一种大电流轴向高频谐振电容器及其制造方法与流程
1.本发明涉及一种电容器领域,具体是一种大电流轴向高频谐振电容器及其制造方法。
背景技术:
2.中国专利文献号为cn2899063y在2007年5月9日公开了一种高频谐振加热电容器,它包括壳体、电极和以及由数个电容器单元芯子相连接构成的电容器芯组,电容器芯组周围设有绝缘填料且置于壳体内,电容器干式结构,在电容器内部埋设了冷却器,冷却器的两个引出端与外部冷却管连接,电容器在工作时所产生的热量则可通过冷却器进行散热,但是在实际的使用过程中,电容器内部中心热量很难散出来,温升高,导致其容易出现失效、燃烧等负面效应,使用寿命短,给人们的使用带来了一定的不利影响。因此,有必要进一步改进。
技术实现要素:
3.本发明的目的旨在提供一种大电流轴向高频谐振电容器及其制造方法,以克服现有技术中的不足之处。
4.按此目的设计的一种大电流轴向高频谐振电容器,包括电容芯子和外壳,其特征在于:所述电容芯子由双面金属膜、单面金属膜、以及设置在所述双面金属膜与所述单面金属膜之间的中间膜卷绕而成,其内部设置有导热孔,表面喷有喷金层;所述外壳设置在所述电容芯子外侧、且相互之间还设置有密封灌注料。
5.所述双面金属膜包括第一薄膜介质、以及分布在所述第一薄膜介质双面的双面导电金属层;所述双面导电金属层相互之间设置有双面中留边。
6.所述单面金属膜包括第二薄膜介质、以及分布在所述第二薄膜介质单面的单面导电金属层;所述单面导电金属层相互之间设置有单面中留边,和/或所述单面导电金属层外侧设置有单面外留边。
7.所述中间膜为光膜或,或者,所述中间膜与所述单面金属膜结构相同的金属膜、且二者所述单面导电金属层为上下倒置。
8.所述双面中留边设置有若干个;所述双面导电金属层通过若干个所述双面中留边等距离、等尺寸的分布在所述第一薄膜介质双面。
9.或者,所述双面中留边设置有一个;所述双面导电金属层通过一个所述双面中留边分布在所述第一薄膜介质双面。
10.所述单面导电金属层上设置有单面中留边和单面外留边;所述单面中留边设置有若干个;所述单面外留边设置在所述单面导电金属层两外侧;所述单面导电金属层通过若干个所述单面中留边、两外侧所述单面导电金属层的配合等距离、等尺寸的分布在所述第二薄膜介质单面。
11.或者,所述单面导电金属层两外侧设置有所述单面外留边、且通过两外侧所述单
面外留边设置在所述第二薄膜介质单面中间位置。
12.所述第一薄膜介质的尺寸大于或小于所述第二薄膜介质、所述中间膜的尺寸。
13.所述第二薄膜介质的尺寸与所述中间膜的尺寸相同。
14.所述单面导电金属层的尺寸大于或等于所述双面导电金属层的尺寸。
15.所述双面中留边的尺寸与所述单面中留边的尺寸相同。
16.所述单面中留边的尺寸大于或小于所述单面外留边的尺寸。
17.所述第一薄膜介质、所述第二薄膜介质均为聚丙烯膜或聚酯膜;所述双面导电金属层、所述单面导电金属层均为镀铝层。
18.所述外壳为绝缘防爆壳体、且其上下端面呈敞开状;所述电容芯子放置在所述外壳内;所述导热孔上下端分别设置有引出螺母。
19.所述引出螺母外侧轴向线性延伸设置、且设置在所述导热孔内,所述引出螺母端面高于所述电容芯子端面;或者,所述引出螺母内侧轴向线性延伸设置、且设置在所述导热孔内,所述引出螺母外侧延伸有螺母环形侧边,并通过所述螺母环形侧边盖设在所述电容芯子端面;又或者,所述引出螺母内侧轴向线性延伸设置、且设置在所述导热孔内,所述引出螺母外侧延伸有螺母环形侧边、且通过所述螺母环形侧边连接有金属件,并与所述金属件配合盖设在所述电容芯子上;所述密封灌注料灌注在所述外壳、所述电容芯子、所述引出螺母或金属件之间。
20.所述外壳为金属防爆壳体、且设置有两个,两个所述外壳分别环形设置在所述电容芯子外侧、且相互之间的端面平齐;所述导热孔上下端分别设置有引出铜块。
21.所述引出铜块内侧轴向线性延伸设置、且设置在所述导热孔内,所述引出铜块外侧设置有环形凹槽,并通过所述环形凹槽盖设在所述电容芯子、所述外壳端面。
22.所述密封灌注料灌注在所述外壳、所述电容芯子、所述引出铜块之间。
23.一种大电流轴向高频谐振电容器制造方法,其特征在于:包括上述大电流轴向高频谐振电容器;其中,所述制造方法如下:步骤1:所述双面金属膜、所述中间膜、所述单面金属膜由上往下依次叠设,随后通过卷绕机进行卷绕,并形成圆柱形的所述电容芯子;步骤2:在所述电容芯子上喷涂所述喷金层,其中,所述喷金层喷涂若干次,开始两次喷锌,最后两次喷锌锡合金;步骤3:将喷有所述喷金层的所述电容芯子放置在所述外壳内;步骤4:在所述导热孔内部上下位置分别放置所述引出螺母,其中,上下所述引出螺母端面分别高于所述电容芯子端面3-8mm;步骤5:在所述引出螺母上设置有焊接孔,并将所述引出螺母底部与正对所述电容芯子的所述喷金层位置涂抹低温锡膏,再采用高温加锡对所述焊接孔进行焊接,使所述引出螺母底部与所述电容芯子的所述喷金层之间完成焊接固定;步骤6:上下所述引出螺母上分别设置有孔部,其中一个孔部为通孔,另一个为非通孔,在所述引出螺母的通孔上设置引出电极,随后利用所述密封灌注料对所述外壳、所述电容芯子、所述引出螺母或金属件、所述引出电极之间的端面位置进行密封封装,以最终完成所述大电流轴向高频谐振电容器的制造。
24.一种大电流轴向高频谐振电容器制造方法,其特征在于:包括上述大电流轴向高频谐振电容器;其中,所述制造方法如下:步骤1:所述双面金属膜、所述中间膜、所述单面金属膜由上往下依次叠设,随后通过卷绕机进行卷绕,并形成圆柱形的所述电容芯子;步骤2:在所述电容芯子上喷涂所述喷金层,其中,所述喷金层喷涂若干次,开始两次喷锌,最后两次喷锌锡合金;步骤3:将两个所述外壳分别套设在喷有所述喷金层的所述电容芯子外侧上下位置;步骤4:所述引出铜块设置有两个,两个所述引出铜块的所述环形凹槽设置有1-5mm、且内部分别涂抹锡膏,将所述引出铜块放置到加热平台上或者通过感应加热的手段,将锡膏全部溶解在所述环形凹槽内部;步骤5:将所述电容芯子上下位置分别压接到两个所述环形凹槽内部1-7s,使两个所述引出铜块与所述电容芯子端面之间完成焊接固定,随后将它们放置到工业酒精盒中进行冷却;步骤6:两个所述引出铜块上分别设置有孔部,其中一个孔部为通孔,另一个为非通孔,在所述引出铜块的通孔上设置引出电极,随后利用所述密封灌注料对所述外壳、所述电容芯子、所述引出铜块之间的侧面位置进行密封封装,以最终完成所述大电流轴向高频谐振电容器的制造。
25.本发明通过上述结构的改良,与现有技术相比,具有以下优点:1、双面金属膜的双面中留边间隙隔开,能够增大电容器的载流截面积,使电容器的耐流能力增大;双面金属膜、中间膜、单面金属膜为聚丙烯膜或聚酯膜介质,金属层镀铝,从而增加了双面金属膜、中间膜、单面金属膜的自愈性;采用双面金属膜的铝层做电极,提高了电容器的耐压场强和自愈性能,体积更小,减少了电容芯子并联的焊点数,降低电容器虚焊的故障率。
26.2、双面中留边、单面中留边、单面外留边的设置旨在保障电容器卷绕时,双面金属膜、中间膜、单面金属膜之间有一定的绝缘强度,同时留边之间的设置尺寸具有一定的范围,在控制电容器生产成本的基础上,有效地提高了电容器的耐高压的安全距离,避免爬电产生飞弧。
27.3、双面金属膜形成电容器的极板、且具有良好的自愈性,这是一个形成电容量和保持电容器电气特性的一个最关键的区域,它能保证合适的金属成分比例,防止交流条件下的电化学腐蚀,同时可以提高电容器的相对耐压,同时双面的镀铝层同样可以改变电容器的耐压、脉冲、dv/dt等电气特性,可作为感应加热设备中的高频大电流谐振使用。
附图说明
28.图1为本发明第一实施例的电容芯子第一应用例分解结构示意图。
29.图2为本发明第一实施例的电容芯子第二应用例分解结构示意图。
30.图3为本发明第一实施例的电容芯子第三应用例分解结构示意图。
31.图4为本发明第一实施例的电容芯子第四应用例分解结构示意图。
32.图5为本发明第一实施例的电容器装配结构示意图。
33.图6为本发明第一实施例的电容器装配剖视结构示意图。
34.图7为本发明第二实施例的电容器装配结构示意图。
35.图8为本发明第二实施例的电容器装配剖视结构示意图。
36.图9、图10为本发明第二实施例的引出螺母结构示意图。
37.图11为本发明第三实施例的电容器装配结构示意图。
38.图12为本发明第三实施例的电容器装配剖视结构示意图。
39.图13、图14为本发明第三实施例的引出螺母结构示意图。
40.图15为本发明第四实施例的电容器装配结构示意图。
41.图16为本发明第四实施例的电容器装配剖视结构示意图。
42.图17为本发明第五实施例的电容器装配结构示意图。
43.图18为本发明第五实施例的电容器装配剖视结构示意图。
44.图19为本发明第五实施例的引出螺母结构示意图。
具体实施方式
45.下面结合附图及实施例对本发明作进一步描述。
46.第一实施例参见图1-图6,本大电流轴向高频谐振电容器,包括电容芯子1和外壳3,所述电容芯子1由双面金属膜、单面金属膜、以及设置在所述双面金属膜与所述单面金属膜之间的中间膜10卷绕而成,其内部设置有导热孔23,表面喷有喷金层2;所述外壳3设置在所述电容芯子1外侧、且相互之间还设置有密封灌注料4。
47.所述双面金属膜包括第一薄膜介质11、以及分布在所述第一薄膜介质11双面的双面导电金属层12;所述双面导电金属层12相互之间设置有双面中留边13。
48.所述单面金属膜包括第二薄膜介质14、以及分布在所述第二薄膜介质14单面的单面导电金属层15;所述单面导电金属层15相互之间设置有单面中留边16,和/或所述单面导电金属层15外侧设置有单面外留边17。
49.所述中间膜10为光膜或,或者,所述中间膜10与所述单面金属膜结构相同的金属膜、且二者所述单面导电金属层15为上下倒置。
50.所述双面中留边13设置有若干个;所述双面导电金属层12通过若干个所述双面中留边13等距离、等尺寸的分布在所述第一薄膜介质11双面。
51.或者,所述双面中留边13设置有一个;所述双面导电金属层12通过一个所述双面中留边13分布在所述第一薄膜介质11双面。
52.所述单面导电金属层15上设置有单面中留边16和单面外留边17;所述单面中留边16设置有若干个;所述单面外留边17设置在所述单面导电金属层15两外侧;所述单面导电金属层15通过若干个所述单面中留边16、两外侧所述单面导电金属层15的配合等距离、等尺寸的分布在所述第二薄膜介质14单面。
53.或者,所述单面导电金属层15两外侧设置有所述单面外留边17、且通过两外侧所述单面外留边17设置在所述第二薄膜介质14单面中间位置。
54.所述第一薄膜介质11、所述第二薄膜介质14均为聚丙烯膜或聚酯膜;所述双面导电金属层12、所述单面导电金属层15均为镀铝层。
55.具体地讲,如图1所示,所述双面中留边13设置有若干个;所述双面导电金属层12通过若干个所述双面中留边13等距离、等尺寸的分布在所述第一薄膜介质11双面。所述单面导电金属层15上设置有单面中留边16和单面外留边17;所述单面中留边16设置有若干个;所述单面外留边17设置在所述单面导电金属层15两外侧;所述单面导电金属层15通过若干个所述单面中留边16、两外侧所述单面导电金属层15的配合等距离、等尺寸的分布在所述第二薄膜介质14单面。所述中间膜10与所述单面金属膜结构相同的金属膜、且二者所述单面导电金属层15为上下倒置。即所述中间膜10的所述单面导电金属层15朝下,所述单面金属膜的所述单面导电金属层15朝上。
56.以上所述第一薄膜介质11为聚丙烯pet膜,所述第二薄膜介质14、所述中间膜10为聚酯pp膜;所述双面金属膜、所述中间膜、所述单面金属膜之间可以形成六串膜。其中,所述中间膜、所述单面金属膜之间的重叠卷绕,可以使所述电容芯子1之间的镀层铝电极增加,可以有效增加电容器的过流能力,产品损耗小,esr小,产品的发热量小。
57.如图2所示,所述双面中留边13设置有若干个;所述双面导电金属层12通过若干个所述双面中留边13等距离、等尺寸的分布在所述第一薄膜介质11双面。所述单面导电金属层15上设置有单面中留边16和单面外留边17;所述单面中留边16设置有若干个;所述单面外留边17设置在所述单面导电金属层15两外侧;所述单面导电金属层15通过若干个所述单面中留边16、两外侧所述单面导电金属层15的配合等距离、等尺寸的分布在所述第二薄膜介质14单面。所述中间膜10为光膜,光膜指的即是没有蒸镀金属镀层的一条薄膜介质。
58.以上所述第一薄膜介质11为聚丙烯pet膜,所述第二薄膜介质14、所述中间膜10为聚酯pp膜;所述双面金属膜、所述中间膜、所述单面金属膜之间可以形成六串膜。其中,所述中间膜、所述单面金属膜之间的重叠卷绕,可以使所述电容芯子1之间的镀层铝电极增加,可以有效增加电容器的过流能力,产品损耗小,esr小,产品的发热量小。
59.如图3所示,所述双面中留边13设置有一个;所述双面导电金属层12通过一个所述双面中留边13分布在所述第一薄膜介质11双面。所述单面导电金属层15两外侧设置有所述单面外留边17、且通过两外侧所述单面外留边17设置在所述第二薄膜介质14单面中间位置。所述中间膜10与所述单面金属膜结构相同的金属膜、且二者所述单面导电金属层15为上下倒置。即所述中间膜10的所述单面导电金属层15朝下,所述单面金属膜的所述单面导电金属层15朝上。
60.以上所述第一薄膜介质11为聚丙烯pet膜,所述第二薄膜介质14、所述中间膜10为聚酯pp膜;所述双面金属膜、所述中间膜、所述单面金属膜之间可以形成二串膜。其中,所述中间膜、所述单面金属膜之间的重叠卷绕,可以使所述电容芯子1之间的镀层铝电极增加,可以有效增加电容器的过流能力,产品损耗小,esr小,产品的发热量小。
61.如图4所示,,所述双面中留边13设置有一个;所述双面导电金属层12通过一个所述双面中留边13分布在所述第一薄膜介质11双面。所述单面导电金属层15两外侧设置有所述单面外留边17、且通过两外侧所述单面外留边17设置在所述第二薄膜介质14单面中间位置。所述中间膜10为光膜,光膜指的即是没有蒸镀金属镀层的一条薄膜介质。
62.以上所述第一薄膜介质11为聚丙烯pet膜,所述第二薄膜介质14、所述中间膜10为聚酯pp膜;所述双面金属膜、所述中间膜、所述单面金属膜之间可以形成二串膜。其中,所述中间膜、所述单面金属膜之间的重叠卷绕,可以使所述电容芯子1之间的镀层铝电极增加,
可以有效增加电容器的过流能力,产品损耗小,esr小,产品的发热量小。
63.其中,图1-图4中的所述双面金属膜要求一面的方阻值≤1.2ω/
□
,另一面的方阻值≤1.0ω/
□
,所述单面金属膜要求的方阻值要求为1-3ω/
□
。
64.所述第一薄膜介质11的尺寸大于或小于所述第二薄膜介质14、所述中间膜10的尺寸。
65.所述第二薄膜介质14的尺寸与所述中间膜10的尺寸相同。
66.所述单面导电金属层15的尺寸大于或等于所述双面导电金属层12的尺寸。
67.所述双面中留边13的尺寸与所述单面中留边16的尺寸相同。
68.所述单面中留边16的尺寸大于或小于所述单面外留边17的尺寸。
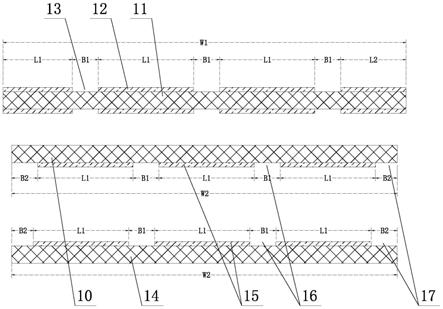
69.如图1、图2所示,所述第一薄膜介质11的尺寸为w1大于所述第二薄膜介质14、所述中间膜10的尺寸w2。所述双面导电金属层12、所述单面导电金属层15的尺寸同为l1。所述双面中留边13、所述单面中留边16的尺寸同为b1。所述双面中留边13、所述单面中留边16的尺寸b1大于所述单面外留边17的尺寸为b2。
70.如图3、图4所示,所述第一薄膜介质11的尺寸为w1大于所述第二薄膜介质14、所述中间膜10的尺寸w2。所述双面导电金属层12的尺寸l1小于所述单面导电金属层15的尺寸l2。所述双面中留边13的尺寸b1大于所述单面外留边17的尺寸为b2。
71.所述外壳3为绝缘防爆壳体、且其上下端面呈敞开状;所述电容芯子1放置在所述外壳3内;所述导热孔23上下端分别设置有引出螺母5。
72.所述引出螺母5外侧轴向线性延伸设置、且设置在所述导热孔23内,所述引出螺母5端面高于所述电容芯子1端面。
73.所述密封灌注料4灌注在所述外壳3、所述电容芯子1、所述引出螺母5之间。
74.上述大电流轴向高频谐振电容器制造方法如下:步骤1:所述双面金属膜、所述中间膜10、所述单面金属膜由上往下依次叠设,随后通过卷绕机进行卷绕,并形成圆柱形的所述电容芯子1;步骤2:在所述电容芯子1上喷涂所述喷金层2,其中,所述喷金层2喷涂若干次,开始两次喷锌,最后两次喷锌锡合金,以增加可焊性;步骤3:将喷有所述喷金层2的所述电容芯子1放置在所述外壳3内;步骤4:在所述导热孔23内部上下位置分别放置所述引出螺母5,其中,上下所述引出螺母5端面分别高于所述电容芯子1端面3-8mm,本实施例优选为5-6mm,步骤5:在所述引出螺母5上设置有焊接孔,并将所述引出螺母5底部与正对所述电容芯子1的所述喷金层2位置涂抹低温锡膏,再采用高温加锡对所述焊接孔进行焊接,使所述引出螺母5底部与所述电容芯子1的所述喷金层2之间完成焊接固定;步骤6:上下所述引出螺母5上分别设置有孔部,其中一个孔部为通孔,另一个为非通孔,在所述引出螺母5的通孔上设置引出电极,随后利用所述密封灌注料4对所述外壳3、所述电容芯子1、所述引出螺母5、所述引出电极之间的端面位置进行密封封装,以最终完成所述大电流轴向高频谐振电容器的制造。
75.其中所述电容芯子1的芯轴采用大芯轴卷绕,保证其芯子内部热量可以通过所述引出螺母5散掉。绝缘防爆的所述外壳3能够增加所述电容芯子1的阻燃抗爆性,其采用fr4,或smc制作圆形绝缘外壳,散热好,可靠性高,同比包胶纸产品,不燃烧。
76.本实施例优选上下所述引出螺母5端面分别高于所述电容芯子1端面5-6mm,能够通过所述引出螺母5快速将所述电容芯子1热量带走;所述焊接孔的设置能够保证高温焊时所述电容芯子1的所述喷金层2与所述引出螺母5的可焊接性,高温加锡焊接与锡膏的配合,可以快速均匀融化,保证所述引出螺母5底部与所述电容芯子1的所述喷金层2的焊接可靠性,增加过电流能力。所述引出螺母5内部延伸到所述导热孔23内部,具体延伸尺寸根据最大安全爬电距离绝缘决定,通过所述引出螺母5内部将所述电容芯子1内部热量快速带出。因引出电极客户使用时都是通过水冷板与引出电极接触,在大电流时所述引出螺母5根本不存在发热,且客户安装铜板接近所述电容芯子1的封装面,通过这些能够快速将电容器产品本身热量快速带走,增加产品的过流能力。所述密封灌注料4为灌封环氧树脂。
77.具体地讲,所述引出螺母5内部延伸尺寸与卷绕芯轴内孔尺寸一致,在18-30之间,根据尺寸要求选取芯轴,谐振电流可以达到50-150a(无水冷)和200-300a(水冷时)。
78.利用上述制造方法生产出来的大电流轴向高频谐振电容器,可以用于大功率感应加热设备的谐振电路,各种中频、超音频等电子设备的串、并联谐振电路,作功率输出变压器,初级、次级lc并联谐振等,使用范围广。
79.第二实施例参见图7-图10,本大电流轴向高频谐振电容器及其制造方法,其不同于第一实施例之处在于:所述引出螺母5内侧轴向线性延伸设置、且设置在所述导热孔23内,所述引出螺母5外侧延伸有螺母环形侧边51,并通过所述螺母环形侧边51盖设在所述电容芯子1端面。
80.具体地讲,所述引出螺母5内部延伸尺寸与卷绕芯轴内孔尺寸一致,采用内径30卷轴卷绕,所述引出螺母5外径50以上,谐振电流可以达到150-350a(无水冷时)和400-600a(水冷时),可以根据尺寸要求选取芯轴。
81.所述引出螺母5和所述螺母环形侧边51之间直接采用铜块一次性加工成型,也可以分别对所述引出螺母5和所述螺母环形侧边51采用铜块加工成型后,再相互焊接固定。所述引出螺母5外围与芯轴尺寸相当、且作为电容芯子1端面的焊接面,所述引出螺母5底部面加工铣平整,外观处理完成后在加工攻牙纹。
82.其它未述部分同第一实施例。
83.第三实施例参见图11-图14,本大电流轴向高频谐振电容器及其制造方法,其不同于第一实施例之处在于:所述引出螺母5内侧轴向线性延伸设置、且设置在所述导热孔23内,所述引出螺母5外侧延伸有螺母环形侧边51、且通过所述螺母环形侧边51连接有金属件8,并与所述金属件8配合盖设在所述电容芯子1上。
84.具体地讲,所述外壳3、所述金属件8的外围呈圆形;所述螺母环形侧边5外围设置有螺纹部,所述金属件8为铝块或铜块,其内圈也是设置有螺纹部,刚好与所述螺母环形侧边5的螺纹部相互紧密配合到,所述引出螺母5和所述金属件8同时对所述电容芯子1端面、外侧至少部分进行包裹,所述电容芯子1外侧中间位置则被所述外壳3包裹,所述金属件8上方开设有两个封装防爆孔供所述密封灌注料4注入,从而有效保证了产品的密封性。
85.在所述引出螺母5与所述金属件8之间接触位置涂抹银浆料、或者低温锡膏、又或者其他焊接金属,加温使其融化保证所述引出螺母5与所述金属件8之间接触性,保证产品
的散热性和整体效果的一致性,从而更加增强了产品的整体散热性,所述金属件8可以根据所述引出螺母5进行位置调整,从而增加过产品的过流能力,加强散热能力,实用性强。
86.所述引出螺母5和所述螺母环形侧边51之间直接采用铜块一次性加工成型,也可以分别对所述引出螺母5和所述螺母环形侧边51采用铜块加工成型后,再相互焊接固定。所述引出螺母5外围与芯轴尺寸相当、且作为电容芯子1端面的焊接面,所述引出螺母5底部面加工铣平整,外观处理完成后在加工攻牙纹。所述螺母环形侧边51外围则直接加工出螺纹部。
87.其它未述部分同第一实施例。
88.其它未述部分同第一实施例。
89.第四实施例参见图15、图16,本大电流轴向高频谐振电容器及其制造方法,其不同于第三实施例之处在于:所述外壳3、所述金属件8的外围呈方形。所述金属件8四周增加四个安装孔,可以便于产品的装配,同时还能进一步地增加产品散热接触能力。
90.其它未述部分同第三实施例。
91.第五实施例参见图17-图19,本大电流轴向高频谐振电容器及其制造方法,其不同于第一实施例之处在于:所述外壳3为金属防爆壳体、且设置有两个,两个所述外壳3分别环形设置在所述电容芯子1外侧、且相互之间的端面平齐;所述导热孔23上下端分别设置有引出铜块6。
92.所述引出铜块6内侧轴向线性延伸设置、且设置在所述导热孔23内,所述引出铜块6外侧设置有环形凹槽7,并通过所述环形凹槽7盖设在所述电容芯子1、所述外壳3端面。
93.所述密封灌注料4灌注在所述外壳3、所述电容芯子1、所述引出铜块6之间。
94.上述大电流轴向高频谐振电容器制造方法如下:步骤1:所述双面金属膜、所述中间膜10、所述单面金属膜由上往下依次叠设,随后通过卷绕机进行卷绕,并形成圆柱形的所述电容芯子1;步骤2:在所述电容芯子1上喷涂所述喷金层2,其中,所述喷金层2喷涂若干次,开始两次喷锌,最后两次喷锌锡合金;步骤3:将两个所述外壳3分别套设在喷有所述喷金层2的所述电容芯子1外侧上下位置;步骤4:所述引出铜块6设置有两个,两个所述引出铜块6的所述环形凹槽7设置有1-5mm、且内部分别涂抹锡膏,将所述引出铜块6放置到加热平台上或者通过感应加热的手段,将锡膏全部溶解在所述环形凹槽7内部;步骤5:将所述电容芯子1上下位置分别压接到两个所述环形凹槽7内部1-7s,使两个所述引出铜块6与所述电容芯子1端面之间完成焊接固定,随后将它们放置到工业酒精盒中进行冷却;步骤6:两个所述引出铜块6上分别设置有孔部,其中一个孔部为通孔,另一个为非通孔,在所述引出铜块6的通孔上设置引出电极,随后利用所述密封灌注料4对所述外壳3、所述电容芯子1、所述引出铜块6之间的侧面位置进行密封封装,以最终完成所述大电流轴向高频谐振电容器的制造。
95.本实施例所述外壳3为铝环或者铜环外壳,其能够增加所述电容芯子1的阻燃抗爆
性,其采用铝环和铜环直接紧靠所述电容芯子1和引出电极,散热好,可靠性高,同比包胶纸产品,不燃烧,当引出电极通过用户水冷铜板装配散热时同样金属环同步将其芯子外围温度快速散掉,金属环不用绝缘直接与所述电容芯子1表面接触。
96.要酒精冷却时,冷却酒精的深度小于或等于引出电极的厚度,此焊接方式有效增加了所述电容芯子1的过电流能力和电容器整个芯子端面焊接到所述引出铜块6电极中。
97.所述引出铜块6内部延伸到所述导热孔23内部,具体延伸尺寸根据最大安全爬电距离绝缘决定,通过所述引出铜块6内部将所述电容芯子1内部热量快速带出。因引出电极客户使用时都是通过水冷板与引出电极接触,在大电流时所述引出铜块6根本不存在发热,且客户安装铜板与整个所述引出铜块6接触,水冷散热,通过这些能够快速将电容器产品本身热量快速带走,增加产品的过流能力。
98.所述密封灌注料4为灌封环氧树脂,其直接灌封到所述外壳3和所述电容芯子1侧面空隙位置灌封,有效保证产品的密封性和抗氧化性。
99.具体地讲,所述引出铜块6内部延伸尺寸与卷绕芯轴内孔尺寸一致,采用内径30的卷轴卷绕,所述引出铜块6外径50以上,谐振电流可以达到300-600a(无水冷时)和800-1200a(水冷时),可以根据尺寸要求选取芯轴。
100.所述引出铜块6呈方形,其中部位置及四周分别设置有铜螺母9;其中,四周的铜螺母9单独设置后再焊接在所述引出铜块6上,中间的铜螺母9和所述引出铜块6之间直接采用铜块一次性加工成型,或者,四周的铜螺母9和所述引出铜块6之间直接采用铜块一次性加工成型,中间的铜螺母9单独设置后再焊接在所述引出铜块6上。 所述中间的铜螺母9外围与芯轴尺寸相当、且作为电容芯子1端面的焊接面,所述中间的铜螺母9底部面加工铣平整,外观处理完成后在加工攻牙纹。
101.其它未述部分同第一实施例。
102.上述为本发明的优选方案,显示和描述了本发明的基本原理、主要特征和本发明的优点。本领域的技术人员应该了解本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1