一种异形线圈的加工工艺的制作方法
1.本发明涉及一种异形空心线圈,特别是一种异形线圈的加工工艺。
背景技术:
2.随着技术水平的提高,对空心线圈外形的需求也逐渐增加;如对于安装在水管外部的流量计而言,该流量计为了减小整体外形并提高其安装稳定性,需要将自身的外形设计成圆弧形并紧贴在圆柱形的水管外壁,这就使得流量计内部的空心线圈也需对应的加工成圆弧外形,以适应圆弧样式的流量计壳体。但目前的空心线圈由于受到加工工艺的限制,导致其外形在卷绕成型后便为环形平面结构无法满足用户对空心线圈的外形需求。若利用压弯机将薄片状的空心线圈直接压成弧形结构,则会造成空心线圈在压弯过程中的松散,即线圈中相邻漆包线之间的相互分离并形成若干活动的单根线圈,无法达到所需的压弯效果。
3.因此,需要一种对圆弧形结构的异形空心线圈的加工工艺,从而防止异形空心线圈在加工过程中的漆膜破损和线圈松散。
技术实现要素:
4.本发明的目的在于,提供一种异形线圈的加工工艺。它能够实现对异形空心线圈的加工,并防止异形空心线圈在加工过程中的漆膜破损和线圈松散。
5.本发明的技术方案:一种异形线圈的加工工艺,包括以下步骤:
6.①
利用自粘漆对漆包线表面进行上漆,形成自粘漆包线,然后对该自粘漆包线进行卷绕形成平面外形的空心线圈,得a空心线圈;
7.②
将a空心线圈放置在下模座上,得b空心线圈;
8.③
对空心线圈进行加热或通电,使b空心线圈表面的自粘漆由固态转化为熔融状态,得c空心线圈;
9.④
由上模板对c空心线圈进行压合,使c空心线圈在上模板和下模座的相互挤压下由平面外形变为圆弧外形,得d空心线圈;
10.⑤
对d空心线圈进行冷却使自粘漆重新固化,得成品空心线圈。
11.前述的一种异形线圈的加工工艺中,所述步骤
②
中a空心线圈在放置后,由下模座对a空心线圈的中心孔进行定位,并施加向外的挤压力,使a空心线圈保持夹紧状态。
12.前述的一种异形线圈的加工工艺还包括一种加工装置,所述加工装置包括上模板和下模座,上模板和下模座上均设有圆弧形的压合面,上模板的上端连接有升降架,升降架的外部连接有驱动杆,升降架的内侧连接有限位环,限位环的下端穿过上模板并延伸至下方,下模座的外侧设有通电装置或加热装置。
13.前述的一种异形线圈的加工工艺中,所述上模板的中部设有扣合限位环的开口,所述限位环的上端穿过开口并可拆卸连接有限位板,限位板滑动连接在升降架的下端,限位板和升降架之间设有第一弹性件。
14.前述的一种异形线圈的加工工艺中,所述限位板经立柱滑动连接升降架,所述第一弹性件套设在立柱的外部,第一弹性件的两端分别与限位板和升降架相互贴合。
15.前述的一种异形线圈的加工工艺中,所述立柱的两端分别延伸至限位板和升降架的外侧并连接有限位螺母,立柱的侧壁上涂有刻度表。
16.前述的一种异形线圈的加工工艺中,所述下模座的压合面中部设有圆孔,圆孔的四周分布有多个定位杆,定位杆的下端转动连接有定位座,定位杆的一侧设有连接有定位座的第二弹性件,定位座的下端经第三弹性件连接下模座;所述下模座的压合面上设有若干长条孔,所述定位杆的上端穿过长条孔延伸至下模座的压合面上方。
17.前述的一种异形线圈的加工工艺中,所述升降架的中部螺纹连接有控制杆,控制杆的下端穿过限位环延伸至下方,控制杆的中部设有调节螺母。
18.前述的一种异形线圈的加工工艺中,所述升降架的两侧设有安装壁,上模板的两侧可拆卸连接在安装壁上。
19.前述的一种异形线圈的加工工艺中,所述加热装置包括位于下模座下方的热风管,所述下模座的压合面上分布有若干透气孔。
20.与现有技术相比,本发明具有以下特点:
21.(1)本发明通过在空心线圈表面涂覆的自粘漆,使得成型后的空心线圈能够在通电或加热状态下二次粘合,并配合加工装置对空心线圈在漆膜熔融状态进行压弯,从而有效避免漆膜在压弯过程中的开裂破损,并使漆膜在空心线圈成型后重新粘合,保证线圈中相邻漆包线的粘合稳定性;
22.(2)通过设置在下模座上的定位杆,能够在空心线圈放置后对其的中心孔进行限位和预紧,使空心线圈在压合过程中保持中心位置,并防止空心线圈在变形后的松散,从而提高空心线圈的压合稳定性和成型效果;通过限位环和限位板的结构配合,则能够在压合过程中对上模板起到下定位的功能,即上模板压合到位时,利用下模座、限位环和限位板的配合对升降架进行支撑限位,从而避免上模板的过度下压造成空心线圈的受损;
23.(3)在上述基础上,通过控制杆和升降架的配合,还能够在压合过程中对定位杆的高度进行控制,使得定位杆能够随上模板的下压配合下降,一方面避免定位杆和上模板的相互干涉,另一方面有效减小定位杆和上模板之间的间隙,即提高对空心线圈在压合过程中的限位效果;同时,由于定位杆能够避免和上模板的相互碰撞,使其能够提高在初始状态时的限位高度,即进一步提高对空心线圈在变形时的限位效果;
24.(4)通过立柱和刻度表的设置,则能够使作业人员对限位环的高度位置进行读数,通过调节螺母和限位板的配合则能够对限位环的压紧高度进行调整;而在上述配合下,使得作业人员能够根据空心线圈的厚度准确调整上模板在处于完全下压时与下模座之间的间隙,进一步提高其压合效果;
25.所以,本发明能够实现对异形空心线圈的加工,并提高空心线圈的成型稳定性。
附图说明
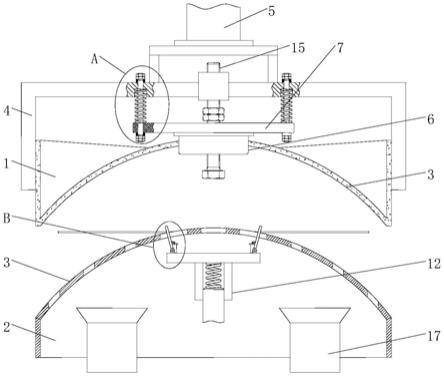
26.图1是实施例1在初始状态的结构示意图;
27.图2是图1的a向放大图;
28.图3是图1的b向放大图;
29.图4是下模座的俯视图;
30.图5是定位杆和第二弹性件的连接示意图;
31.图6是加工装置在压合至控制杆接触定位座时的结构示意图;
32.图7是加工装置在完全压合时的结构示意图;
33.图8是实施例2的结构示意图。
34.附图中的标记为:1-上模板,2-下模座,3-压合面,4-升降架,5-驱动杆,6-限位环,7-限位板,8-第一弹性件,9-立柱,10-限位螺母,11-定位杆,12-定位座,13-第二弹性件,14-第三弹性件,15-控制杆,16-调节螺母,17-热风管,201-长条孔。
具体实施方式
35.下面结合附图和实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
36.实施例1。一种异形线圈的加工工艺,包括以下步骤:
37.①
利用自粘漆对漆包线表面进行上漆,形成自粘漆包线,该自粘漆层为现有具有二次粘合功能的自粘漆,该自粘漆在空心线圈卷绕成型后可通过加热或通电的方式进行二次粘合;然后对该自粘漆包线进行卷绕形成偏平状外形的空心线圈,得a空心线圈;
38.②
将a空心线圈放置在下模座上,得b空心线圈;
39.③
对空心线圈进行加热或通电,使b空心线圈表面的自粘漆由固态转化为熔融状态,得c空心线圈;
40.④
由上模板对c空心线圈进行压合,使c空心线圈在上模板和下模座的相互挤压下由偏平状外形变为沿厚度方向整体弯曲的圆弧外形,得d空心线圈;
41.⑤
对d空心线圈进行冷却使自粘漆重新固化,得成品空心线圈。
42.所述步骤
②
中a空心线圈在放置后,由下模座对a空心线圈的中心孔进行定位,并施加向外的挤压力,使a空心线圈保持夹紧状态。
43.该异形线圈的加工工艺还包括一种加工装置,所述加工装置,构成如图1-7所示,包括上模板1和下模座2,上模板1和下模座2上均设有圆弧形的压合面3,上模板1的上端连接有升降架4,升降架4的外部连接有驱动杆5,升降架4的内侧连接有限位环6,限位环6的下端穿过上模板1并延伸至下方,下模座2的外侧设有加热装置。
44.所述上模板1的中部设有扣合限位环6的开口,所述限位环6的上端穿过开口并可拆卸连接有限位板7,限位板7滑动连接在升降架4的下端,限位板7和升降架4之间设有第一弹性件8,该第一弹性件8可选用压簧。
45.所述限位板7经立柱9滑动连接升降架4,所述第一弹性件8套设在立柱9的外部,第一弹性件8的两端分别与限位板7和升降架4相互贴合。
46.所述立柱9的两端分别延伸至限位板7和升降架4的外侧并连接有限位螺母10,立柱9两端的限位螺母10内侧均设有隔套,立柱9的侧壁上涂有刻度表,作业人员可通过该刻度表计算出下模座2在处于压紧状态下的高度。
47.所述下模座2的压合面3中部设有圆孔,圆孔的四周分布有多个定位杆11,定位杆11的下端转动连接有定位座12,定位杆11的一侧设有连接有定位座12的第二弹性件13,第二弹性件13可选用扭簧,定位座12的下端经第三弹性件14连接下模座2,第三弹性件14可选
用压簧;所述下模座2的压合面3上设有若干长条孔201,所述定位杆11的上端穿过长条孔201延伸至下模座2的压合面3上方;所述定位座12上设有对定位杆11下端进行角度限位的挡板,定位杆11在挡板限位下其上端处于长条孔201内。
48.所述升降架4的中部螺纹连接有控制杆15,控制杆15的下端穿过限位环6延伸至下方,控制杆15的中部设有调节螺母16。
49.所述升降架4的两侧设有安装壁,上模板1的两侧可拆卸连接在安装壁上。
50.所述加热装置包括位于下模座2下方的热风管17,所述下模座2的压合面3上分布有若干透气孔。
51.本发明的工作原理:本发明在使用时,先将带有自粘漆层的漆包线卷绕成平面结构的空心线圈,然后将空心线圈放置在下模座2上,并将其套设在定位杆11的外部。将空心线圈放置后通过中心孔对定位杆11进行嵌套,使定位杆11克服第二弹性件13后向内转动收缩。定位杆11在第二弹性件13的作用下则能够对空心线圈进行定位,使空心线圈保持中间位置并避免线圈的松散。空心线圈放置后,先根据空心线圈和压合面3的外形调整控制杆15的底面高度,使得当控制杆15与定位座12接触时,上模板1的压合面3与定位杆11之间留有10mm左右的间隙。控制杆15定位后,再根据空心线圈的厚度调整调节螺母16的底面高度,进而当上模板1压合到位时,限位板7的上端接触调节螺母16并对升降架4进行高度限位。
52.压合时,由上方的驱动杆5带动升降架4下降,使下模座2底部的压合面3向下移动并对空心线圈进行压合;空心线圈在压合过程中其内侧的中心孔随空心线圈的弯曲形成孔型变化,而定位杆11则在第二弹性件13的作用下随中心孔的孔型变化作配合转动,并保持对空心线圈内圆的挤压限位,从而保证对空心线圈的中心限位和压紧效果,避免线圈的松散。当升降架4移动至控制杆15贴合定位座12时,此时上模板1的压合面3和定位杆11在高度方向上留有间隙,而升降架4的后续下压则带动定位座12一同向下移动,即保证该压合面3和定位杆11之间的间隙存在,保证定位杆11的转动和张紧稳定性。当升降架4移动至限位环6接触下模座2的压合面3时,下模座2经限位环6对限位板7进行高度限位,使限位板7随升降架4的继续下压与升降架4形成相对滑动并造成第一弹性件8的收缩;使得限位板7保持高度不变,上模板1继续下压对空心线圈进行压合。当上模板1下压至调节螺母16接触限位板7时,此时上模板1处于完全压合状态,并利用限位板7对升降架4进行高度限位,从而避免升降架4的过度下压,保证空心线圈的压合稳定性。
53.空心线圈在压合前,先由热风管17对空心线圈进行加热使漆包线表面的自粘漆受热变为熔融状态;待上模板1对空心线圈压合成型后,空心线圈自然冷却使自粘漆重新固化,并对成型后的异形空心线圈进行二次粘合,使相邻漆包线表面的漆膜能够相互粘合并使该空心线圈保持一体式结构,避免漆膜的开裂和线圈的松散。上模板1在自粘漆层固化后复位,再由作业人员将空心线圈取下,实现对异形空心线圈的加工成型。
54.实施例2。一种异形线圈的加工工艺,包括以下步骤:
55.①
利用自粘漆对漆包线表面进行上漆,形成自粘漆包线,该自粘漆层为现有具有二次粘合功能的自粘漆,该自粘漆在空心线圈卷绕成型后可通过加热或通电的方式进行二次粘合;然后对该自粘漆包线进行卷绕形成偏平状外形的空心线圈,得a空心线圈;
56.②
将a空心线圈放置在下模座上,得b空心线圈;
57.③
对空心线圈进行加热或通电,使b空心线圈表面的自粘漆由固态转化为熔融状
态,得c空心线圈;
58.④
由上模板对c空心线圈进行压合,使c空心线圈在上模板和下模座的相互挤压下由偏平状外形变为沿厚度方向整体弯曲的圆弧外形,得d空心线圈;
59.⑤
对d空心线圈进行冷却使自粘漆重新固化,得成品空心线圈。
60.所述步骤
②
中a空心线圈在放置后,由下模座对a空心线圈的中心孔进行定位,并施加向外的挤压力,使a空心线圈保持夹紧状态。
61.该异形线圈的加工工艺还包括一种加工装置,所述加工装置,构成如图8所示,包括上模板1和下模座2,上模板1和下模座2上均设有圆弧形的压合面3,上模板1的上端连接有升降架4,升降架4的外部连接有驱动杆5,升降架4的内侧连接有限位环6,限位环6的下端穿过上模板1并延伸至下方,下模座2的外侧设有通电装置,该通电装置可选择常规带有正负极通电夹的通电装置,空心线圈在压合时其两端分别引出至外侧并连接通电夹,从而利用通电装置对空心线圈进行通电实现自粘漆层的二次粘合;所述下模座2的中部设有供内侧漆包线穿过的圆孔。
62.所述上模板1的中部设有扣合限位环6的开口,所述限位环6的上端穿过开口并可拆卸连接有限位板7,限位板7滑动连接在升降架4的下端,限位板7和升降架4之间设有第一弹性件8,该第一弹性件8可选用压簧。
63.所述限位板7经立柱9滑动连接升降架4,所述第一弹性件8套设在立柱9的外部,第一弹性件8的两端分别与限位板7和升降架4相互贴合。
64.所述立柱9的两端分别延伸至限位板7和升降架4的外侧并连接有限位螺母10,立柱9两端的限位螺母10内侧均设有隔套,立柱9的侧壁上涂有刻度表,作业人员可通过该刻度表计算出下模座2在处于压紧状态下的高度。
65.所述下模座2的压合面3中部设有圆孔,圆孔的四周分布有多个定位杆11,定位杆11的下端转动连接有定位座12,定位杆11的一侧设有连接有定位座12的第二弹性件13,定位座12的下端经第三弹性件14连接下模座2;所述下模座2的压合面3上设有若干长条孔201,所述定位杆11的上端穿过长条孔201延伸至下模座2的压合面3上方。
66.所述升降架4的中部螺纹连接有控制杆15,控制杆15的下端穿过限位环6延伸至下方,控制杆15的中部设有调节螺母16。
67.所述升降架4的两侧设有安装壁,上模板1的两侧可拆卸连接在安装壁上。
68.本实施例利用通电装置代替加热装置对空心线圈进行处理,使空心线圈表面的自粘漆在通电后同样能够处于熔融状态,从而达到空心线圈所需的成型效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1