一种高频变压器单线自动绕线机的制作方法
1.本实用新型涉及自动化设备领域,尤其涉及一种高频变压器单线自动绕线机。
背景技术:
2.绕线机是把线状的物体缠绕到特定工件上的设备,常用绕线机绕制的线多为漆包铜线。绕线机的种类繁多,按其用途分类,可分为通用型和专用型。通用型适用于多种产品的绕线,只要更换相应的模具和指令就能对应不同产品的加工。专用型是针对某一特定产品的绕线机。
3.现有的绕线机在保证绕线整齐的同时不能保证绕线速率,我们需要一种保证绕线整齐与高速率的绕线机。
技术实现要素:
4.本实用新型的目的是克服现有技术的不足,提供一种高频变压器单线自动绕线机。
5.本实用新型的技术方案如下:一种高频变压器单线自动绕线机,包括:机架、主轴机构、三坐标机构、压线机构、余线夹机构以及包胶机构,所述主轴机构用于放置产品并驱动产品转动,所述三坐标机构用于驱动铜线缠绕在产品上,所述压线机构用于将铜线压制,所述余线夹机构用于夹取铜线的头端,所述包胶机构用于在线圈绕制完成后将胶带贴在线圈上并将贴合的胶带切断。
6.进一步地,所述主轴机构包括:主轴面板、设于所述主轴面板上的若干快速拆夹装配体、设于所述快速拆夹装配体上的治具、与所述快速拆夹装配体连接的转轴、以及驱动所述转轴转动的主轴驱动组件。
7.进一步地,所述三坐标机构设于所述主轴机构上方,所述三坐标机构包括:三坐标底板、设于所述三坐标底板上的三坐标x轴运动组件、设于所述三坐标x轴运动组件上的三坐标y轴运动组件、设于所述三坐标y轴运动组件上的三坐标z轴运动组件、设于所述三坐标z轴运动组件上的牛头面板、设于所述牛头面板上两端的牛头挂臂、设于两牛头挂臂之间的导针排杆、以及驱动所述导针排杆转动的电机,所述导针排杆上设有若干线孔供铜线穿过。
8.进一步地,所述三坐标机构还包括:设于所述牛头面板上的气动剪升降气缸、与所述气动剪升降气缸连接的气动剪固定板、以及设于所述气动剪固定板上的若干气动剪。
9.进一步地,所述压线机构包括:设于所述主轴面板上的压线y轴运动组件、与所述压线y轴运动组件连接的压线z轴运动组件、设于所述压线z轴运动组件上的压线杆、以及设于所述压线杆上的若干压线块。
10.进一步地,所述余线夹机构包括:余线夹y轴运动组件、设于所述余线夹y轴运动组件上的余线夹x轴运动组件、设于所述x轴运动组件上的上滑块上件、设于所述上滑块上件两端的立板、设于每个所述立板上的余线夹转轴、设于两余线夹转轴之间的线夹横板、驱动所述线夹横板转动的线夹翻转驱动组件、以及设于所述线夹横板上的若干余线夹夹具。
11.进一步地,所述包胶机构位于所述主轴机构的上方,所述包胶机构包括:包胶z轴运动组件、设于所述包胶z轴运动组件上的包胶竖板、设于所述包胶竖板上的若干包胶胶带盘、设于所述包胶胶带盘下方的若干胶带张紧轴、设于所述胶带张紧轴下方的包胶滑轨件、设于所述包胶滑轨件上的y轴直线导轨、设于所述y轴直线导轨上的滑块、驱动所述滑块沿所述y轴直线导轨移动的推杆驱动气缸、设于所述滑块上的推杆、驱动所述推杆转动的旋转气缸、以及设于所述推杆上的若干压胶杆。
12.进一步地,所述包胶机构还包括设于所述压胶杆旁侧的切胶带组件以及位于所述切胶带组件底部的骨架,所述切胶带组件包括切胶刀片。
13.采用上述方案,余线夹机构夹住铜线的头端,三坐标机构将铜线缠绕在产品上,主轴机构驱动产品转动,使得铜线绕制在产品上,绕制完铜线后将铜线切断,然后包胶机构在铜线上包胶将铜线固定,包胶完成后将胶带切断。本高频变压器单线自动绕线机实现自动绕线,而且效率高,一台设备可同时绕制多个产品,实现高产能的生产。
附图说明
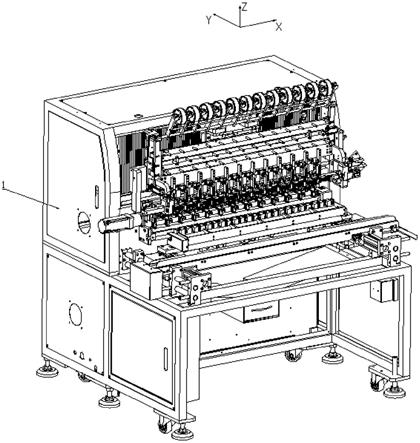
14.图1为本实用新型的整体结构示意图。
15.图2为本实用新型的内部结构示意图一。
16.图3为本实用新型的内部结构示意图二。
17.图4为本实用新型主轴机构的结构示意图。
18.图5为本实用新型三坐标机构的结构示意图一。
19.图6为本实用新型三坐标机构的结构示意图二。
20.图7为本实用新型压线机构的结构示意图。
21.图8为本实用新型余线夹机构的机构示意图。
22.图9为本实用新型包胶机构的结构示意图。
具体实施方式
23.以下结合附图和具体实施例,对本实用新型进行详细说明。
24.请参阅图1至图3,本实用新型提供一种高频变压器单线自动绕线机,包括:机架1、主轴机构2、三坐标机构3、压线机构4、余线夹机构5以及包胶机构6。所述主轴机构2用于放置产品并驱动产品转动,所述三坐标机构3用于驱动铜线缠绕在产品上,所述压线机构4用于将铜线压制,所述余线夹机构5用于夹取铜线的头端,所述包胶机构6用于在线圈绕制完成后将胶带贴在线圈上并将贴合的胶带切断。
25.请参阅图4,所述主轴机构2包括:设于所述机架1上的主轴面板20、设于所述主轴面板20上的若干快速拆夹装配体21、设于所述快速拆夹装配体21上的治具22、与所述快速拆夹装配体21连接的转轴23、以及驱动所述转轴23转动的主轴驱动组件24,所述主轴面板20为立板。绕线时,产品放置在所述治具22上,治具22可以方便地从快速拆夹装配体21上拆装。绕线时主轴驱动组件24驱动治具22与产品转动,每台自动绕线机上设有若干治具22,每个治具22上放置一个产品,因此一次可以绕制多个产品,提高加工效率,若干治具22沿x轴方向排成一排。
26.所述主轴驱动组件24包括:主轴驱动电机241、与所述主轴驱动电机241连接的主
动同步轮、以及设于每个所述转轴23上的从动同步轮242。主轴驱动电机241驱动主动同步轮转动带动从动同步轮242转动,从而带动治具22转动。
27.请参阅图5与图6,所述三坐标机构3设于所述主轴机构2上方。所述三坐标机构3包括:三坐标底板30、设于所述三坐标底板30上的三坐标x轴运动组件31、设于所述三坐标x轴运动组件31上的三坐标y轴运动组件32、设于所述三坐标y轴运动组件32上的三坐标z轴运动组件33、设于所述三坐标z轴运动组件33上的牛头面板34、设于所述牛头面板34上两端的牛头挂臂35、设于两牛头挂臂35之间的导针排杆36、以及驱动所述导针排杆36转动的电机37。所述导针排杆36上设有若干线孔361供铜线穿过,电机37驱动导针排杆36绕x轴转动。所述三坐标底板30设于所述主轴面板20的顶面,所述三坐标x轴运动组件31、三坐标y轴运动组件32与三坐标z轴运动组件33可以为电机丝杆组件。
28.所述三坐标机构3还包括:设于所述牛头面板34上的气动剪升降气缸38、与所述气动剪升降气缸38连接的气动剪固定板39、以及设于所述气动剪固定板39上的若干气动剪390。气动剪390用于剪断铜线,气动剪升降气缸38驱动气动剪390上下移动,气动剪390的数量与治具22的数量相同,每个治具22对应一个气动剪390。
29.请参阅图7,所述压线机构4包括:设于所述主轴面板20上的压线y轴运动组件40、与所述压线y轴运动组件40连接的压线z轴运动组件41、设于所述压线z轴运动组件41上的压线杆42、以及设于所述压线杆42上的若干压线块43。所述压线y轴运动组件40与压线z轴运动组件41驱动压线杆42前后、上下移动,压线y轴运动组件与40压线z轴运动组件41可以为气缸驱动。压线块43的数量与治具22的数量相同,每个治具22的旁侧均设有一压线块43。当铜线绕制完成后,压线块43将铜线压紧在产品上,防止铜线松开,方便后续的包胶工序。
30.请参阅图8,所述余线夹机构5包括:余线夹y轴运动组件50、设于所述余线夹y轴运动组件50上的余线夹x轴运动组件51、设于所述x轴运动组件51上的上滑块上件52、设于所述上滑块上件52两端的立板53、设于每个所述立板53上的余线夹转轴54、设于两余线夹转轴54之间的线夹横板55、驱动所述线夹横板55转动的线夹翻转驱动组件56、以及设于所述线夹横板55上的若干余线夹夹具57。余线夹夹具57能够自动松开或夹紧铜线,余线夹夹具57的数量与治具22的数量相等,每个治具22对应一个余线夹夹具57,余线夹夹具57位于治具22的旁侧。余线夹y轴运动组件50以及余线夹x轴运动组件51驱动余线夹夹具57沿着y轴、x轴移动,在本实施例中,余线夹y轴运动组件50由电机丝杆组成,余线夹x轴运动组件51由气缸组成。线夹翻转驱动组件驱动线夹横板绕着余线夹转轴转动,本实施例中,所述线夹翻转驱动组件56包括:升降气缸560、与所述升降气缸560连接的齿条561、与所述齿条561啮合的齿轮562,所述齿轮562设于所述余线夹转轴54上,升降气缸560上下移动驱动齿条561上下移动,从而带动齿轮562转动,进而带动线夹横板55转动。
31.请参阅图9,所述包胶机构6位于所述主轴机构2的上方,所述包胶机构6包括:包胶z轴运动组件60、设于所述包胶z轴运动组件60上的包胶竖板61、设于所述包胶竖板61上的若干包胶胶带盘62、设于所述包胶胶带盘62下方的若干胶带张紧轴63、设于所述胶带张紧轴63下方的包胶滑轨件64、设于所述包胶滑轨件64上的y轴直线导轨65、设于所述y轴直线导轨65上的滑块66、驱动所述滑块66沿所述y轴直线导轨65移动的推杆驱动气缸67、设于所述滑块66上的推杆68、驱动所述推杆68转动的旋转气缸69、以及设于所述推杆68上的若干压胶杆690。包胶z轴运动组件60驱动推杆沿z轴上下移动,包胶z轴运动组件60由气缸组成。
推杆驱动气缸67驱动推杆68沿y轴方向移动。旋转气缸69驱动推杆68绕x轴转动。胶带卷放置在包胶胶带盘62上,胶带向下绕着张紧轴63进行张紧。
32.所述包胶机构6还包括设于所述压胶杆690旁侧的切胶带组件691以及位于所述切胶带组件691底部的骨架692,所述切胶带组件691包括切胶刀片693。初始时,胶带的头端位于压胶杆690与骨架692之间,将胶带夹紧,防止胶带移动。
33.本实用新型的工作原理如下:
34.初始时,余线夹机构5的余线夹夹具57夹紧铜线的头端,胶带的头端夹紧在包胶机构6的压胶杆690与骨架692之间。
35.三坐标机构3移动,使得导针排杆36靠近产品,随后电机37驱动导针排杆36上下翻转将铜线挂在产品上,然后余线夹夹具57将铜线松开。铜线挂在产品上时不是从铜线的头端开始缠绕,而是从距离铜线头端一段距离开始缠绕,因此产品上会有一段多余的铜线伸出,气动剪390将产品上多出来的的铜线剪断,剪断后线夹翻转驱动组件56驱动余线夹夹具57翻转,方便余线夹夹具57将剪断的铜线吐出,余线夹夹具57吐出铜线后复位。然后主轴驱动组件24驱动治具22转动,使得铜线按指定圈数绕制在产品上。绕制完成后治具22停止转动,压线机构4的压线块43运动至治具22旁侧,并且压线块43将铜线压紧在产品上,避免铜线松脱,同时导针排杆36上下翻转将铜线的尾端缠绕在产品上,类似于打结的效果,这样即使压线块43松开铜线铜线也不会松脱。随后压线块43松开,余线夹夹具57将铜线压紧,然后气动剪390将铜线剪断。
36.然后开始包胶工序,包胶机构6启动将胶带的头端粘贴在产品的线圈位置,粘贴好后主轴驱动组件24驱动治具22转动,将胶带缠绕在线圈上,包胶机构6的压胶杆690与切胶刀片693分别位于胶带的左右两侧,压胶杆690与切胶刀片693向中间移动将胶带切断,包胶机构6复位,至此完成整套动作。
37.综上所述,余线夹机构夹住铜线的头端,三坐标机构将铜线缠绕在产品上,主轴机构驱动产品转动,使得铜线绕制在产品上,绕制完铜线后将铜线切断,然后包胶机构在铜线上包胶将铜线固定,包胶完成后将胶带切断。本高频变压器单线自动绕线机实现自动绕线,而且效率高,一台设备可同时绕制多个产品,实现高产能的生产。
38.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1