一种动力型铅蓄电池及制备方法与流程
1.本发明属于蓄电池技术领域,涉及一种动力型铅蓄电池及制备方法。
背景技术:
2.铅蓄电池因其具有稳定可靠、无记忆效应、价格低廉、可做成单体大容量电池等优点,被广泛用作汽车启动电源、不间断电源、从电动自行车到柴油潜艇的动力电源和储能电源等领域,其产量和储电量仍然雄踞化学电源之首。
3.铅膏作为铅蓄电池的核心部件,铅膏是极板活性物质的母体,是由一定氧化度和表观密度的铅粉与水和硫酸通过机械搅拌混合而形成的具有一定可塑性的膏状物质,铅膏在铅蓄电池的作用主要是为电化学反应提供和储存所需的物质。
4.在铅蓄电池制备过程中需要将铅膏均匀、连续地喷涂到板栅上,从而保证极板的高效使用率,现有铅膏喷涂到板栅上时,因喷头堵塞或铅膏在流道内流速缓慢不均匀等原因导致涂覆在板栅上的铅膏不均匀,导致残次品增多,影响铅蓄电池的成品率。其中喷头堵塞是造成铅膏喷涂不连续、不均匀的主要原因。因此急需要一种通过控制铅膏匀速流通的的工艺对板栅进行铅膏的喷涂。
技术实现要素:
5.为解决背景技术中存在的问题,本发明提出了一种动力型铅蓄电池及制备方法。
6.为了实现上述目的,本发明采用的技术方案如下:
7.一种动力型铅蓄电池,包括极群、隔板、铅连接条、极柱和电池壳体,极群包括交替叠放的正极板和负极板,正极板由正极板栅和喷涂在正极板栅上的正极铅膏组成,负极板由负极板栅和喷涂在负极板栅上的负极铅膏组成。
8.步骤一、正极板栅和负极板栅分别进行预处理,采用氧化还原法对其表面修饰,去除表面皂化油和氧化层,预处理后分别对正极板栅、负极板栅喷涂与之对应的正极铅膏、负极铅膏,得到正极板和负极板,正极铅膏、负极铅膏流动喷涂状态下,喷涂管腔(4)向其内部抽吸气流,根据气流压强的异常变化,调整喷头;
9.步骤二、隔板和得到的正极板、负极板焊接成极群;
10.步骤三、将焊接好的极群配合其他部件装配至电池壳体内,并向电池壳体内部注入电解液,再将组装完成的铅蓄电池进行充电测试。
11.与现有技术相比,本发明具有以下有益效果:本发明中铅膏通过喷涂箱喷涂在正极栅板或负极栅板上,触发件能够实时监测铅膏在喷涂箱内的流速,当喷头发生堵塞时,触发件及时向plc控制器反馈,plc控制器驱动第三电机转动,进而带动喷头组转动,未发生堵塞的喷头移动到喷涂管腔下方,并与之配合,使得铅膏从喷涂箱继续正常喷涂;通过第一驱动件和第二驱动件配合,铅膏能够均匀、连续地喷涂在板栅上,减少次品产生,提高铅蓄电池的成品率。
附图说明
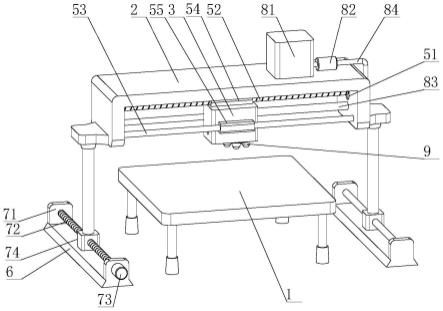
12.图1是本发明中喷涂设备的结构示意图;
13.图2是本发明中喷涂箱的结构示意图;
14.图3是本发明中喷涂箱的剖视图;
15.图4是本发明中扇叶轮与齿条啮合的剖视图。
16.图中:1、工作台;2、支撑架;3、喷涂箱;4、喷涂管腔;5、第一驱动件;6、底座;7、第二驱动件;8、供料机构;9、喷头组;10、第三驱动件;11、触发件;51、第一电机;52、第一螺杆;53、第一滑杆;54、第一连接块;55、第二连接块;71、立板;72、第二螺杆;73、第二电机;74、第三连接块;81、储料箱;82、泵体;83、波纹管;84、连接管;111、收缩孔;112、安装孔;113、安装槽;114、单向阀;115、扇叶轮;116、齿条;117、触发开关。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.如图1-图4所示,本发明采用的技术方案如下:一种动力型铅蓄电池,包括极群、隔板、铅连接条、极柱和电池壳体,极群包括交替叠放的正极板和负极板,正极板由正极板栅和喷涂在正极板栅上的正极铅膏组成,负极板由负极板栅和喷涂在负极板栅上的负极铅膏组成。
19.所述动力型铅蓄电池的制备方法包括以下步骤:
20.步骤一、正极板栅和负极板栅分别通过洗涤剂、乙醇、清水清洗,并采用氧化还原法对其表面修饰,去除表面皂化油和氧化层,预处理后通过喷涂设备分别对正极板栅、负极板栅喷涂与之对应的正极铅膏、负极铅膏,并得到正极板和负极板,正极铅膏、负极铅膏流动喷涂状态下,喷涂管腔4向其内部抽吸气流,根据气流压强的异常变化,调整喷头;
21.步骤二、将隔板和得到的正极板、负极板焊接成极群;
22.步骤三、将焊接好的极群配合铅连接条、极柱装配至电池壳体内,并向电池壳体内部注入电解液,再将组装完成的铅蓄电池进行充电测试。
23.动力型铅蓄电池通过上述制备方法在制备过程中用到了喷涂设备,喷涂设备对正极板和负极板进行制备。
24.本实施例中,喷涂设备包括工作台1、支撑架2、喷涂箱3、底座6、供料机构8、喷头组9、触发件11;
25.支撑架2包括u型横梁和两个支撑杆,两个支撑杆分别通过螺栓固定在u型横梁两端,两个支撑杆对u型横梁起到稳定支撑作用,u型横梁位于工作台1上方;
26.喷涂箱3内设喷涂管腔4,喷涂箱3通过第一驱动件5安装在支撑架2下端,具体的,第一驱动件5包括第一电机51、第一螺杆52、第一滑杆53、第一连接块54以及第二连接块55,第一电机51安装在u型横梁其中一侧壁上,第一螺杆52通过轴承转动设置在u型横梁的两个侧壁之间,第一电机51的输出轴与第一螺杆52一端部通过联轴器连接,第一连接块54具有与第一螺杆52相适配的螺纹孔,第一连接块54通过螺栓固定在喷涂箱3顶面,第一螺杆52螺
纹穿过第一连接块54的螺纹孔;
27.第一滑杆53为两个,且分别通过轴承转动设置在u型横梁的两个侧壁之间,第二连接块55也为两个,每个第二连接块55上开设有供第一滑杆53穿过的通孔,两个第二连接块55分别通过螺栓固定在喷涂箱3前后两侧壁上,在使用时,两个第一滑杆53分别穿过与之对应的第二连接块55的通孔,当第一电机51带动第一螺杆52转动时,由于第一滑杆53与第二连接块55配合,保证了喷涂箱3沿第一螺杆52长度方向运动,从而使得第一驱动件5带动喷涂箱3沿工作台1左右方向移动;
28.支撑架2通过第二驱动件7安装在底座6上,具体的,所述底座6为两个,第二驱动件7包括立板71、第二螺杆72、第二电机73、第三连接块74,同一个底座6的前后两端分别固定安装有一个立板71,第二螺杆72通过轴承转动安装在同一个底座6的两个立板71上,第二电机73安装在其中一个立板71上,且第二电机73的输出轴与第二螺杆72一端部通过联轴器连接,第三连接块74上开设有与第二螺杆72相适配的螺纹孔,第二螺杆72螺纹穿过第三连接块74的螺纹孔,与两个底座6分别适配的第三连接块74通过螺栓分别固定在两个支撑杆的底部;
29.更优的,其中一个底座6的两个立板71之间固定有第二滑杆,与该底座6对应的支撑杆底部安装有第四连接块,所述第四连接块上开始有供第二滑杆穿过的通孔,使用时,第四连接块套设在第二滑杆上,并与第二驱动件7配合,进而带动喷涂箱3沿工作台1前后方向移动;
30.所述供料机构8包括储料箱81、泵体82、波纹管83、连接管84,储料箱81和泵体82均安装在u型横梁上端面上,储料箱81的出料口通过连接管84与泵体82进料端连通,泵体82出料端通过连接管84与波纹管83连通,波纹管83另一端与喷涂箱3的进料端连通,波纹管83保证喷涂箱3在移动时,储料箱81能够向喷涂箱3稳定提供铅膏;
31.所述喷头组9包括安装板和多个喷头,优选的,安装板为圆板状,多个喷头沿安装板板心均布设置,喷头组9通过第三驱动件10转动设置在喷涂箱3底部,具体的,第三驱动件10为第三电机,第三电机安装在喷涂箱3底部,第三电机的输出轴固定在安装板板心处,当第三电机带动安装板转动一定角度时,转动到喷涂管腔4下方的喷头都能够与喷涂管腔4进行适配,喷涂管腔4内的铅膏从转动到喷涂管腔4下方的喷头喷出;
32.所述触发件11设置在喷涂箱3内,具体的,触发件11包括单向阀114、扇叶轮115、齿条116以及触发开关117。所述收缩孔111开设在喷涂箱3内部,并与喷涂管腔4连通。安装孔112沿喷涂箱3侧壁开设,并与收缩孔111连通。收缩孔111整体呈喇叭状,安装孔112靠近收缩孔111的一端呈锥形结构,安装孔112大径段的孔径大于收缩孔111大径段的孔径,收缩孔111大径段与喷涂管腔4连通,收缩孔111小径段与安装孔112的小径段连通,单向阀114安装在收缩孔111的小径段内,并且该单向阀114只允许空气从安装孔112进入到收缩孔111内;
33.扇叶轮115通过安装架安装在安装孔112内,扇叶轮115外缘面一体成型有与齿条116啮合的齿,齿条116安装在安装槽113,并且能够沿安装槽113纵向移动,更优的,安装槽113侧壁纵向开设有滑槽,齿条116靠近滑槽的侧壁一体成型有与滑槽适配的滑条,该滑槽与滑条能够对齿条116运动方向进行限位,同时保证齿条116运动的平稳;
34.触发开关117固定在安装槽113下端面上,当齿条116抵接在触发开关117上后,触发开关117控制第三电机动作,第三电机带动喷头组9转动一定角度,使得未堵塞的喷头与
喷涂管腔4连通。
35.喷涂设备在使用时,首先将正极铅膏或负极铅膏放入储料箱81内,接着将正极板栅或负极板栅固定在工作台1上,plc控制器控制泵体82工作,泵体82将储料箱81内的正极铅膏或负极铅膏通过波纹管83转移到喷涂管腔4内,正极铅膏或负极铅膏经过喷头喷涂在正极板栅或负极板栅上。
36.plc控制器根据预设程序控制第一电机51动作,第一电机51带动第一螺杆52运动,进而带动喷涂箱3沿正极板栅或负极板栅左右方向移动,同时plc控制器控制第二电机73运动,第二电机73带动支撑架2沿正极板栅或负极板栅前后方向运动,进而带动支撑架2上的喷涂箱3沿正极板栅或负极板栅前后方向运动,通过第一电机51和第二电机73共同动作,喷涂箱3上的喷头能够根据需要将正极铅膏或负极铅膏喷涂在正极板栅或负极板栅任意位置,根据预设程序,plc控制器带动喷涂箱3实现对正极板栅或负极板栅的喷涂。
37.正极铅膏或负极铅膏经过喷涂箱3正常喷涂时,由于单向阀114的作用,正极铅膏或负极铅膏不会经收缩孔111进入到安装孔112,正极铅膏或负极铅膏只能从喷涂管腔4快速流动,由于喷涂管腔4内正极铅膏或负极铅膏流速较快,导致收缩孔111处压力降低,此时,安装孔112处的压力大于收缩孔111处的压力,又由于单向阀114只允许空气从安装孔112到收缩孔111运动,随着正极铅膏或负极铅膏的正常喷涂,喷涂箱3外部空气依次经过安装孔112、单向阀114、收缩孔111,最后从喷头流出;扇叶轮115受到空气气流的作用,发生逆时针转动,由于扇叶轮115与齿条116啮合,扇叶轮115又带动齿条116向背离触发开关117方向运动,当齿条116与扇叶轮115脱离啮合状态时,由于扇叶轮115仍然逆时针转动,齿条116一直位于触发开关117上方,并不会抵接在触发开关117上;
38.当喷头处的正极铅膏或负极铅膏发生堵塞时,喷涂管腔4内的正极铅膏或负极铅膏流速会迅速降低,而供料机构8仍在正常供料,导致收缩孔111处的压力逐渐增大,收缩孔111处的压力逐渐大于安装孔112处的压力,外部空气不再通过安装孔112进入到收缩孔111内,扇叶轮115也不随着气流转动,此时齿条116受到自身重力作用向下运动,并抵接在触发开关117上,触发开关117向plc控制器发出指令,plc控制器驱动第三电机作用,第三电机带动喷头组9转动到一定角度后,未发生堵塞的喷头与喷涂管腔4连通,此时喷涂箱3能够正常对正极板栅或负极板栅喷涂。
39.由于喷头不再发生堵塞,正极铅膏或负极铅膏再次以较快的流速在喷涂管腔4内流动,收缩孔111处的压力再次降低,喷涂箱3外部空气再次经过安装孔112、单向阀114、收缩孔111,最后从喷头流出,扇叶轮115再次受到空气气流的作用,发生逆时针转动,进而带动齿条116向上运动,最终使齿条116在触发开关117上方悬空,以备再次更换喷头。
40.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1