一种用于接线端子的自动插针设备的制作方法
1.本发明涉及接线端子装配技术领域,尤其涉及一种用于接线端子的自动插针设备。
背景技术:
2.随着经济技术的快速发展,机械自动化也获得了高速发展。
3.接线端子就是用于实现电气连接的一种配件产品,工业上划分为连接器的范畴。随着工业自动化程度越来越高和工业控制要求越来越严格、精确,接线端子的用量逐渐上涨。随着电子行业的发展,接线端子的使用范围越来越多,而且种类也越来越多。用得最广泛的除了pcb板端子外,还有五金端子,螺帽端子,弹簧端子等等。
4.申请公布号为cn112164952a的中国专利公开了一种接线端子插针压装装置及方法,但是其只能对单个压针进行操作,若一个接线端子具有多个方针,则无法进行操作,若依靠人工插针,则效率低,劳动强度大,成本降不下来,且人工装配的插针质量不稳定,造成很大的浪费因此,如何针对接线端子的多个方针进行插针操作是本领域技术人员丞待解决的问题。
技术实现要素:
5.本发明的目的是针对背景技术中存在的问题,提出一种可以对多个方针与单个基座装配的用于接线端子的自动插针设备。
6.本发明的技术方案:一种用于接线端子的自动插针设备,包括机架以及设置在机架周侧的一个基座振动上料机构和多个方针振动上料机构,多个所述方针振动上料机构的储料腔内分别设置有r1、r2、r3、r4以及l4号方针,还包括设置在机架的台面用于驱动基座移动的基座输送机构以及多个用于夹取方针的夹料机构;
7.所述夹料机构将方针从方针振动上料机构的下料通道转移至基座输送机构的基座上;
8.压针机构,压针机构的数量与夹料机构相等,所述基座输送机构将具有方针的基座移动至相应的压针机构的压针点位后,压针机构对方针插入基座后进行压紧操作。
9.优选的,所述基座输送机构包括通过滑轨支架安装在机架表面的轨道支架,所述轨道支架内滑动安装有轨道,轨道上固定有多个对基座进行拨动的拨叉块;
10.还包括安装在轨道下侧用于驱动轨道沿水平方向移动的丝杆组件以及作为丝杆组件动力源的伺服电机。
11.优选的,所述夹料机构包括通过夹料支架安装在机架表面的驱动气缸a;
12.还包括滑动设置在夹料支架上的侧向导轨安装板,所述驱动气缸a用于驱动侧向导轨安装板沿水平方向移动;
13.所述侧向导轨安装板上滑动设置有竖向的竖向导轨以及驱动竖向导轨移动的驱动气缸b;
14.所述竖向导轨上设置有驱动电机,驱动电机的输出端设置有对方针夹取的夹料组件。
15.优选的,针对不同形状的r1、r2、r3、r4以及l4号方针的所述夹料组件具有与其对应方针形状匹配的夹取槽。
16.优选的,所述压针机构包括通过驱动气缸c设置在机架上侧的压针支架,所述压针支架的活塞杆端部安装有对方针的压紧的压针压件。
17.优选的,针对不同形状的r1、r2、r3、r4以及l4号方针的所述压针压件具有与其对应方针形状匹配的压针槽。
18.优选的,所述方针振动上料机构的下料通道以及基座振动上料机构的下料通道上均设置有振动上料器。
19.优选的,还包括设置在机架上的plc控制器,所述plc控制器用于控制方针振动上料机构、基座振动上料机构、夹料机构、振动上料器、压针机构以及基座输送机构按照预设编程性工作。
20.一种用于接线端子的自动插针方法,利用上述的用于接线端子的自动插针设备,包括如下步骤:
21.上料,分别将r1,r2,r3,l4,r4号方针送入插针机,同时将基座输入至基座输送机构的轨道;
22.插针,将r1,r2,r3,l4或r4号方针在基座输送机构的作用下依次传输至夹料机构的取料点位,取料后将对应的方针插入基座内;再通过对应的压针机构将插入基座内的方针压紧;
23.下料,通过基座输送机构将装配后的接线端子通过出料导向件导出。
24.与现有技术相比,本发明具有如下有益的技术效果:
25.通过对多个方针与单个基座进行装配,可以快速提高接线端子的装配速度;其次,通过多个夹料机构可以对多种不同的型号的方针进行夹取输送,从而提高装配速度;
26.通过方针振动上料机构内的r1、r2、r3、r4以及l4号方针可以配合基座输送机构、夹料机构以及压针机构按照需求组合成具有不同方针的接线端子,提高设备的适用性;
27.通过六个振动盘使基座和方针排序进入插针机中,按序插针组装成成品,此插针机结构简单,体积小,重量轻,可实现全自动插针,装配快捷方便,成倍的提高了装配效率。
附图说明
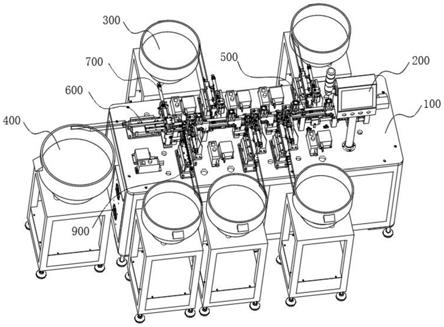
28.图1给出了本发明插针设备一种实施例的结构示意图;
29.图2为图1的俯视图;
30.图3为本发明中基座输送机构与出料导向件的位置分布示意图;
31.图4为本发明中基座输送机构的爆炸结构示意图;
32.图5为本发明中基座输送机构的立体结构示意图;
33.图6为本发明中夹料机构的立体结构示意图;
34.图7为本发明中压针机构的立体结构示意图;
35.图8为本发明实施例一的方针处理示意图;
36.附图标记:100机架;
37.200plc控制器;
38.300方针振动上料机构;
39.400基座振动上料机构;
40.500基座输送机构;510伺服电机;520丝杆组件;530轨道支架;540轨道;550拨叉块;560;570;580;
41.600振动上料器;
42.700夹料机构;710夹料支架;720驱动气缸a;730竖向导轨;740驱动电机;750夹料组件;760驱动气缸b;770侧向导轨安装板;
43.800出料导向件;
44.900压针机构;910压针支架;920驱动气缸c;930压针压件。
具体实施方式
45.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
46.实施例一
47.如图1-3所示,本发明提出的一种用于接线端子的自动插针设备,包括机架100以及设置在机架100周侧的一个基座振动上料机构400和多个方针振动上料机构300,多个方针振动上料机构300的储料腔内分别设置有r1、r2、r3、r4以及l4号方针,还包括设置在机架100的台面用于驱动基座移动的基座输送机构500以及多个用于夹取方针的夹料机构700;
48.夹料机构700将方针从方针振动上料机构300的下料通道转移至基座输送机构500的基座上;
49.压针机构900,压针机构900的数量与夹料机构700相等,基座输送机构500将具有方针的基座移动至相应的压针机构900的压针点位后,压针机构900对方针插入基座后进行压紧操作。
50.需要说明的是,基座输送机构500的一侧设置有出料导向件800,在接线端子装配完成后在基座输送机构500的作用下通过出料导向件800出料。
51.如图4和图5所示,基座输送机构500包括通过滑轨支架安装在机架100表面的轨道支架530,轨道支架530内滑动安装有轨道540,轨道540上固定有多个对基座进行拨动的拨叉块550;
52.还包括安装在轨道540下侧用于驱动轨道540沿水平方向移动的丝杆组件520以及作为丝杆组件520动力源的伺服电机510。
53.如图6所示,夹料机构700包括通过夹料支架710安装在机架100表面的驱动气缸a720;
54.还包括滑动设置在夹料支架710上的侧向导轨安装板770,驱动气缸a720用于驱动侧向导轨安装板770沿水平方向移动;
55.侧向导轨安装板770上滑动设置有竖向的竖向导轨730以及驱动竖向导轨730移动的驱动气缸b760;
56.竖向导轨730上设置有驱动电机740,驱动电机740的输出端设置有对方针夹取的夹料组件750。
57.针对不同形状的r1、r2、r3、r4以及l4号方针的夹料组件750具有与其对应方针形状匹配的夹取槽。
58.如图7所示,压针机构900包括通过驱动气缸c920设置在机架100上侧的压针支架910,压针支架910的活塞杆端部安装有对方针的压紧的压针压件930。
59.针对不同形状的r1、r2、r3、r4以及l4号方针的压针压件930具有与其对应方针形状匹配的压针槽。
60.方针振动上料机构300的下料通道以及基座振动上料机构400的下料通道上均设置有振动上料器600,利用振动上料器600可以使
61.还包括设置在机架100上的plc控制器200,plc控制器200用于控制方针振动上料机构300、基座振动上料机构400、夹料机构700、振动上料器600、压针机构900以及基座输送机构500按照预设编程性工作。
62.基于实施例一的一种用于接线端子的自动插针设备工作原理是:分别将r1,r2,r3,l4,r4号方针送入插针机,将r1,r2,r3,l4或r4号方针在基座输送机构500的作用下依次传输至夹料机构700的取料点位,取料后将对应的方针插入基座内;再通过对应的压针机构900将插入基座内的方针压紧;
63.以接线端子需要r1、r2、r3以及l4为例,将r1方针插入基座内,r1夹料机构将r1方针放入基座,轨道540带动拨叉块550按丝杆组件520方向往复运动,伺服电机510使轨道540在轨道支架530中滑动,将放入r1方针的产品通过r1夹料机构700送到基座上,随着轨道540将基座将基座移动至r1压针机构的压针点位,r1压针机构900通过驱动气缸c920以及压针压件910向下压入插针,从而将r1方针插入基座内;r2夹料机构700将r2方针放入基座,基座输送机构500将基座送到r2压针机构900,r2压针机构900通过气缸c920向下压入r2方针,r3夹料机构700将r3方针放入基座,基座输送机构500将基座送到r3压针机构900,通过驱动气缸c920以及压针压件910向下压入r3方针;l4的夹料机构700将l4方针放入基座,基座输送机构500将基座送到l4压针机构900,通过驱动气缸c920以及压针压件910向下压入l4方针,整个产品完成组装,组装后通过基座输送机构500将装配后的接线端子从出料导向件800排出。
64.实施例二
65.如图8所示,基于上述实施例一,本发明提出的一种用于接线端子的自动插针方法,包括如下步骤,(需要说明的是,图8中r3为对r3方针处理的方针振动上料机构、夹料机构以及压针机构,同理如r1、r2、r4以及l4均是与方针对应的方针振动上料机构、夹料机构以及压针机构)
66.s100:上料,分别将r1,r2,r3,l4,r4号方针送入插针机(不同接线端子所需插针r1,r2,r3,l4号方针或r1,r2,r3,r4号方针),同时将基座输入至基座输送机构500的轨道;
67.s200:插针,将r1,r2,r3,l4或r4号方针在基座输送机构500的作用下依次传输至夹料机构700的取料点位,取料后将对应的方针插入基座内;再通过对应的压针机构900将插入基座内的方针压紧;
68.s210:将r1方针插入基座内,r1夹料机构将r1方针放入基座,轨道540带动拨叉块550按丝杆组件520方向往复运动,伺服电机510使轨道540在轨道支架530中滑动,将放入r1方针的产品通过r1夹料机构700送到基座上,随着轨道540将基座将基座移动至r1压针机构
的压针点位,r1压针机构900通过驱动气缸c920以及压针压件910向下压入插针,从而将r1方针插入基座内;
69.s220:r2夹料机构700将r2方针放入基座,基座输送机构500将基座送到r2压针机构900,r2压针机构900通过气缸c920向下压入r2方针。
70.s230:r3夹料机构700将r3方针放入基座,基座输送机构500将基座送到r3压针机构900,通过驱动气缸c920以及压针压件910向下压入r3方针;
71.若接线端子所需的方针是l4则进入步骤s230,若接线端子所需的方针是r4则进入步骤s240;
72.s230:l4夹料机构700将l4方针放入基座,基座输送机构500将基座送到l4压针机构900,通过驱动气缸c920以及压针压件910向下压入l4方针;
73.s240:r4夹料机构700将r4方针放入基座,基座输送机构500将基座送到r4压针机构900,r4压针机构通过驱动气缸c920向下压入r4方针;整个产品完成组装。
74.s300:下料,通过基座输送机构500将装配后的接线端子通过出料导向件800导出。
75.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
76.上述具体实施例仅仅是本发明的几种优选的实施例,基于本发明的技术方案和上述实施例的相关启示,本领域技术人员可以对上述具体实施例做出多种替代性的改进和组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1