一种锂电池化成装置的制作方法
1.本发明涉及锂电池生产的技术领域,具体涉及一种锂电池化成装置。
背景技术:
2.锂电池的化成是锂电池刚生产出来后对其做一次充电,借以激活电池,其作 用类似于对软盘的“格式化”。化成完成后电池才能开始正常的充放电。原理就 是对电池第一次充电,让电池内的活性物质激活,同时在阳极表面生成一种致密 的膜,借以保护整个化学界面。
3.目前,锂电池的化成工艺都是将裸电芯入壳封装,再定量注入电解液,通过 一段时间的静置后再化成。现有的锂电池化成工艺过程繁杂,需要控制的因素很 多,整个化成工艺需要的时间和操作人员很多,浪费了大量的成本和工艺时间。
技术实现要素:
4.本发明的目的在于提供一种锂电池化成装置,以解决现有技术中导致的上述 缺陷。
5.一种锂电池化成装置,包括化成部件、装夹部件及取出部件,其中:
6.所述化成部件用于给电芯充分浸入电解液并真空冲入电能,所述化成部件包 括盛液池、真空罩及伸缩气缸一,所述盛液池的内部盛装有电解液,所述真空罩 的顶部靠中心处焊接有抽气管,所述抽气管通过管道连接于外部的抽真空设备, 所述伸缩气缸一能够带动真空罩盖合于盛液池的上方;
7.所述装夹部件设于盛液池的内部并用于实现单次装夹多个电芯,并且能够将 其完全浸没到电解液之中;
8.所述取出部件设于盛液池的后方并用于实现单次取出多个已充分浸入电解 液并真空冲电的电芯,并且能够挤出电芯上多余的电解液。
9.优选的,所述盛液池的底部靠四个拐角处均安装有支撑座,所述真空罩的内 部平行设有安装板,所述安装板的四个拐角处均滑动连接有安装柱,所述安装柱 的顶部均固定于真空罩的顶部,所述安装柱在安装板的上方均套装有压缩弹簧 一,所述安装板的下侧等间隔安装有充电器,所述盛液池的左右两侧对称安装有 一对固定片,所述伸缩气缸一设有一对并对应安装于两个固定片上,所述伸缩气 缸一竖直朝上设置并在其活塞杆末端连接有连接片,两侧连接片对应连接于真空 罩的左右两侧,所述真空罩的下边缘处镶嵌有密封条。
10.优选的,所述装夹部件包括临装条、伸缩气缸二、夹紧条及伸缩气缸三,所 述临装条为工字型结构且水平设于盛液池的内部,所述临装条的上侧等间隔安装 有u型的卡装片一,所述卡装片一的内表面均粘贴有海绵片一,所述伸缩气缸二 设有一对并对称安装于临装条的左右两端,所述伸缩气缸二竖直朝上设置并在其 活塞杆末端连接有铰接座一,所述铰接座一的前后两侧对称铰接有一对
“┓”
型 的铰接条一,所述临装条的左右两端均前后
对称焊接有一对铰接座二,所述铰接 座二上均铰接有一个条形的铰接条二,位于同一方位的铰接条一的另一端与铰接 条二的另一端相铰接,所述夹紧条设有一对并前后平行分布,位于同一侧的夹紧 条的左右两端对应焊接于左右两边的铰接条一上,所述夹紧条的下侧等间隔安装 有“п”型的夹紧片,所述临装条的左右两端对称焊接有z型的升降条,所述伸 缩气缸三设有一对并左右对称安装于盛液池的底部,位于同一侧的伸缩气缸三的 活塞杆末端连接于升降条的外端部。
11.优选的,所述取出部件包括支撑板、固定板、伸缩气缸四、移动板、伸缩气 缸五及升降板,所述支撑板为“﹁”型结构并水平安装于盛液池的后侧,所述固 定板设有一对并左右对称连接于支撑板的上侧,所述伸缩气缸四设有一对并对应 安装于两个固定板上,所述伸缩气缸四水平朝前设置并在其活塞杆末端连接有连 接板,所述移动板水平连接于两个连接板的下侧,所述伸缩气缸五设有一对并对 称连接于移动板的左右两端,所述伸缩气缸五竖直朝上设置,所述升降板水平连 接于两个伸缩气缸五的活塞杆末端。
12.优选的,所述移动板的下侧均匀分布有若干个等间隔分布的取出件,所述取 出件包括分隔板、联动板、联动块及联动柱,所述分隔板为“п”型结构并安装 于移动板的下侧,所述联动板设有一对并平行设于分隔板的内侧,两个联动板的 上部滑动安装有一对连接柱,所述连接柱的两端固定于分隔板的左右内壁上,所 述连接柱在两个联动板之间套装有压缩弹簧二,所述压缩弹簧二的两端固定于两 个联动板上,所述联动块为等腰梯形的楔形块,所述联动块设于分隔板的内侧且 其两个斜面抵紧于两个联动板的上边缘,所述联动柱设有一对并前后对称连接于 联动块的上侧,所述联动柱贯穿分隔板及移动板且与分隔板及移动板滑动配合, 所述联动柱在移动板的上方套装有压缩弹簧三,所述联动柱的顶端抵紧于升降板 的下侧。
13.优选的,所述支撑板的上方设有载装件,所述载装件包括载放条,所述载放 条为“凵”型结构并水平放置于支撑板的上方,所述载放条的左右两端对称设有 矩形的提放口,所述载放条的上侧等间隔安装有u型的卡装片二,所述卡装片二 的后侧做封口处理,所述卡装片二的内表面均粘贴有海绵片二。
14.优选的,所述支撑板在载放条的四个拐角处均安装有一个
“┓”
定位块。
15.与现有技术相比,本发明中的锂电池化成装置具有以下优点:
16.1、自动装夹方便。通过伸缩气缸三的活塞杆伸长并带动临装条高于电解液, 再通过伸缩气缸二的活塞杆伸长并带动前后两个夹紧条相互远离且向下翻转90 度,并在前后两个夹紧条之间的每个卡装片一上对应放置上一块电芯,再通过伸 缩气缸二的活塞杆收缩并带动前后两个夹紧条相互靠近并向上翻转90度,并使 前后两个夹紧条上的夹紧片对应卡装于电芯上部的两个拐角处,以实现单次装夹 多个电芯。
17.2、自动化成高效。通过伸缩气缸三的活塞杆收缩并带动临装条及其上的电 芯完全浸没到电解液之中,通过伸缩气缸一的活塞杆收缩并带动真空罩下降,以 盖合盛液池,在盖合时,电芯上的一对极耳极耳对应插入到位于安装板下方的各 个充电器中并进行第一次充电,在充电期间,还通过外部的抽真空设备抽走盛液 池与真空罩之间的空气。
18.3、自动取出快捷。通过伸缩气缸四的活塞杆伸长并带动全部取出件移动到 电芯的正上方,再通过伸缩气缸五的活塞杆收缩并带动每个取出件中的一对联动 板的间距扩大,再通过伸缩气缸二的活塞杆伸长并带动前后两个夹紧条相互远离 且向下翻转90度,再
通过伸缩气缸三的活塞杆伸长并带动临装条高于电解液, 直至单个电芯处于每个取出件的中间,再通过伸缩气缸五的活塞杆伸长并带动每 个取出件中的一对联动板的间距缩小,使得电芯被牢牢夹持在一对联动板之间, 并且电芯上多余的电解液因这个夹紧力而被挤出,并回到盛液池之中。
附图说明
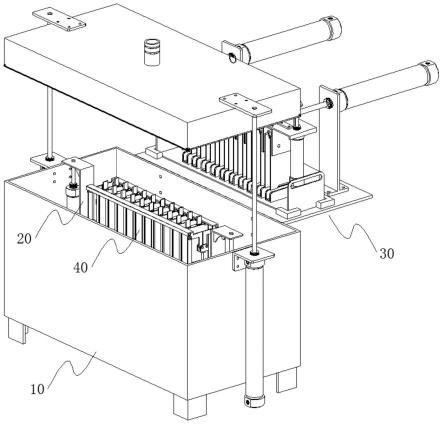
19.图1为本发明整体三维的结构示意图。
20.图2为本发明整体正视的结构示意图。
21.图3和图4为本发明中的化成部件的结构示意图。
22.图5和图6为本发明中的装夹部件的结构示意图。
23.图7至图9为本发明中的取出部件的结构示意图。
24.其中:
25.10-化成部件;101-盛液池;102-支撑座;103-真空罩;104-抽气管;105
‑ꢀ
安装板;106-安装柱;107-压缩弹簧一;108-充电器;109-固定片;110-伸缩气 缸一;111-连接片;112-密封条;
26.20-装夹部件;201-临装条;202-卡装片一;203-海绵片一;204-伸缩气缸 二;205-铰接座一;206-铰接条一;207-铰接座二;208-铰接条二;209-夹紧条; 210-夹紧片;211-升降条;212-伸缩气缸三;
27.30-取出部件;301-支撑板;302-固定板;303-伸缩气缸四;304-连接板; 305-移动板;306-伸缩气缸五;307-升降板;308-取出件;3081-分隔板;3082
‑ꢀ
联动板;3083-连接柱;3084-压缩弹簧二;3085-联动块;3086-联动柱;3087
‑ꢀ
压缩弹簧三;309-载装件;3091-载装条;3091a-提放口;3092-卡装片二;3093
‑ꢀ
海绵片二;310-定位块;
28.40-电芯。
具体实施方式
29.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下 面结合具体实施方式,进一步阐述本发明。
30.如图1至图9所示,一种锂电池化成装置,包括化成部件10、装夹部件20 及取出部件30,其中:
31.所述化成部件10用于给电芯40充分浸入电解液并真空冲入电能,所述化成 部件10包括盛液池101、真空罩103及伸缩气缸一110,所述盛液池101的内部 盛装有电解液,所述真空罩103的顶部靠中心处焊接有抽气管104,所述抽气管 104通过管道连接于外部的抽真空设备,所述伸缩气缸一110能够带动真空罩103 盖合于盛液池101的上方;
32.所述装夹部件20设于盛液池101的内部并用于实现单次装夹多个电芯40, 并且能够将其完全浸没到电解液之中;
33.所述取出部件30设于盛液池101的后方并用于实现单次取出多个已充分浸 入电解液并真空冲电的电芯40,并且能够挤出电芯40上多余的电解液。
34.在本实施例中,所述盛液池101的底部靠四个拐角处均安装有支撑座102, 所述真空罩103的内部平行设有安装板105,所述安装板105的四个拐角处均滑 动连接有安装柱
106,所述安装柱106的顶部均固定于真空罩103的顶部,所述 安装柱106在安装板105的上方均套装有压缩弹簧一107,所述安装板105的下 侧等间隔安装有充电器108,所述盛液池101的左右两侧对称安装有一对固定片 109,所述伸缩气缸一110设有一对并对应安装于两个固定片109上,所述伸缩 气缸一110竖直朝上设置并在其活塞杆末端连接有连接片111,两侧连接片111 对应连接于真空罩103的左右两侧,所述真空罩103的下边缘处镶嵌有密封条 112。
35.在本实施例中,所述装夹部件20包括临装条201、伸缩气缸二204、夹紧条 209及伸缩气缸三212,所述临装条201为工字型结构且水平设于盛液池101的 内部,所述临装条201的上侧等间隔安装有u型的卡装片一202,所述卡装片一 202的内表面均粘贴有海绵片一203,所述伸缩气缸二204设有一对并对称安装 于临装条201的左右两端,所述伸缩气缸二204竖直朝上设置并在其活塞杆末端 连接有铰接座一205,所述铰接座一205的前后两侧对称铰接有一对
“┓”
型的 铰接条一206,所述临装条201的左右两端均前后对称焊接有一对铰接座二207, 所述铰接座二207上均铰接有一个条形的铰接条二208,位于同一方位的铰接条 一206的另一端与铰接条二208的另一端相铰接,所述夹紧条209设有一对并前 后平行分布,位于同一侧的夹紧条209的左右两端对应焊接于左右两边的铰接条 一206上,所述夹紧条209的下侧等间隔安装有“п”型的夹紧片210,所述临 装条201的左右两端对称焊接有z型的升降条211,所述伸缩气缸三212设有一 对并左右对称安装于盛液池101的底部,位于同一侧的伸缩气缸三212的活塞杆 末端连接于升降条211的外端部。增添的海绵片一203既可以增加卡装片一202 与电芯40的卡放可靠性,又可以避免影响到电芯40的底部浸润电解液。
36.在本实施例中,所述取出部件30包括支撑板301、固定板302、伸缩气缸四 303、移动板305、伸缩气缸五306及升降板307,所述支撑板301为“﹁”型结 构并水平安装于盛液池101的后侧,所述固定板302设有一对并左右对称连接于 支撑板301的上侧,所述伸缩气缸四303设有一对并对应安装于两个固定板302 上,所述伸缩气缸四303水平朝前设置并在其活塞杆末端连接有连接板304,所 述移动板305水平连接于两个连接板304的下侧,所述伸缩气缸五306设有一对 并对称连接于移动板305的左右两端,所述伸缩气缸五306竖直朝上设置,所述 升降板307水平连接于两个伸缩气缸五306的活塞杆末端。
37.在本实施例中,所述移动板305的下侧均匀分布有若干个等间隔分布的取出 件308,所述取出件308包括分隔板3081、联动板3082、联动块3085及联动柱 3086,所述分隔板3081为“п”型结构并安装于移动板305的下侧,所述联动 板3082设有一对并平行设于分隔板3081的内侧,两个联动板3082的上部滑动 安装有一对连接柱3083,所述连接柱3083的两端固定于分隔板3081的左右内 壁上,所述连接柱3083在两个联动板3082之间套装有压缩弹簧二3084,所述 压缩弹簧二3084的两端固定于两个联动板3082上,所述联动块3085为等腰梯 形的楔形块,所述联动块3085设于分隔板3081的内侧且其两个斜面抵紧于两个 联动板3082的上边缘,所述联动柱3086设有一对并前后对称连接于联动块3085 的上侧,所述联动柱3086贯穿分隔板3081及移动板305且与分隔板3081及移 动板305滑动配合,所述联动柱3086在移动板305的上方套装有压缩弹簧三 3087,所述联动柱3086的顶端抵紧于升降板307的下侧。
38.在本实施例中,所述支撑板301的上方设有载装件309,所述载装件309包 括载放
条3091,所述载放条3091为“凵”型结构并水平放置于支撑板301的上 方,所述载放条3091的左右两端对称设有矩形的提放口3091a,所述载放条3091 的上侧等间隔安装有u型的卡装片二3092,所述卡装片二3092的后侧做封口处 理,所述卡装片二3092的内表面均粘贴有海绵片二3093。增添的海绵片二3093 可以吸走掉电芯40上多余的电解液。
39.在本实施例中,所述支撑板301在载放条3091的四个拐角处均安装有一个
ꢀ“┓”
定位块310。通过加装四个定位块310能够实现对载装件309中载装条3091 的快速且精准定位。
40.这种锂电池化成装置在实际应用时,包括以下工作步骤:
41.步骤1:通过伸缩气缸一110的活塞杆伸长并带动真空罩103升高,以开启 盛液池101,并在盛液池101中注入预设深度的电解液;
42.步骤2:通过伸缩气缸三212的活塞杆伸长并带动临装条201高于电解液, 再通过伸缩气缸二204的活塞杆伸长并带动前后两个夹紧条209相互远离且向下 翻转90度,并在前后两个夹紧条209之间的每个卡装片一202上对应放置上一 块电芯40,其中,电芯40上的极耳是向上的;
43.步骤3:通过伸缩气缸二204的活塞杆收缩并带动前后两个夹紧条209相互 靠近并向上翻转90度,并使前后两个夹紧条209上的夹紧片210对应卡装于电 芯40上部的两个拐角处,以实现单次装夹多个电芯40,再通过伸缩气缸三212 的活塞杆收缩并带动临装条201及其上的电芯40完全浸没到电解液之中;
44.步骤4:通过伸缩气缸一110的活塞杆收缩并带动真空罩103下降,以盖合 盛液池101,在盖合时,电芯40上的一对极耳极耳对应插入到位于安装板105 下方的各个充电器108中并进行第一次充电,在充电期间,还通过外部的抽真空 设备抽走盛液池101与真空罩103之间的空气,电芯40在完成一定时间的充电 及浸润后,通过通过伸缩气缸一110的活塞杆伸长并带动真空罩103升高,以开 启盛液池101;
45.步骤5:通过伸缩气缸四303的活塞杆伸长并带动全部取出件308移动到电 芯40的正上方,再通过伸缩气缸五306的活塞杆收缩并带动每个取出件308中 的一对联动板3082的间距扩大,再通过伸缩气缸二204的活塞杆伸长并带动前 后两个夹紧条209相互远离且向下翻转90度,再通过伸缩气缸三212的活塞杆 伸长并带动临装条201高于电解液,直至单个电芯40处于每个取出件308的中 间,再通过伸缩气缸五306的活塞杆伸长并带动每个取出件308中的一对联动板 3082的间距缩小,使得电芯40被牢牢夹持在一对联动板3082之间,并且电芯 40上多余的电解液因这个夹紧力而被挤出,并回到盛液池101之中;
46.步骤6:通过伸缩气缸三212的活塞杆收缩并带动临装条201完全浸没到电 解液之中,通过伸缩气缸四303的活塞杆收缩并带动全部取出件308及其上电芯 40移动到再装件309的正上方,再通过伸缩气缸五306的活塞杆收缩并带动每 个取出件308中的一对联动板3082的间距扩大,取出件308上的电芯40在重力 作用下对应落到载装条3091上的卡装片二3092上。
47.因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有 的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1