一种注液装置及注液生产线的制作方法
1.本发明涉及电池生产设备技术领域,尤其涉及一种注液装置及注液生产线。
背景技术:
2.电池是作为新能源汽车的动力能源,随着新能源汽车的发展,对于电池的需求越来越大。
3.在电池生产过程中,电芯被收容于钢壳内后需经过注入电解液的工序,注液是电池生产过程中一个至关重要的工序,注液工序的好坏直接影响到锂电池的成品率及使用寿命。
4.现有技术提供一种注液装置,用于将电解液注入电芯中。该注液装置包括备液机构和多个注液机构,注液机构与电芯连接,电解液从备液机构向每个注液机构中供液,在由注液机构向一个电芯注液。具体而言,备液机构包括供液管和备液罐,且备液过程中,电解液通过供液管注入到备液罐中,导致电解液由于溅射产生大量小气泡。而电解液中气体容量增加将减少电芯中电解液的容量,且降低锂电池的成品率和使用性能。
5.为解决上述问题,亟待提供一种注液装置及注液生产线,解决备液罐中电解液产生气泡的问题。
技术实现要素:
6.本发明的一个目的是提出一种注液装置,以达到备液过程电解液溅射,减少电解液中气泡数量,进而提高锂电池成品率和使用性能的效果。
7.本发明的另一个目的是提出一种注液生产线,包括上述注液装置,以达到提高锂电池成品率和使用性能的效果。
8.为达此目的,本发明采用以下技术方案:
9.一种注液装置,包括备液机构,所述备液机构包括:
10.供液组件,一端与供液机构连通;
11.备液罐,所述供液组件远离所述供液机构的一端与所述备液罐连通;以及
12.缓冲组件,所述缓冲组件的两端设置在所述备液罐中,所述缓冲组件的缓冲面与所述供液组件流出的电解液垂直设置,以使所述电解液注入到所述缓冲组件上。
13.作为一种可选方案,所述缓冲组件包括:
14.承载架,沿所述备液罐的长度方向延伸,且两端设置在所述备液罐上;以及
15.过滤件,铺设在所述承载架上,所述过滤件的过滤面与所述供液组件注入的所述电解液运动方向垂直。
16.作为一种可选方案,所述缓冲组件还包括:
17.固定件,设置在所述过滤件上,以将所述过滤件固定在所述承载架上。
18.作为一种可选方案,所述备液罐包括备液罐主体和多个入液管,多个所述入液管设置在所述备液罐主体上,且与所述备液罐主体内部连通,所述供液组件包括:
19.供液管,与所述供液机构连通;
20.多个第一分液管,沿所述供液管长度方向平行且间隔设置,多个所述第一分液管与多个所述入液管一一对应设置;以及
21.多个固定板,多个所述固定板平行且间隔设置,所述第一分液管穿过至少一个所述固定板,所述入液管穿过至少一个所述固定板,且所述第一分液管和所述入液管在多个所述固定板之间连接,多个所述固定板通过锁紧件固定连接。
22.作为一种可选方案,所述供液组件还包括:
23.流量计,设置在所述供液管的入口端,所述流量计被配置为检测所述供液管供应的所述电解液的容量。
24.作为一种可选方案,所述注液装置还包括多个注液杯,所述注液杯用于容纳从所述备液罐输送的所述电解液,每个所述注液杯设置有多个入液口,多个所述入液口间隔设置,且每个所述入液口对应设置有独立的电解液容纳腔,所述供液组件还包括:
25.多个第二分液管,多个所述第二分液管与多个所述入液口一一对应设置,且每个所述第二分液管包括水平部和两个垂直部,所述水平部与所述备液罐连通,所述水平部的两端分别与两个垂直部连接,所述垂直部一端垂直与所述水平部连通,另一端与所述注液杯连接。
26.作为一种可选方案,所述注液装置还包括:
27.压力调节组件,与所述注液杯连通,所述压力调节组件被配置为调节所述注液杯中的正压或负压。
28.作为一种可选方案,所述压力调节组件包括:
29.气压分歧块,沿多个所述入液口的设置方向延伸;
30.多个第一气压调节阀,间隔设置在所述气压分歧块上,且所述第一气压调节阀与所述入液口对应设置;以及
31.多个第一分压管,所述第一分压管的两端分别与所述气压分歧块和所述入液口连通,以使所述第一气压调节阀能够调节所述注液杯中的所述正压。
32.作为一种可选方案,所述压力调节组件还包括:
33.真空分歧块,沿多个所述入液口的设置方向延伸;
34.多个第二气压调节阀,间隔设置在所述真空分歧块上,且所述第二气压调节阀与所述入液口对应设置;以及
35.第二分压管,所述第二分压管的两端分别与所述真空分歧块和所述入液口连通,以调节所述注液杯中的所述负压。
36.作为一种可选方案,所述注液装置还包括:
37.多个注液杯,所述注液杯用于容纳从所述备液罐输送的所述电解液,每个所述注液杯设置有多个出液嘴;以及
38.注液嘴组件,所述注液嘴组件两端分别与所述出液嘴和电芯连通,所述注液嘴组件与所述注液杯可拆卸连接。
39.一种注液生产线,其特征在于,包括如上所述的注液装置。
40.本发明的有益效果为:
41.本发明提供一种注液装置,该注液装置包括备液机构,备液机构包括供液组件、备
可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
59.在本实施例的描述中,术语“上”、“下”、“左”、“右”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
60.电池是作为新能源汽车的动力能源,随着新能源汽车的发展,对于电池的需求越来越大。
61.在电池生产过程中,电芯被收容于钢壳内后需经过注入电解液的工序,注液是电池生产过程中一个至关重要的工序,注液工序的好坏直接影响到锂电池的成品率及使用寿命。
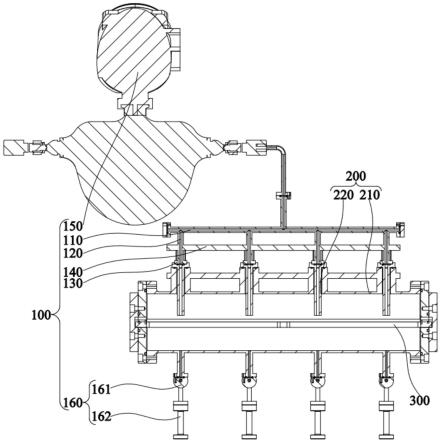
62.如图1~图3所示,本实施例提供一种注液装置,该注液装置包括备液机构,备液机构包括供液组件100、备液罐200以缓冲组件300。其中,供液组件100一端与供液机构连通,备液罐200供液组件100远离供液机构的一端与备液罐200连通,缓冲组件300的两端设置在备液罐200中,缓冲组件300的缓冲面与供液组件100流出的电解液垂直设置,以使电解液注入到缓冲组件300上,缓解电解液注入备液罐200中的冲击力,有效防止电解液滴溅而产生大量小气泡。同时,电解液在缓冲组件300的表面均匀分散,有利于提高电解液在备液罐200中分散的均匀性,从而提高电解液从备液罐200中排出的均匀性提供导流作用,即提高电解液从分液罐中均匀排出。示例性地,备液罐200为圆柱型容器,且备液罐200水平设置,即两个圆形端面分别位于圆柱形侧边的左右两端,且备液罐200水平方向长度较大,因此,保证电解液在备液罐200中水平均匀分布有利于提高多个电芯同时注液容量的均匀性,进而提高电池的成品率及使用寿命。
63.现结合图2和图3对缓冲组件300的细节结构进行说明。
64.如图2和图3所示,缓冲组件300包括承载架310和过滤件320。其中,承载架310沿备液罐200的长度方向延伸,且两端设置在备液罐200上,过滤件320铺设在承载架310上,过滤件320的过滤面与供液组件100注入的电解液运动方向垂直。该方案利用过滤件320的过滤表面面积,承接从供液组件100注入到备液罐200中的电解液,使备液罐200延其长度方向均具有过滤件320过滤,有效避免电解液溅射而产生小气泡,且有利于在备液罐200长度方向上整体均匀电解液的流量。示例性地,由于电解液具有一定的腐蚀性,本实施例过滤件320采用不锈钢筛网,不锈钢筛网具有较高的耐腐蚀性能和耐冲击性能,有利于保证过滤组件的使用寿命。进一步地,该不锈钢筛网为316l不锈钢筛网。
65.请参见图3,由于过滤件320长期使用过程中,由于受到电解液的冲击而发生移位。为了避免这一问题,缓冲组件300还包括固定件330,固定件330设置在过滤件320上,从而将过滤件320固定在承载架310上。为了保证过滤件320的过滤面积,固定件330为两个条形结构,条形结构的固定件330沿过滤件320的长度方向延伸,且设置在过滤件320的两侧。
66.进一步地,如图3所示,备液罐200包括备液罐主体210和多个入液管220,多个入液
管220设置在备液罐主体210上,且与备液罐主体210内部连通,以便于沿备液罐主体210长度方向上电解液均匀输入。本实施例中,入液管220为四个,当然,操作者也可以设置五个、六个、七个,甚至更多,本实施例对入液管220的具体数量不作约束。
67.现结合图4对供液组件100的细节结构进行说明。
68.如图4所示,供液组件100包括供液管110和多个第一分液管120。其中,供液管110与供液机构连通,多个第一分液管120沿供液管110长度方向平行且间隔设置,多个第一分液管120与多个入液管220一一对应设置,以便于将供应的电解液分流,从多个第一分液管120分别排出。由于备液罐200水平设置,沿其长度方向尺寸较大,通过多个第一分液管120分流注入到备液罐200中,有利于提高备液罐200中电解液沿备液罐200长度方向分布的均匀性。示例性地,第一分液管120数量为四个,四个第一分液管120沿备液罐200长度方向均匀且间隔分布。同时,第一分液管120为细长的金属管,有利于保证电解液从第一分液管120导出后能够均匀穿过不锈钢筛网,可以有效防止电解液滴溅而产生大量小气泡,还可以对准备液罐200下方的电解液输出口均匀导流。
69.请继续参见图4,进一步地,供液组件100还包括多个固定板130。多个固定板130平行且间隔设置,第一分液管120穿过至少一个固定板130,入液管220穿过至少一个固定板130,且第一分液管120和入液管220在多个固定板130之间连接,多个固定板130通过锁紧件140固定连接。多个固定板130能够夹持第一分液管120和入液管220,使第一分液管120和入液管220的接口受多个固定板130的夹持力而向中心靠拢,提高该接口连接的紧密性。本实施例中,固定板130设置有两个,多个第一分液管120和多个入液管220分别与两个固定板130过盈配合,从而提高固定板130固定结构的作用力。
70.优选地,如图4所示,备液罐200与供液组件100可拆卸配合,以便于操作者可以根据电芯注液容量需求选择性设置相应体积的备液罐200,有效地提高该注液装置的适用范围。同时,固定板130将多个第一分液管120或多个入液管220连接形成整体,有利于提高更换备液罐200的效率。
71.为了保证多个电芯注液后重量一直,且电量保持一致,在供液组件100的输入端设置有恒流泵,以测量供液组件100供应的电解液流量。但恒流泵具有体积大且成本高的缺点。且采用恒流泵时,在电芯注液之前,需要先将空电芯称重并加以记录,在注液完成后再次称重加以记录,对比两次记录结果,才能获得电芯的注液量。为了降低注液装置的成本,本实施例中供液组件100还包括流量计150,流量计150设置在供液管110的入口端,流量计150能够检测供液管110供应的电解液容量。由于流量计150的价格低廉、测量精度高且体积小,通过流量计150代替恒流泵有利于降低注液装置的成本。且采用流量计150时,仅需要对完成注液的电芯加以称重既能获得电芯的注液量,简化操作者的操作程序。通过该供液组件100,可以测试不同注液量和不同注液速度情况下的注液精度,并通过对比恒流泵、流量计150以及完成注液电芯重量测量三者之间的数值,有利于准确的获取注液量,且该供液组件100操作和调试便捷。
72.如图1、图5和图6所示,注液装置还包括多个注液杯400,注液杯400用于容纳从备液罐200输送的电解液,每个注液杯400设置有多个入液口410,多个入液口410间隔设置,且每个入液口410对应设置有独立的电解液容纳腔,每个容纳腔均设置有出液嘴,且每个出液嘴可以对应设置一个电芯。由此可见,多个入液口410有利于提高单次能够注液的电芯的数
量,进而提高注液效率。具体而言,注液杯400为长方体结构,且注液杯400中平行设置多个沿竖直方式延伸的电解液容纳腔,每个电解液容纳腔的上端设置有入液口410,下端设置有出液嘴。为了保证多个电芯同时注液的同步性,在入液口410端设置有电磁隔膜阀570,以保证多个入液口410能够同步开启和同步关闭,有利于保证多个电芯注液的一致性,进而提高电池的质量。
73.如图4所示,作为一种优选方案,供液组件100还包括多个第二分液管160,多个第二分液管160与多个入液口410一一对应设置,且每个第二分液管160包括水平部161和两个垂直部162,水平部161与备液罐200连通,水平部161的两端分别与两个垂直部162连接,垂直部162一端与水平部161垂直连通,另一端与注液杯400连接,即第二分液管160与备液罐200的一个出液口连接后,能够将电解液分流至两端。本实例中注液杯400设置有两个,两个注液杯400对应设置在两个垂直部162的出口端,以保证垂直部162与注液杯400的入液口410连通,进而提高注液效率。示例性地,第二分液管160为四个,四个第二分液管160包括八个垂直部162,每侧包括有四个垂直部162,设置在第二分液管160出口端的两个注液杯400分别与四个垂直部162连通。由此可见,该备液罐200能够分流连接八个电解液容纳腔,即每次注液能够完成八个电芯。
74.当然,由于备液罐200可拆卸地与备液罐200连接,备液罐200对应设置的第二分液管160也可以为五个、六个、七个、八个,甚至十个、十八个,操作者可以根据需求选择具体设置第二分液管160的数量。以此类推,第二分液管160包括两个垂直部162,备液罐200单次注液的电芯数量始终为第二分液管160数量的两倍。由此可见,该注液装置结构紧凑,有利于实现占地空间小,同时为多个电芯注液的效果。
75.如图1和图5所示,注液装置还包括与注液杯400连通的压力调节组件500,压力调节组件500能够调节注液杯400中的正压或负压。现结合图1和图5对压力调节组件500细节结构进行说明。
76.如图5所示,压力调节组件500包括气压分歧块510、多个第一气压调节阀520以及多个第一分压管530。气压分歧块510沿多个入液口410的设置方向延伸,即平行于备液罐200的延伸方向,气压分歧块510为圆柱形或者四棱柱的管状结构,多个第一气压调节阀520间隔设置在气压分歧块510上,且第一气压调节阀520与入液口410对应设置,第一分压管530的两端分别与气压分歧块510和入液口410连通,以使第一气压调节阀520能够调节注液杯400中的正压。通过气压分歧块510能够保证两个注液杯400的多个电解液容纳腔中压力一致。且在注液过程中,第一分压管530远离注液杯400的一端与气体发生装置连通,向电解液容纳腔中输入正压,使注液杯400中的压力大于电芯中气压,从而加速电解液流入电芯中的速度。第一气压调节阀520能够控制多个第一分液管120同时连通气压,以及控制气压数值。
77.完成注液后,可以打开第一气压调节阀520,向注液杯400中通入高正压,利用该压力吹除注液杯400中残留的电解液,以保证每次完成注液后注液杯400的清洁,进而提高多次反复注液过程中电芯注液量的准确性。
78.请参见图5,与此同时,压力调节组件500还包括真空分歧块540、多个第二气压调节阀550以及第二分压管560。其中,真空分歧块540沿多个入液口410的设置方向延伸,即平行于备液罐200和气压分歧块510的延伸方向,真空分歧块540为圆柱形或者四棱柱的管状
结构,以便于保证两个注液杯400的多个电解液容纳腔中真空值一致。多个第二气压调节阀550间隔设置在真空分歧块540上,且第二气压调节阀550与入液口410对应设置,从而能够控制多个第一分液管120同时连通真空,以及控制真空数值。第二分压管560的两端分别与真空分歧块540和入液口410连通,以调节注液杯400中的负压。电芯注液时,通过调节注液杯400中的负压值,使电芯中的压力大于注液杯400中的空气压力,有利于消除电解液中的气泡。
79.具体地,注液杯400给电芯注液时,交替打开或关闭第一气压调节阀520和第二气压调节阀550,从而使注液杯400中交替处于正压和负压的环境,通正压时,有利于加速电解液注入电芯中,通负压时,有利于消除电解液中的气泡。在每次注液过程中,上述交替动作循环3~4次完成注液,当然具体交替次数不是本实施例的保护内容。
80.如图1所示,作为一种可选方案,注液装置还包括注液嘴组件600,注液嘴组件600两端分别与出液嘴和电芯连通,从而实现将注液杯400中的电解液注入电芯中。注液嘴组件600与注液杯400开拆卸连接,以便于为电芯更换不同型号的注液嘴组件600,便于组装、拆卸、更换以及维护,且不同型号的注液嘴组件600与注液杯400之间交叉配合,从而提高该注液装置的灵活性和适用范围。
81.当然,注液嘴组件600还包括控制阀610,用于控制注液嘴组件600与注液杯400之间的连通状态。同时,该注液嘴组件600还包括注液嘴620,用于与电芯连通,注液嘴620有利于提高注液嘴组件600与电芯连通的紧密性,避免电解液泄露。
82.现结合图1~图6对本实施例的具体工作过程进行说明:
83.步骤一:连接注液嘴620与电芯使二者贴合紧密,打开第二气压调节阀550和控制阀610,利用高负压给电芯抽真空。
84.步骤二:关闭控制阀610,切断电芯与注液杯400的连通关系,使电芯保持真空。
85.步骤三:保持电磁隔膜阀570处于关闭状态,向注液杯400中通常压,破真空。
86.步骤四:使供液机构和供液组件100的连通,打开流量计150,电解液依次通过流量计150、供液管110以及第一分液管120流入到备液罐200中,进行备液,并使预设容量的电解液流经流量计150。
87.步骤五:备液完毕后,同步打开电磁隔膜阀570和控制阀610,向电芯中注液。此时,电芯处于负压状态,压力小于注液杯400中压力,电解液能够快速注入电芯中。
88.步骤六:交替打开第一气压调节阀520和第二气压调节阀550,使注液杯400交替处于低正压和低负压状态,并循环上述操作多次,备液罐200中所有液体完全流出停止。
89.步骤七:移除完成注液的电芯,然后关闭第二气压调节阀550,第一气压调节阀520处于打开状态,并向注液杯400中通入高正压,吹除注液杯400中残留的电解液,以便于下次注液使用。
90.步骤八:对电芯称重,测量电芯内电解液与注液泵、流量计150之间的数据误差并做记录。
91.注意,以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施方式的限制,上述实施方式和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明的要求保护范围由所附的
权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1