切刀34将导线切断,工人将切断的导线端部放入剥头区4,触动夹线控制开关,夹线气缸顶出,带动导线夹具夹住导线,触动剥皮启动开关
46,剥皮气缸42气缸顶出,带动剥皮刀45卡入导线绝缘皮,同时剥皮机构向上运动,将导线绝缘皮拉脱,实现导线剥头,剥皮后,将端子放在压接下模片53上,将剥头后的导线放在端子内,按动触点开关51,使压接上膜片52沿行程杆向下施压,使端子按照模片形状变形包住导线导体,实现导线压接过程,然后将压接好的导线传入热缩管,通过压线气缸64固定于固定架67,启动行程气缸66控制加热箱61在直线轴承65上移动,使固定架67上需热缩部位部门处于加热箱61内,实现导线端部热缩,完成操作。
37.以上所述的实施例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域技术人员对本实用新型的技术方案做出的各种变形和改进,均应纳入本实用新型权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1