一种继电器基座生产设备的制作方法
1.本技术涉及继电器生产的技术领域,尤其是涉及一种继电器基座生产设备。
背景技术:
2.继电器,也称电驿,是一种电子控制器件,它具有控制系统和被控制系统,通常应用于自动控制电路中,它实际上是用较小的电流去控制较大电流的一种“自动开关”,继电器的工作原理是通过电流在线圈中产生磁场以带动磁性部件吸合或断开的一种电控器件。
3.继电器包括基座和设置在机座上的线圈,而基座上插接安装有引线片和引线脚,继电器的电流一般通过引线片接入引线脚,而后通过引线脚传递至线圈,而引线片包括nc静簧和no静簧,而nc静簧、no静簧和引线脚的装配位置精确性会影响继电器质量;而传统的装配工作中一般都是分多段工序进行人工装配,而人工装配过程中容易出现位置错误的情况,从而降低了继电器的质量。
技术实现要素:
4.为了提高继电器的质量,本技术提供了一种继电器基座生产设备。
5.本技术提供的一种继电器基座生产设备,采用如下的技术方案:一种继电器基座生产设备,包括依次设置的基座上料装置、nc静簧插接装置、no静簧插接装置和引线脚插接装置,所述基座上料装置用于对基座进行上料,所述nc静簧插接装置、no静簧插接装置和引线脚插接装置分别用于将nc静簧、no静簧和引线脚插接安装到基座上;所述nc静簧插接装置包括:转盘,所述转盘转动设置在用于支撑的机台上;多个工作台,多个所述工作台设置在转盘上且形成多个用于放置基座的工位;驱动机构,所述驱动机构设置在机台上且用于驱动转盘转动进行工位的更换;第一上料机构,所述第一上料机构设置在机台上且用于将基座放置到工作台上;第二上料机构,所述第二上料机构设置在机台上且用于添加nc静簧;挤压机构,所述挤压机构设置在机台上且用于挤压nc静簧使得nc静簧插接安装到基座上;出料机构,所述出料机构设置在机台上且用于将基座输出。
6.通过采用上述技术方案,基座上料装置启动进行基座上料,而第一上料机构启动将基座放置到工作台上,而驱动机构启动带动转盘和工作台发生转动进行工位的更换,使得基座转至下一个工位,第二上料机构启动将nc静簧添加到基座上,而挤压机构启动挤压nc静簧完成nc静簧的装配,然后出料机构启动将基座输出进入no静簧插接装置进行装配,然后移至引线脚插接装置完成引线脚的装配,以此来完成基座的装配,从而降低了人工装配过程中出现错误的概率,提高了继电器的质量。
7.可选的,所述第一上料机构包括:滑移座,所述滑移座滑移设置在机台上;上料座,所述上料座上下滑移设置在滑移座上;两个夹持板,两个所述夹持板滑移设置在上料座上且用于夹持基座;夹持气缸,所述夹持气缸设置在上料座上;夹持块,所述夹持块滑移设置在两个夹持板上,所述夹持气缸活塞杆与夹持块连接且伸至夹持块下方并用于推动基座脱离,所述夹持气缸带动夹持块移动后能使得两个夹持板相互靠近或远离;抬升气缸,所述抬
升气缸设置在滑移座上且与上料座连接;上料气缸,所述上料气缸设置在机台上且与滑移座连接。
8.通过采用上述技术方案,升降气缸启动带动上料座靠近基座,然后夹持气缸启动带动两个夹持板相互靠近夹持基座,接着升降气缸启动带动上料座上移,然后上料气缸启动带动基座靠近工作台,接着升降气缸启动带动基座下移放置到工作台上,然后夹持气缸活塞杆下移带动两个夹持板相互远离,同时夹持气缸活塞杆下移推动基座脱离,接着升降气缸启动带动上料座上移,最后上料气缸启动带动上料座朝向基座上料装置移动,以此来实现基座的上料。
9.可选的,第二上料机构包括:存料盘,所述存料盘转动设置在机台上且卷绕有nc静簧组合带,所述nc静簧组合带包括多个nc静簧和将多个nc静簧一端连接在一起的料带;导轨,所述导轨设置在机台上且供nc静簧组合带进入;冲头,所述冲头上下滑移设置在机台上且用于裁切nc静簧;旋转移动气缸,所述旋转移动气缸设置在机台上且活塞杆伸缩时同时转动;两个弹性夹持片,两个所述弹性夹持片设置在旋转移动气缸活塞杆上且用于对nc静簧进行夹持;收集盘,所述收集盘转动设置在机台上且用于收卷裁切后的料带;上料组件,所述上料组件设置在机台上且用于驱动冲头移动。
10.通过采用上述技术方案,将nc静簧组合带移动到导轨,然后上料组件启动带动冲头下移裁切nc静簧,然后旋转移动气缸启动带动两个弹性夹持片靠近nc静簧,两个弹性夹持片夹持nc静簧,接着旋转移动气缸带动两个弹性夹持片回移并转出90度,使得nc静簧由水平转为垂直,且nc静簧移至基座上方,而收集盘收卷剩下的料带且带动nc静簧组合带移动,以此来实现nc静簧的安装和料带的收集,从而提高了生产的效率。
11.可选的,所述挤压机构包括用于挤压nc静簧使得nc静簧预插入和完全插入并位于两个工位上的插入组件和压入组件,所述压入组件包括:压入块,所述压入块滑移设置在机台上且用于挤压nc静簧;压入螺杆,所述压入螺杆转动设置在机台上且与压入块螺纹连接;压入电机,所述压入电机设置在机台上且与压入螺杆连接。
12.通过采用上述技术方案,插入组件启动挤压位于两个弹性夹持片上的nc静簧,使得nc静簧预插入基座中且与两个弹性夹持片脱离,然后基座转至下一个工位,插入电机启动带动插入块下移,插入块下移挤压nc静簧使得nc静簧的完全插入,以此来实现nc静簧的插入安装;因此降低了挤压时与弹性夹持片触碰的概率,同时也提高了nc静簧插接安装时的精度,以此来提高了基座的质量。
13.可选的,所述机台上且位于压入组件和出料机构之间设置有打凸包组件,所述打凸包组件包括:升降板,所述升降板滑移设置机台上且抵触在nc静簧上进行定位并设置有供凸包进入的避位槽;升降气缸,所述升降气缸设置在机台上且与升降板连接;打凸包杆,所述打凸包杆滑移设置在机台上且用于对nc静簧进行打凸包;转动气缸,所述转动气缸转动设置在机台上,所述打凸包杆上设置有与打凸包杆活塞杆转动连接的连接杆。
14.通过采用上述技术方案,升降气缸启动带动升降板下移抵触在nc静簧上,然后转动气缸启动带动连接杆和打凸包杆移动挤压nc静簧形成凸包,以此来对nc静簧进行打凸包,而且对安装好后的nc静簧打凸包,从而降低了打凸包完成后安装而位置安装错误的概率,从而进一步提高了继电器的质量。
15.可选的,还包括基座收集装置,所述基座收集装置包括:入料皮带,所述入料皮带
设置在机台上且用于输送基座并与引线脚插接装置连通;收料盘,所述收料盘放置在机台上且用于放置基座;分料机构,所述分料机构设置在机台上且用于将多个基座分隔开;定位机构,所述定位机构设置在机台上且将多个基座一起推动移动;产品夹入机构,所述产品夹入机构设置在机台上且用于将定位机构上的基座夹持放入收料盘。
16.通过采用上述技术方案,基座放置到入料皮带上,入料皮带启动带动基座移动,分料机构根据收料盘空间大小将多个基座分隔开,然后定位机构启动将分隔好的基座推动移至一侧,然后产品夹入机构启动将分隔好的基座夹持放入收料盘内进行收料,而且定位机构和产品夹入机构运行时,分料机构和入料皮带同时移动,因此节省了基座收集花费的时间,提高了基座的生产效率。
17.可选的,所述分料机构间隔设置有多个且均用于对基座进行分隔,所述分料机构包括:分料气缸,所述分料气缸设置在机台上;分料块,所述分料块设置在分料气缸上且用于对基座进行分隔;红外检测器,所述红外检测器设置在机台上且分料气缸电连接并用于检测基座的位置。
18.通过采用上述技术方案,红外检测器检测到基座,然后分料气缸启动带动分料块移动对基座进行阻挡,以此来实现将多个基座分隔开,而且红外检测器检测基座,从而降低了基座空缺而造成收料盘未装满的概率,提高了对基座的收集效果。
19.可选的,所述定位机构包括:定位座,所述定位座沿平行于位于入料皮带上的基座移动方向滑移设置在机台上;第一气缸,所述第一气缸设置在机台上且与定位座连接;定位板,所述定位板沿靠近或远离位于入料皮带上的基座方向滑移设置在定位座上且开设有多个供基座卡入的卡接槽;第二气缸,所述第二气缸设置在定位座上且与定位板连接。
20.通过采用上述技术方案,分料块对基座分隔完成后,第二气缸启动带动定位板朝向基座移动,使得多个基座卡入卡接槽内,然后分料块远离基座,接着分料气缸启动带动分料块远离机座,然后第一气缸启动带动定位座和基座移至一侧,接着分料气缸启动带动分料块移动继续阻挡分隔基座,同时第二气缸启动带动定位板回移,而产品夹入机构将基座夹持运输,然后第一气缸启动带动定位座回移,以此来继续对分隔好的基座进行定位运输。
21.可选的,所述机台上设置有对收料盘进行进料和收集的进料收集装置,所述进料收集装置包括:输送皮带,所述输送皮带设置在机台上且用于输送收料盘;空盘限位框和满载限位框,所述空盘限位框和满载限位框设置在机台上且位于输送皮带的两端处,空的所述收料盘叠加放置在输送皮带上且通过空盘限位框进行限位,而装满所述基座的收料盘叠加放置在机台上且通过满载限位框进行限位,所述空盘限位框和满载限位框底端到输送皮带之间的距离大于收料盘的高度;拨块,所述拨块转动设置在机台上且用于拨动位于满载限位框处的收料盘上移;拨动电机,所述拨动电机设置在机台上且与拨块连接。
22.通过采用上述技术方案,空的收料盘掉落到输送皮带上,输送皮带带动空的收料盘移至空盘限位框外,而产品夹入机构启动向空的收料盘中装入基座,而等基座装满后,输送皮带启动带动装满的收料盘移至满载限位框内,空的收料盘继续装入基座,拨动电机启动带动拨块带动收料盘上移,以此来留出后续收料盘进入的空间,以此来实现收料盘的进料和收集。
23.可选的,所述机台上且位于打凸包组件和出料机构之间设置有检测装置,所述检测装置包括:ccd检测器,所述ccd检测器设置在机台上且用于检测基座上的nc静簧的位置;
检测风罩,所述检测风罩设置在机台上且朝向基座;检测风机,所述检测风机设置在检测风罩内且与ccd检测器电连接并吹风使得基座从工作台上掉落;所述机台上且位于出料机构与第一上料机构之间设置有清洁装置,所述清洁装置包括:清洁罩,所述清洁罩设置在机台上且朝向工作台;清洁风机,所述清洁风机设置在清洁罩内且用于吹风对工作台进行清洁。
24.通过采用上述技术方案,ccd检测器检测基座上是否有nc静簧,当基座的安装位置处没有nc静簧时,ccd检测器控制检测风机启动对基座进行吹风,使得基座从工作台上掉落,以此来对安装好的基座进行检测;而清洁风机启动对工作台进行吹风,以此来对工作台进行清洁,从而降低了存在杂质而降低了基座装配过程中的精度,因此提高了继电器的质量。
附图说明
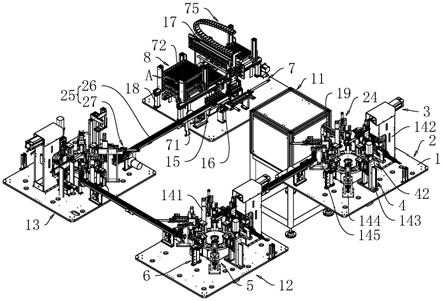
25.图1是本技术的立体结构示意图;图2是本技术中驱动机构、检测装置的结构示意图;图3是本技术中第一上料机构的结构示意图;图4是本技术中第二上料机构的结构示意图;图5是本技术中压入组件的结构示意图;图6是本技术中打凸包组件的结构示意图;图7是本技术中检测装置的结构示意图;图8是本技术中清洁装置的结构示意图;图9是本技术中入料皮带和分料机构的结构示意图;图10是本技术中进料收集装置的结构示意图;图11是图1中a部的放大示意图;图12是本技术中定位机构的结构示意图;图13是本技术中产品夹入机构的结构示意图。
26.附图标记:1、机台;11、基座上料装置;12、no静簧插接装置;13、引线脚插接装置;141、第一支座;142、第二支座;143、第三支座;144、第四支座;145、第五支座;15、固定架;16、连接架;17、输送架;18、支撑架;19、输送轨道;2、nc静簧插接装置;21、转盘;22、工作台;221、定位孔;23、驱动机构;24、第一上料机构;241、滑移座;242、上料座;243、夹持板;244、夹持气缸;245、夹持块;246、抬升气缸;247、上料气缸;25、出料机构;26、出料皮带;27、出料组件;3、第二上料机构;31、存料盘;32、导轨;33、冲头;34、收集盘;35、上料组件;351、推动气缸;352、联动杆;4、挤压机构;41、插入组件;411、插入块;412、插入气缸;42、压入组件;43、压入块;44、压入螺杆;45、压入电机;5、打凸包组件;51、升降板;52、升降气缸;53、打凸包杆;54、转动气缸;55、连接杆;6、检测装置;61、ccd检测器;62、检测风罩;63、检测风机;64、检测风管;7、基座收集装置;71、入料皮带;72、收料盘;73、分料机构;731、分料气缸;732、分料块;733、红外检测器;74、定位机构;741、定位座;742、第一气缸;743、定位板;744、第二气缸;745、卡接槽;75、产品夹入机构;751、移动座;752、夹入皮带;753、滑动座;754、夹持臂;755、第三气缸;756、第四气缸;757、推块;8、进料收集装置;81、输送皮带;82、空盘限位框;83、满载限位框;84、拨块;9、清洁装置;91、清洁罩;92、清洁风机;93、清洁管。
具体实施方式
27.以下结合附图对1-13对本技术作进一步详细说明。
28.本技术实施例公开一种继电器基座生产设备。
29.本技术中ccd检测器61型号zt-vms-2010,红外检测器733型号为tb12j-d15n1。
30.参照图1,继电器基座生产设备包括固定安装在地面上的四个机台1,四个机台1上依次设置有基座上料装置11、nc静簧插接装置2、no静簧插接装置12、引线脚插接装置13和基座收集装置7。
31.参照图1,基座上料装置11为振动盘,振动盘内装有多个基座,同时振动盘上固定安装有倾斜且用于输送基座的输送轨道19;nc静簧插接装置2用于将nc静簧插接安装到基座上,no静簧插接装置12用于将no静簧插接安装到基座上,引线脚插接装置13用于将引线脚插接安装到基座上,而nc静簧插接装置2、no静簧插接装置12、引线脚插接装置13三者的结构完全相同,下面以nc静簧插接装置2为例进行讲解。
32.参照图1和图2,nc静簧插接装置2包括转盘21、多个工作台22、驱动机构23,机台1上表面上转动安装有竖直的转轴,转盘21同轴固定安装在转轴顶端上;多个工作台22固定安装在转盘21上表面上且伸至转盘21外,而多个工作台22绕转盘21轴线圆周阵列设置,多个工作台22形成多个放置基座的工位。
33.参照图1和图2,工作台22上表面上开设有定位孔221,定位孔221内侧壁上固定安装有定位网板,而定位网板上均匀开设有多个网孔;而基座卡接安装在定位孔221上且抵触在定位网板上进行定位,且基座表面上突出于定位孔221外。
34.参照图1和图2,驱动机构23设置在机台1上且用于驱动转盘21转动并用于不同工位的更换,驱动机构23包括蜗轮、驱动电机和蜗杆,蜗轮键连接在转轴上;驱动电机固定安装在机台1上且输出轴呈水平状态,蜗杆转动安装在机台1上且与蜗轮啮合,同时蜗杆与驱动电机输出轴连接。驱动电机启动带动蜗杆转动,蜗杆转动带动蜗轮转动,蜗轮转动带动转盘21转动进行工位的更换。
35.参照图1和图3,nc静簧插接装置2还包括第一上料机构24、第二进料机构3、挤压机构4和出料机构25,机台1上表面上且输送轨道19和工作台22之间固定安装有第一支座141,第一支座141顶端竖直向上伸至工作台22上方,第一上料机构24设置在第一支座141上且用于将基座放置到工作台22上;第一上料机构24包括滑移座241、上料座242、两个夹持板243、夹持气缸244、夹持块245、抬升气缸246和上料气缸247,滑移座241水平滑移安装在第一支座141顶端上,且滑移座241滑移方向沿输送轨道19到工作台22的方向;上料座242竖向滑移安装在滑移座241侧壁上,上料座242底端伸至滑移座241下方。
36.参照图1和图3,两个夹持板243水平滑移安装在上料座242底端上,而夹持气缸244固定安装在上料座242底端上,且夹持气缸244活塞杆竖向伸至两个夹持板243之间并用于推动基座脱离;夹持块245两端滑移设置在两个夹持板243相对一侧的侧壁上,夹持块245上下移动能带动两个夹持板243相互远离或靠近;夹持气缸244活塞杆穿过夹持块245伸至夹持块245下方,同时夹持气缸244活塞杆与夹持块245固定连接;抬升气缸246固定安装在滑移座241顶端上,且抬升气缸246活塞杆竖直向下并与上料座242上表面固定连接;上料气缸247固定安装在第一支座141顶端上,且上料气缸247活塞杆水平设置并与滑移座241侧壁固定连接。
37.参照图1和图3,上料气缸247启动带动滑移座241移至输送轨道19上方,然后抬升气缸246启动带动上料座242下移,然后夹持气缸244活塞杆上移带动两个夹持板243靠近,两个夹持板243夹持位于输送轨道19上的基座;然后抬升气缸246启动带动上料座242和基座上移,接着上料气缸247带动基座移至工作台22上方,然后抬升气缸246启动带动基座下移卡接安装到定位孔221上并抵触到定位网板上,接着夹持气缸244活塞杆下移带动两个夹持板243相互远离,同时夹持气缸244活塞杆推动基座从两个夹持板243之间脱离,接着抬升气缸246启动带动上料座242和夹持气缸244上移,以此来完成基座的上料。
38.参照图1和图4,第二上料机构3设置机台1上且用于添加nc静簧,第二上料机构3包括存料盘31、导轨32、冲头33、旋转移动气缸、两个弹性夹持片、收集盘34和上料组件35,存料盘31水平转动安装在机台1上表面上,且存料盘31上卷绕有nc静簧组合带,而nc静簧组合带包括多个nc静簧和将多个nc静簧一端连接在一起的料带。
39.参照图1和图4,机台1上且位于工作台22的一侧固定安装有第二支座142。
40.参照图3和图4,第二支座142和第一支座141对应相邻两个工位,同时工作台22从第一支座141处转向第二支座142处。
41.参照图4,导轨32水平固定安装在第二支座142侧壁上,且导轨32位于工作台22上方,同时nc静簧组合带通过导轨32进行输送;冲头33竖向滑移安装在第二支座142侧壁上,且冲头33位于导轨32上方并用于对nc静簧组合带进行裁切,使得nc静簧从料带上掉落。
42.参照图4,旋转移动气缸固定安装在第二支座142侧壁上,且旋转移动气缸位于导轨32远离存料盘31一侧,同时旋转移动气缸活塞杆伸缩同时旋转90度,且旋转移动气缸活塞杆呈水平状态并固定安装有固定块,两个弹性夹持片固定安装在固定块,且两个弹性夹持片具有弹性并用于夹持冲头33裁切后的nc静簧;旋转移动气缸活塞杆伸出带动两个弹性夹持片旋转90度,两个弹性夹持片夹持裁切后且呈水平的nc静簧,然后旋转移动气缸活塞杆收缩带动nc静簧旋转90度,使得nc静簧移至位于工作台22上的基座上方,而nc静簧呈竖直状态,以此来完成nc静簧的上料。
43.参照图1和图4,收集盘34水平转动安装在机台1上,且收集盘34和存料盘31位于第二支座142的两侧,同时收集盘34用于收集裁切后的料带,机台1上固定安装有驱动收集盘34转动的收集电机;上料组件35设置在第二支座142上且用于驱动冲头33竖向移动,上料组件35包括推动气缸351、联动杆352,推动气缸351转动安装在第二支座142顶端上,而联动杆352两端分别与推动气缸351活塞杆和冲头33转动连接;推动气缸351启动通过联动杆352带动冲头33竖向移动。
44.参照图1和图4,机台1上且位于第二支座142远离第一支座141一侧固定安装有第三支座143,挤压机构4设置在机台1上且用于挤压nc静簧使得nc静簧插接安装到基座上,挤压机构4包括与相邻两个工位对应设置的插入组件41和压入组件42,插入组件41设置在第二支座142,而压入组件42设置在第三支座143上,插入组件41挤压nc静簧使得nc静簧预插入基座上,而压入组件42挤压nc静簧使得nc静簧完全插入基座上。
45.参照图4,插入组件41包括插入块411、插入气缸412,插入块411竖向滑移安装在第二支座142上,且插入块411用于挤压位于弹性夹持片移至基座上方的nc静簧,而插入气缸412固定安装在第二支座142顶端上,且插入气缸412活塞杆竖直向下并与插入块411上表面固定连接。插入气缸412启动带动插入块411竖向移动,插入块411挤压nc静簧预插入基座
中,且nc静簧与弹性夹持片脱离,然后插入气缸412带动插入块411回移至弹性夹持片上方,以此来实现nc静簧预插入基座中。
46.参照图4,压入组件42包括压入块43、压入螺杆44和压入电机45,压入块43竖向滑移安装在第三支座143侧壁上且用于挤压nc静簧,而压入螺杆44竖向转动安装在第三支座143侧壁上,且压入螺杆44与压入块43螺纹连接;压入电机45固定安装在第三支座143顶端上,且压入电机45输出轴与压入螺杆44连接。压入电机45启动带动压入螺杆44转动,压入螺杆44转动带动压入块43竖向移动,压入块43对nc静簧顶端进行挤压,以此来实现nc静簧完全插入基座中完成装配。
47.参照图1、图2,出料机构25包括出料皮带26和出料组件27,出料皮带26安装在机台1上且用于输送装配完成的基座,同时机台1上固定安装有用于驱动出料皮带26移动的出料电机;出料组件27结构和第一上料机构24相同,出料组件27用于将工作台22上装配完的基座夹持输送到出料皮带26上,同时出料皮带26将基座输送到下一道工序中,以此来将nc静簧插接装置2、no静簧插接装置12和引线脚插接装置13连接在一起。
48.参照图1、图5,机台1上且位于压入组件42和出料机构25之间依次设置有第四支座144和第五支座145,第四支座144和第五支座145与两个工位对于设置,而第四支座144和第五支座145上分别设置有打凸包组件5和检测装置6,工作台22依次转过压入组件42、打凸包组件5、检测装置6和出料机构25。
49.参照图1、图6,打凸包组件5包括升降板51、升降气缸52、打凸包杆53、转动气缸54,升降板51竖向滑移安装在第四支座144侧壁上,且升降板51抵触在位于基座上的nc静簧上,同时升降板51上开设有避位槽,且避位槽以便于打凸包供凸包进入;而升降气缸52固定安装在第四支座144侧壁上,且升降气缸52活塞杆竖直向下并与升降板51顶端固定连接。
50.参照图6,打凸包杆53水平滑移安装在第四支座144上,且打凸包杆53滑移方向沿靠近或远离nc静簧,同时打凸包杆53和升降板51位于基座的两侧,打凸包杆53滑移用于对nc静簧进行打凸包,打凸包杆53远离基座的一端固定安装有连接杆55;转动气缸54转动安装在第四支座144上,且转动气缸54活塞杆与连接杆55远离打凸包杆53的一端转动连接。
51.参照图6,升降气缸52启动带动升降板51下移抵触到nc静簧上,然后转动气缸54启动带动连接杆55和打凸包杆53靠近nc静簧,打凸包杆53对nc静簧进行打凸包,然后转动气缸54启动带动连接杆55和打凸包杆53回移,接着升降气缸52启动带动升降板51上移,以此来完成对nc静簧完成打凸包。
52.参照图2、图7,检测装置6包括ccd检测器61、检测风罩62和检测风机63。
53.参照图1、图7,ccd检测器61固定安装在第五支座145侧壁上,且ccd检测器61朝向工作台22上的基座,同时ccd检测器61用于检测基座上的nc静簧位置是否正确,机台1上固定安装有与ccd检测器61电连接的控制箱。
54.参照图1、图2,机台1上且位于第五支座145和工作台22正下方固定安装竖直的检测风管64,而检测风罩62固定安装在检测风管64顶端上且呈棱台形,同时检测风罩62顶端的截面面积大于底端的截面面积。
55.参照图2、图7,检测风机63固定安装在检测风罩62顶端的内侧壁上,且检测风机63和控制箱电连接,同时检测风机63覆盖位于定位孔221上的基座;当ccd检测器61到nc静簧位置有错时,ccd检测器61通过控制箱控制检测风机63启动,检测风机63向上吹风使得基座
从定位孔221上脱离,而工作台22转动使得基座从工作台22上掉落,以此来完成对nc静簧位置不对的基座进行筛除。
56.参照图1、图8,机台1上且位于出料机构25和第一支座141之间设置有清洁装置9,清洁装置9包括清洁罩91和清洁风机92,机台1上固定安装有竖直的清洁管93,且清洁管93位于出料机构25和第一支座141之间的工作台22正下方;而清洁罩91固定安装在清洁管93顶端上且呈棱台形,同时清洁罩91顶端的截面面积大于底端的截面面积;清洁风机92固定安装在清洁罩91顶端的内侧壁上,且清洁风机92出风口朝上,同时清洁风机92覆盖整个定位孔221,清洁风机92启动对定位孔221进行清洁。
57.参照图1、图9,基座收集装置7包括入料皮带71,机台1上固定安装有固定架15,入料皮带71安装在固定架15上,且入料皮带71和引线脚插接装置13中的出料皮带26齐平,同时入料皮带71用于接住出料皮带26上的基座且进行输送。
58.参照图1、图10,基座收集装置7还包括收料盘72,机台1上且位于固定架15一侧固定安装有支撑架18,收料盘72放置支撑架18上,且收料盘72用于收集装配好的基座;支撑架18上设置有对收料盘72进行进料和收集的进料收集装置8。
59.参照图10、图11,进料收集装置8包括输送皮带81、空盘限位框82和满载限位框83、拨块84和拨动电机。
60.参照图9、图10,输送皮带81安装在支撑架18上且呈水平状态,输送皮带81用于输送收料盘72,且收料盘72移动方向和入料皮带71带动基座移动方向平行,收料盘72呈正方体状,且收料盘72内开设有多个供基座放置的放置槽。
61.参照图9、图10,空盘限位框82和满载限位框83固定安装在支撑架18上表面上,且空盘限位框82和满载限位框83位于输送皮带81上方并用于对收料盘72进行限位,而空盘限位框82和满载限位框83均设置有四个且位于收料盘72的四个边角处,同时空盘限位框82和满载限位框83底端与输送皮带81之间的距离大于收料盘72的高度,使得空的收料盘72能移出空盘限位框82外,而装满基座的收料盘72能移至满载限位框83内。
62.参照图10、图11,拨块84水平转动安装在两个满载限位框83相对一侧的侧壁上,且拨块84转动方向轴线和收料盘72移动方向平行,同时拨块84用于拨动装满基座的收料盘72上移;而拨动电机固定安装在满载限位框83内侧壁上,且拨动电机输出轴与拨块84固定连接。
63.参照图10、图11,空的收料盘72下移掉落到输送皮带81上,输送皮带81带动空的收料盘72移至空盘限位框82和满载限位框83之间进行装入基座,基座装满后,输送皮带81带动装满基座的收料盘72移至满载限位框83之间,拨动电机启动带动拨块84拨动收料盘72上移,而下一个收料盘72进入满载限位框83之间时,拨块84继续转动带动收料盘72上移一段距离后,拨块84与收料盘72脱离后继续抬升下一个收料盘72,以此来完成收料盘72的进料和收集。
64.参照图1、图9,基座收集装置7还包括分料机构73,分料机构73设置在固定架15上,分料机构73沿平行于入料皮带71带动基座移动方向间隔设置有多个,且分料机构73均用于对基座进行分隔,分料机构73包括分料气缸731、分料块732和红外检测器733,分料气缸731固定安装在固定架15侧壁上,且分料气缸731位于入料皮带71一侧,同时分料气缸731活塞杆位于入料皮带71上方,且分料气缸731活塞杆轴线和入料皮带71带动基座移动方向垂直。
65.参照图9,分料块732固定安装在分料气缸731活塞杆上,且分料块732在分料气缸731带动下移至入料皮带71上方阻挡基座;红外检测器733固定安装在固定架15上,且红外检测器733位于分料块732靠近基座进入一侧,同时红外检测器733检测基座位置,且红外检测器733通过控制箱与分料气缸731电连接;当红外检测器733检测到基座后,控制分料气缸731启动带动分料块732移动对基座进行阻挡分隔。
66.参照图1、图12,基座收集装置7还包括定位机构74,机台1上且位于固定架15远离支撑架18一侧固定安装有连接架16,定位机构74设置在连接架16上且用于将多个基座一起推动移动,定位机构74包括定位座741、第一气缸742、定位板743和第二气缸744。
67.参照图9、图10、图12,定位座741水平滑移安装在连接架16上表面上,且定位座741滑移方向与入料皮带71上的基座移动方向平行;第一气缸742固定安装在连接架16上且活塞杆与定位座741固定连接,同时第一气缸742启动能带动定位座741朝向远离入料皮带71一侧移动,使得定位座741移至空盘限位框82和满载限位框83之间。
68.参照图9、图12,定位板743水平滑移安装在定位座741上,且定位板743滑移方向沿靠近或远离分料块732分隔后的基座,同时定位板743靠近基座的一端间隔开设有多个供基座卡入的卡接槽745,且卡接槽745数目与分料气缸731的数目一一对应设置;第二气缸744固定安装在定位座741上,且第二气缸744位于定位板743远离基座一侧,同时第二气缸744活塞杆与定位板743固定连接。
69.参照图9、图12,第二气缸744启动带动定位板743朝向基座移动,使得多个基座分别卡入多个卡接槽745,然后分料气缸731启动带动分料块732回移远离基座,然后第一气缸742启动带动定位板743和基座移至固定架15上,然后第二气缸744启动带动定位板743远离基座,因此基座停留在固定架15上,接着第一气缸742启动带动定位座741和定位板743回移。
70.参照图1、图10,基座收集装置7还包括产品夹入机构75,机台1上且位于空盘限位框82和满载限位框83之间固定安装有输送架17。
71.参照图1、图9,产品夹入机构75设置在输送架17上且用于将固定架15上基座夹持输送到收料盘72内,且输送架17长度方向沿收料盘72到固定架15的方向。
72.参照图13,产品夹入机构75包括移动座751、夹入皮带752、滑动座753、两个夹持臂754、第三气缸755和第四气缸756、推块757,移动座751水平滑移安装在输送架17上,且移动座751滑移方向沿输送架17长度;输送架17侧壁上且位于移动座751两侧水平转动安装有皮带轮,输送架17上固定安装有与皮带轮连接的输送电机,且输送电机为伺服电机;而夹入皮带752套设在两个皮带轮上,且移动座751与夹入皮带752连接。
73.参照图9、图13,滑动座753竖向滑移安装在移动座751侧壁上,且滑动座753底端伸至移动座751下方;两个夹持臂754水平滑移安装在滑动座753底端上,且两个夹持臂754用于对固定架15上多个基座进行夹持;第三气缸755固定安装在移动座751上,且第三气缸755活塞杆竖直向下与滑动座753上表面固定连接;第四气缸756固定安装在滑动座753底端上,且第四气缸756活塞杆竖直向下伸至两个夹持臂754之间,同时第四气缸756活塞杆用于推动位于两个夹持臂754之间的基座脱离;推块757滑移安装在两个夹持臂754相对一侧的侧壁上,且推块757上下移动能带动两个夹持臂754相互远离或靠近,同时第四气缸756活塞杆与推块757固定连接并伸至推块757下方。
74.参照图9、图13,移动座751启动带动滑动座753和夹持臂754移至固定架15上方,然后第三气缸755启动带动夹持臂754下移,接着第四气缸756启动带动推块757上移,使得两个夹持臂754相互靠近夹持位于固定架15上的多个基座,然后第三气缸755启动带动基座上移。
75.参照图10、图13,移动座751带动基座移至收料盘72上方,然后第三气缸755启动带动基座下移,接着第四气缸756活塞杆移动带动推块757下移,使得两个夹持臂754相互远离,同时第四气缸756活塞杆推动基座脱离,使得基座放置到收料盘72的放置槽中,以此来实现将基座放置到放置槽内。
76.本技术实施例的工作原理为:基座通过输送轨道19进行上料,两个夹持板243启动将基座夹持放置到工作台22的定位孔221上,而驱动电机启动带动转盘21转动进行工位的更换,基座移至下一个工位,nc静簧组合带裁切得到nc静簧,弹性夹持片夹持nc静簧且移至基座上方,插入气缸412启动带动插入块411挤压nc静簧,使得nc静簧预插入基座,接着基座进入下一个工位,压入电机45带动压入块43挤压nc静簧,使得nc静簧完全插入基座中完成装配。
77.基座转至下一个工位,转动气缸54启动对nc静簧进行打凸包,然后基座转至下一个工位,ccd检测器61检测nc静簧位置,当位置不对时,检测风机63启动使得基座掉落进行筛除;接着基座转至下一个工位,出料组件27启动夹持基座移至出料皮带26进行输送,接着工作台22转至下一个工序,而工作台22继续转至下一个工位,清洁风机92启动对工作台22进行清理,以此来实现对基座nc静簧的装配,然后继续完成no静簧和引线脚的装配,以此来提高了继电器的质量。
78.基座通过出料皮带26移至入料皮带71上进行输送,然后分料气缸731启动带动分料块732移动进行基座的阻挡分隔,接着第二气缸744启动带动定位板743靠近基座,使得基座卡入卡接槽745内,然后分料气缸731带动分料块732远离基座,接着第一气缸742启动带动基座移至固定架15上,然后第二气缸744启动带动定位板743远离固定架15,因此基座停留在固定架15上,而夹持臂754启动夹持固定架15上的基座,然后将基座运输到收料盘72中进行放置,以此来实现基座的收集,提高了基座生产效率。
79.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1