一种汇流条贴膜机的制作方法
1.本发明属于光伏设备技术领域,涉及一种汇流条贴膜机。
背景技术:
2.随着太阳能光伏组件的应用范围越来越广,越来越多的客户对光伏组件的光电转化效率及外观提出更高的需求。
3.为了提升光伏组件的转换效率及美观性,需要对光伏组件上的汇流条进行处理,传统的方式一般采用在汇流条上涂漆或者贴膜的方式来实现。如全黑光伏组件的电池片、边框及背板均使用黑色材料来制作,为了达到光伏组件的全黑效果,汇流条也需要使用黑色汇流条。黑色汇流条的常见制作方法是在银色汇流条表面涂一层黑漆或者在银色汇流条上贴黑膜,由于前者的制备成本较高,且黑漆不导电,在制作引出线时还需要刮掉黑漆,十分麻烦,因此客户更加倾向于在汇流条上贴膜的做法。
4.目前在汇流条上贴膜通常由工人手动贴膜,将膜粘贴在汇流条朝向玻璃的一面,这种贴膜方式效率低,贴膜质量不稳定。
技术实现要素:
5.为了解决相关技术中的问题,本技术提供了一种汇流条贴膜机,可以实现光伏组件上汇流条的自动贴膜,提升了贴膜效率及质量,节省了人力。
6.本技术提供了一种汇流条贴膜机,用于向光伏组件的汇流条上贴膜,该汇流条贴膜机包括组件输送部、组件拾取部、至少一个膜条供料部、至少一个膜条输送部和至少一个膜条压紧部;组件输送部用于输送承载有光伏组件的玻璃板;组件拾取部设置在组件输送部上方,被配置为从玻璃板上拾取光伏组件;膜条供料部用于提供膜条;膜条输送部包括移动装置和承接加热装置,移动装置用于带动承接加热装置从膜条供料部承接膜条,并带动承接加热装置将膜条移动到组件拾取部拾取的光伏组件的汇流条下方,承接加热装置还用于加热膜条;膜条压紧部设置在组件输送部上方,膜条压紧部用于将光伏组件上的汇流条与位于汇流条下方的膜条压合粘接。
7.通过组件输送部实现了光伏组件的输送及供料,通过组件拾取部实现了光伏组件的拾起,以在光伏组件的下方形成供膜条输送的空间,通过膜条供料部实现了膜条的自动供料,通过膜条输送部实现了将膜条输送到光伏组件的汇流条下方,通过承接加热装置实现了膜条的承载及加热,通过膜条压紧部实现了将光伏组件上的汇流条与汇流条下方的膜条压合粘接,通过上述部件的配合实现了光伏组件上汇流条的自动贴膜,提升了贴膜效率及质量,节省了人力。
8.优选地,承接加热装置包括加热部、承载板和多个导柱组;加热部与承载板连接,加热部用于加热承载板;承载板上设置有用于放置膜条的膜条放置工位,多个导柱组沿承载板的长度方向间隔设置;导柱组包括一一对应设置的第一导柱和第二导柱,第一导柱设置在膜条放置工位的第一侧,第二导柱设置在膜条放置工位的第二侧。
9.通过承载板的设置实现了膜条的承接,通过加热部实现了对承载板加热,进而实现了对承载板膜条放置工位上膜条的提前预热及膜条压合时候的加热,使膜条释放粘性以与汇流条粘接,通过导柱组的设置实现了对膜条放置工位上的膜条的导向限位,保证了膜条供料的精度。
10.优选地,承接加热装置还包括导柱升降装置,导柱升降装置的驱动端与第一导柱和第二导柱连接,导柱升降装置用于带动导柱组中的第一导柱和第二导柱升降。
11.通过导柱升降装置的设置实现了控制导柱组上升及下降,当承接加热装置承接及运输膜条的时候,导柱组上升对膜条进行导向及限位,当将膜条贴紧汇流条之前,导柱组下降避让,避免导柱组触碰到光伏组件中的电池片,导致电池片的破损。
12.优选地,膜条放置工位设置有用于承载膜条的条状突起,条状突起上设置有用于吸附定位膜条的负压吸附孔。
13.通过条状突起的设置实现了膜条与汇流条的单独贴合,避免了承载板的其余部位与光伏组件中的电池串产生干涉,通过负压吸附孔的设置实现了对膜条的吸附定位,保证膜条的供料精度。
14.优选地,移动装置包括移动轨道和驱动装置;移动轨道安装在组件输送部的架体上,移动轨道的长度方向垂直于组件输送部的输送方向;承接加热装置可滑动的安装在移动轨道上,驱动装置与承接加热装置连接,驱动装置用于带动承接加热装置沿移动轨道运动。
15.通过驱动装置的设置实现了驱动承接加热装置输送膜条,通过移动轨道的设置实现了对承接加热装置的移动导向。
16.优选地,膜条压紧部包括升降驱动装置和压头装置,升降驱动装置的驱动端与压头装置连接,升降驱动装置用于带动压头装置升降,压头装置用于将汇流条与膜条压合粘接。
17.通过升降驱动装置的设置实现了驱动压头装置的升降,通过压头装置的设置实现了将汇流条与膜条压合粘接。
18.优选地,压头装置包括压头支架和并排间隔设置在压头支架下方的多个压块;压头支架与升降驱动装置的驱动端连接;压块通过连接件安装在压头支架下方。
19.通过压头支架的设置实现了对连接件的支撑,通过连接件的设置实现了将压块安装到压头支架上,通过将压块并排间隔设置,则压块之间的间隙可以实现对汇流条上的折弯部位的有效避让。
20.优选地,连接件包括连接板、导向柱和弹簧;连接板固定安装在压头支架下方,导向柱的下端滑动穿过连接板后与压块固定连接;弹簧套装在导向柱上,弹簧的第一端抵靠压块,弹簧的第二端抵靠在连接板上。
21.通过连接板的设置实现了导向柱的安装,通过导向柱的设置实现了压块的安装,通过导向柱与连接板的滑动连接及弹簧的设置实现了压块的弹性下压,从而可以确保所有压块均能有效的压合膜条与汇流条且不损伤光伏组件。
22.优选地,膜条压紧部还包括横移装置,横移装置的驱动端与升降驱动装置连接,横移装置带动升降驱动装置沿垂直于组件输送部的输送方向移动。
23.通过横移装置的设置实现了压头相对光伏组件的位置调节,满足了不同光伏组件
版型中汇流条位置不同的需求,提升了汇流条贴膜机的兼容性。
24.优选地,膜条供料部包括供膜装置、切膜装置和牵引夹头;牵引夹头从供膜装置牵引出预定长度的膜条,并将预定长度的膜条铺放到承接加热装置上;切膜装置用于将牵引夹头牵引出的膜条切断。
25.通过供膜装置实现了膜条的供应,通过切膜装置实现了对膜条的裁切,通过牵引夹头实现了膜条的夹持牵引及铺放,通过上述部件的配合实现了膜条的自动供料。
26.优选地,组件拾取部包括吸盘组和组件升降装置,吸盘组安装在组件升降装置的驱动端,组件升降装置用于带动吸盘组升降,吸盘组被配置为吸附光伏组件。
27.通过吸盘组实现了光伏组件的吸附,通过组件升降装置的设置实现了带动光伏组件的升降,光伏组件上升后膜条输送部即可向光伏组件下方输送膜条,光伏组件下降后膜条压紧部即可将膜条与汇流条压合粘接。
28.优选地,膜条供料部为两个,分别为设置在组件输送部的输送方向第一侧的第一膜条供料部和设置在组件输送部的输送方向第二侧的第二膜条供料部;第一膜条供料部用于提供首端膜条,第二膜条供料部用于提供中间膜条和尾端膜条;膜条输送部为三个,分别为第一膜条输送部、第二膜条输送部和第三膜条输送部;第一膜条输送部用于输送首端膜条,第二膜条输送部用于输送中间膜条,第三膜条输送部用于输送尾端膜条;膜条压紧部为三个,分别为设置在组件输送部输送方向第一侧上方的第一膜条压紧部、设置在组件输送部中部上方的第二膜条压紧部和设置在组件输送部输送方向第二侧上方的第三膜条压紧部,第一膜条压紧部用于将位于光伏组件首端的汇流条与首端膜条压合粘接,第二膜条压紧部用于将位于光伏组件中部的中间汇流条与中间膜条压合粘接,第三膜条压紧部用于将位于光伏组件尾端的尾端汇流条与尾端膜条压合粘接。
29.通过第一膜条供料部的设置实现了首端膜条的供料,通过第二膜条供料部的设置实现了中间膜条和尾端膜条的供料,第二膜条供料部可以实现中间膜条和尾端膜条的供料,节省了单独的中间膜条供料部,节省了设备的空间,通过三个膜条输送部的设置实现了首端、中间、尾端膜条的同步承载,通过三个膜条压紧部的设置实现了对首端、中间、尾端膜条的同步压紧,提升了膜条与汇流条的压合粘接效率。
30.优选地,膜条供料部为一个,膜条供料部设置在组件输送部的输送方向的第一侧或第二侧;膜条供料部用于提供首端膜条、中间膜条和尾端膜条;膜条输送部为三个,分别为第一膜条输送部、第二膜条输送部和第三膜条输送部;第一膜条输送部用于输送首端膜条,第二膜条输送部用于输送中间膜条,第三膜条输送部用于输送尾端膜条;膜条压紧部为三个,分别为设置在组件输送部输送方向第一侧上方的第一膜条压紧部、设置在组件输送部中部上方的第二膜条压紧部和设置在组件输送部输送方向第二侧上方的第三膜条压紧部,第一膜条压紧部用于将位于光伏组件首端的汇流条与首端膜条压合粘接,第二膜条压紧部用于将位于光伏组件中部的中间汇流条与中间膜条压合粘接,第三膜条压紧部用于将位于光伏组件尾端的尾端汇流条与尾端膜条压合粘接。
31.通过一个膜条供料部实现了首端膜条,中间膜条和尾部膜条的供料,节省了设备空间,降低了设备成本,通过三个膜条输送部的设置实现了首端、中间、尾端膜条的同步承载,通过三个膜条压紧部的设置实现了对首端、中间、尾端膜条的同步压紧,提升了膜条与汇流条的压合粘接效率。
32.优选地,膜条供料部为三个,分别为设置在组件输送部的输送方向第一侧的第一膜条供料部、设置在组件输送部的输送方向第二侧的第二膜条供料部和设置在组件输送部的输送方向第一侧或第二侧第三膜条供料部,第一膜条供料部用于提供首端膜条,第二膜条供料部用于提供尾端膜条,第三膜条供料部用于提供中间膜条;膜条输送部为三个,分别为第一膜条输送部、第二膜条输送部和第三膜条输送部;第一膜条输送部用于输送首端膜条,第二膜条输送部用于输送中间膜条,第三膜条输送部用于输送尾端膜条;膜条压紧部为三个,分别为设置在组件输送部输送方向第一侧上方的第一膜条压紧部、设置在组件输送部中部上方的第二膜条压紧部和设置在组件输送部输送方向第二侧上方的第三膜条压紧部,第一膜条压紧部用于将位于光伏组件首端的汇流条与首端膜条压合粘接,第二膜条压紧部用于将位于光伏组件中部的中间汇流条与中间膜条压合粘接,第三膜条压紧部用于将位于光伏组件尾端的尾端汇流条与尾端膜条压合粘接。
33.通过三个膜条供料部的设置实现了首端膜条、中间膜条和尾端膜条的同步供料,提升了膜条的供料效率,通过三个膜条输送部的设置实现了首端、中间、尾端膜条的同步输送及承载,提升了膜条的输送效率,通过三个膜条压紧部的设置实现了对膜条的同步压紧,提升了膜条与汇流条的压合粘接效率。
34.基于上述技术特征,本技术至少可以实现如下有益效果:
35.通过组件输送部实现了光伏组件的输送及供料,通过组件拾取部实现了光伏组件的拾起,以在光伏组件的下方形成供膜条输送的空间,通过膜条供料部实现了膜条的自动供料,通过膜条输送部实现了将膜条输送到光伏组件的汇流条下方,通过承接加热装置实现了膜条的承载及加热,通过膜条压紧部实现了将光伏组件上的汇流条与汇流条下方的膜条压合粘接,通过上述部件的配合实现了光伏组件上汇流条的自动贴膜,提升了贴膜效率及质量,节省了人力。
36.应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本发明。
附图说明
37.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
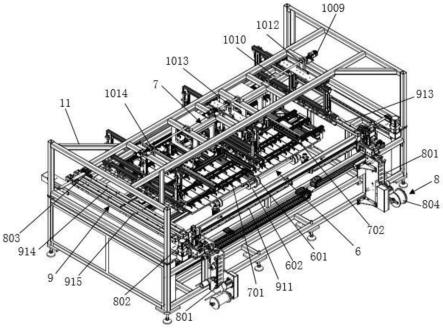
38.图1是本技术一个实施例中提供的汇流条贴膜机立体结构视图;
39.图2是本技术一个实施例中提供的汇流条贴膜机主视图;
40.图3是本技术一个实施例中提供的汇流条贴膜机俯视图;
41.图4是本技术一个实施例中提供的膜条输送部立体结构视图;
42.图5是本技术一个实施例中提供的膜条输送部沿垂直于承载板的承载面方向的剖切视图;
43.图6是本技术一个实施例中提供的汇流条贴膜机中的膜条压紧部立体结构视图;
44.图7是本技术一个实施例中提供的膜条压紧部的升降驱动装置与压头装置的连接关系视图;
45.图8是本技术一个实施例中提供的光伏组件机构视图。
46.其中,附图标记如下:
47.1第一电池串组;2第二电池串组;3首端汇流条;4中间汇流条;41折弯部;5尾端汇流条;6组件输送部;601组件输送带;602组件驱动装置;7组件拾取部;701升降架;702吸盘组;703拾取驱动装置;8膜条供料部;801供膜装置;802切膜装置;803牵引夹头;804膜条卷;9膜条输送部;901承载板;902第一导柱;903第二导柱;904导柱安装孔;905导柱升降装置;906条状突起;907负压吸附孔;908移动支架;909驱动电机;910齿轮;911移动轨道;912滑块;913第一膜条输送部;914第二膜条输送部;915第三膜条输送部;10膜条压紧部;1001压头支架;1002压块;1003连接板;1004导向柱;1005弹簧;1006导向套;1007升降带动装置;1008升降安装架;1009横移电机;1010丝杆;1011升降滑块滑轨副;1012第一膜条压紧部;1013第二膜条压紧部;1014第三膜条压紧部;11架体。
具体实施方式
48.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本发明相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本发明的一些方面相一致的装置和方法的例子。
49.光伏组件是由电池串并排铺设而成,光伏组件通常可以分为整片组件和半片组件,整片组件由整片电池串组成,半片组件由半片电池串组成,半片电池串是由整片电池片掰断后的小片串焊而成,半片电池串大约为整片电池串长度的一半。半片电池串和整片电池串的端部都存在有留长焊带,用于与汇流条焊接,汇流条能够将各电池串产生的电流汇集起来并通过接线盒输出。
50.如图8所示的半片光伏组件,包括第一电池串组1和第二电池串组2,第一电池串组1和第二电池串组2内均并排铺设有多串电池串,第一电池串组1远离第二电池串组2的一端的汇流条为首端汇流条3,第一电池串组1和第二电池串组2之间的汇流条为中间汇流条4,第二电池串组2远离第一电池串组1的一端的汇流条为尾端汇流条5。汇流条贴膜即需要在首端汇流条3、中间汇流条4和尾端汇流条5的下方贴上膜条。为了将汇流条引出到接线盒,会对中间汇流条进行折弯,使之向上弯曲,形成折弯部41。
51.传统的汇流条贴膜都是人工手动贴膜,将电池串掀起后,将膜粘贴在汇流条朝向玻璃的一面,这种贴膜方式效率低,贴膜质量不稳定。
52.因此本技术提供了一种汇流条贴膜机,用于向光伏组件的汇流条上贴膜,如图1、图2、图3所示,该汇流条贴膜机包括组件输送部6、组件拾取部7、至少一个膜条供料部8、至少一个膜条输送部9和至少一个膜条压紧部10;组件输送部6用于输送承载有光伏组件的玻璃板;组件拾取部7设置在组件输送部6上方,被配置为从玻璃板上拾取光伏组件;膜条供料部8用于提供膜条;膜条输送部9包括移动装置和承接加热装置,移动装置用于带动承接加热装置从膜条供料部8承接膜条,并带动承接加热装置将膜条移动到组件拾取部7拾取的光伏组件的汇流条下方,承接加热装置还用于加热膜条;膜条压紧部10设置在组件输送部6上方,膜条压紧部10用于将光伏组件上的汇流条与位于汇流条下方的膜条压合粘接。
53.在一种实现方式中,汇流条贴膜机包括架体11,架体11上安装有组件输送部6,组件输送部6包括组件输送带601、输送带支撑轮、输送带驱动轮和组件驱动装置602;输送带支撑轮和输送带驱动轮安装在架体11上,组件驱动装置602的驱动端与输送带驱动轮连接,
用于驱动输送带驱动轮转动,从而带动组件输送带601转动,组件输送带601带动玻璃板及玻璃板上放置的光伏组件移动到贴膜工位。在一种实现方式中,组件驱动装置602可以为电机;为了实现玻璃板更加平稳的输送,组件输送带601可以为多个平行设置的皮带。
54.组件拾取部7安装在组件输送部6上方的架体11上,当组件输送部6将玻璃板及光伏组件输送到贴膜工位的时候,组件拾取部7下降,拾取光伏组件后带动光伏组件向上远离玻璃板,在光伏组件和玻璃板之间形成用于输送膜条的通道。
55.膜条供料部8安装在架体11的组件输送部6输送方向的侧边,膜条供料部8用于牵引及切断膜条,并且将膜条提供给膜条输送部9,膜条输送部9包括移动装置及承接加热装置,承接加热装置安装在移动装置上,移动装置可移动的安装在组件输送部6上方的架体11上,并且可以在承接膜条的接料工位和压合膜条的压膜工位之间移动,膜条供料部8将膜条放置到承接加热装置上,待膜条供料部8提供完膜条之后,移动装置带动承接加热装置将膜条移动到光伏组件的首端汇流条3、中间汇流条4和尾端汇流条5下方,然后移动装置可以带动膜条上升贴近汇流条,或者组件拾取部7可以带动光伏组件下降,使得首端汇流条3与首端膜条、中间汇流条4与中间膜条、尾端汇流条5与尾端膜条贴合,膜条压紧部10下降,将膜条和对应的汇流条压紧贴合到一起。承接加热装置在输送膜条的过程中可以对膜条进行预热,并在膜条和汇流条压紧贴合的时候对膜条进行加热,帮助膜条释放粘性,提升了膜条和汇流条的压紧贴合效率。
56.本技术的汇流条贴膜机,通过组件输送部6实现了光伏组件的输送及供料,通过组件拾取部7实现了光伏组件的拾起,以在光伏组件的下方形成供膜条输送的空间,通过膜条供料部8实现了膜条的自动供料,通过膜条输送部9实现了将膜条输送到光伏组件的汇流条下方,通过承接加热装置实现了膜条的承载及加热,通过膜条压紧部10实现了将光伏组件上的汇流条与汇流条下方的膜条压合粘接,通过上述部件的配合实现了光伏组件上汇流条的自动贴膜,提升了贴膜效率及质量,节省了人力。
57.在一种实现方式中如图4和图5所示,承接加热装置包括加热部、承载板901和多个导柱组;加热部与承载板901连接,加热部用于加热承载板901;承载板901上设置有用于放置膜条的膜条放置工位,多个导柱组沿承载板901的长度方向间隔设置;导柱组包括一一对应设置的第一导柱902和第二导柱903,第一导柱902设置在膜条放置工位的第一侧,第二导柱903设置在膜条放置工位的第二侧。
58.可选的,承载板901上设置有安装孔,加热部通过安装孔安装到承载板901上,加热部可以为加热棒。膜条放置工位上设置有导柱组,导柱组中包括成对设置的第一导柱902和第二导柱903,为了便于导向,第一导柱902和第二导柱903均可以为锥形。
59.在一种实现方式中,导柱通过导柱安装孔904安装到承载板901上,承载板901上设置有多组间距不同的导柱安装孔904,可以调整第一导柱902和第二导柱903安装在不同间距的导柱安装孔904来实现对不同宽度的膜条进行导向。
60.通过承载板901的设置实现了膜条的承接,通过加热部实现了对承载板901加热,进而实现了对承载板901膜条放置工位上膜条的提前预热及膜条压合时候的加热,帮助膜条释放粘性,提升了膜条的压合效率,通过导柱组的设置实现了对膜条放置工位上的膜条的导向限位,保证了膜条供料的精度。
61.在一种实现方式中,承接加热装置还包括导柱升降装置905,导柱升降装置905的
驱动端与第一导柱902和第二导柱903连接,导柱升降装置905用于带动导柱组中的第一导柱902和第二导柱903升降。
62.导柱升降装置905安装在承载板901下方,导柱升降装置905的驱动端与导柱安装孔904内的第一导柱902和第二导柱903连接。在一种实现方式中,导柱升降装置905为气缸。
63.通过导柱升降装置905的设置实现了控制导柱组上升及下降,当承接加热装置承接及运输膜条的时候,导柱组上升对膜条进行导向及限位,当膜条和汇流条相互靠近前,导柱组下降避让,避免导柱组触碰到光伏组件中的电池片,导致电池片的破损。
64.在一种实现方式中,膜条放置工位设置有用于承载膜条的条状突起906,条状突起906上设置有用于吸附定位膜条的负压吸附孔907。条状突起906设置在承载板901上,用于承托膜条,条状突起906的设置便于膜条更加精准的与汇流条贴合。
65.通过条状突起906的设置实现了膜条与汇流条的单独贴合,避免了承载板901的其余部位与光伏组件中的电池串产生干涉,通过负压吸附孔907的设置可以保证膜条紧贴在条状突起906上,保证膜条的供料精度。
66.在一种实现方式中,移动装置包括移动轨道911和驱动装置;移动轨道911安装在组件输送部6的架体11上,移动轨道911的长度方向垂直于组件输送部6的输送方向;承接加热装置可滑动的安装在移动轨道911上,驱动装置与承接加热装置连接,驱动装置用于带动承接加热装置沿移动轨道911运动。
67.在一种实现方式中,承接加热装置包括承载板901和移动支架908,承载板901安装在移动支架908上,移动支架908安装在移动轨道911上,驱动装置包括驱动电机909、齿轮910和齿条;移动轨道911为滑轨,滑轨安装在架体11上,移动支架908上安装有与滑轨配合的滑块912,齿条与滑轨平行安装在架体11上,驱动电机909与齿轮910安装在移动支架908上,驱动电机909的驱动端与齿轮910连接,驱动电机909带动齿轮910沿着齿条移动从而实现带动膜条在接料工位和压膜工位之间移动。
68.通过驱动装置的设置实现了驱动承接加热装置输送膜条,通过移动轨道911的设置实现了对承接加热装置的移动导向。
69.在一种实现方式中,如图6、图7所示,膜条压紧部10包括升降驱动装置和压头装置,升降驱动装置的驱动端与压头装置连接,升降驱动装置用于带动压头装置升降,压头装置用于将汇流条与膜条压合粘接。
70.升降驱动装置安装在组件输送部6上方的架体11上,升降驱动装置的驱动端与压头装置连接。升降驱动装置可以采用电机或者气缸驱动。
71.通过升降驱动装置的设置实现了驱动压头装置的升降,通过压头装置的设置实现了将汇流条与膜条压合粘接。
72.在一种实现方式中,压头装置包括压头支架1001和并排间隔设置在压头支架1001下方的多个压块1002;压头支架1001与升降驱动装置的驱动端连接;压块1002通过连接件安装在压头支架1001下方。通过多个压块间隔设置的形式能够实现对中间汇流条折弯部41的避让。
73.在一种实现方式中,压头支架1001的底部沿长度方向设置有条状通槽,连接件包括螺栓,螺栓安装在条状通槽内,且螺栓在条状通槽内的位置可以调节,所以压头的安装位置以及压头之间的间距也可以随着螺栓的位置变化而变化,以满足不同规格光伏组件的需
求。
74.通过压头支架1001的设置实现了对连接件的支撑,通过连接件的设置实现了将压块1002安装到压头支架1001上,通过压块1002的间隔设置实现了对汇流条折弯部位的避让,通过压头支架1001底部的条状通槽的设置,实现了压块1002位置的任意调节,满足了不同组件规格的汇流条贴膜需求。
75.在另一些实施方式中,连接件包括连接板1003、导向柱1004和弹簧1005;连接板1003固定安装在压头支架1001下方,导向柱1004的下端滑动穿过连接板1003后与压块1002固定连接;弹簧1005套装在导向柱1004上,弹簧1005的第一端抵靠压块1002,弹簧1005的第二端抵靠在连接板1003上。
76.如前所述,压头支架1001的下方可以设置条形通槽,连接板1003可通过螺栓安装在条形通槽内,从而实现压块1002的安装位置调节。在安装完成后,连接板1003固定在压头支架1001下方,导向柱1004的上端设置有限位装置,用于防止导向柱1004从连接板1003上脱落,限位装置可以为设置在导向柱1004上端的卡块,或者也可以为导向套1006,导向套1006安装在连接板1003上,导向柱1004安装在导向套1006内,导向柱1004可以相对导向套1006上下滑动,弹簧1005套装在导向柱1004上,弹簧1005的第一端抵靠在压块1002上,弹簧1005的第二端抵靠在导向套1006或者连接板1003上。
77.由于压块1002设置有多个,安装时可能存在高低误差,为了确保所有压块1002均能将汇流条和膜条压紧,下压时使升降驱动装置驱动压头支架1001过压,由于设置了弹簧和导向柱,确保了压块1002即使过压也不会损伤汇流条和光伏组件。
78.通过连接板1003的设置实现了导向柱1004的安装,通过导向柱1004的设置实现了压块1002的安装,通过导向柱1004与连接板1003的滑动连接及弹簧1005的设置实现了压块1002的弹性下压,保证了每个压块均能实施有效压紧。
79.在一种实现方式中,膜条压紧部10还包括横移装置,横移装置的驱动端与升降驱动装置连接,横移装置带动升降驱动装置沿垂直于组件输送部6的输送方向移动。
80.在一种实现方式中,升降驱动装置包括升降带动装置1007及升降安装架1008,升降带动装置1007安装在升降安装架1008上,升降安装架1008通过横移装置安装在架体11上,横移装置的驱动端与升降安装架1008连接,横移装置通过带动升降安装架1008横移来调整压块的位置。升降带动装置1007可以为电机或气缸的一种。横移装置可以为电机或者气缸。横移装置也可以为横移电机1009驱动的丝杆1010螺母副,丝杆1010安装在架体11上,升降安装架1008安装在丝杆螺母上,横移电机1009带动升降安装架1008在丝杆1010上移动来调整位置。
81.在一种实现方式中,为了保证压头支架1001能够平稳的上下移动,压头支架1001通过升降滑块滑轨副1011安装在升降安装架1008上。
82.通过横移装置的设置实现了压块相对光伏组件的位置调节,满足了不同光伏组件版型中汇流条位置不同的需求,提升了汇流条贴膜机的兼容性。
83.在一种实现方式中,膜条供料部8包括供膜装置801、切膜装置802和牵引夹头803;牵引夹头803从供膜装置801牵引出预定长度的膜条,并将预定长度的膜条铺放到承接加热装置上;切膜装置802用于将牵引夹头803牵引出的膜条切断。
84.膜条卷804放置在供膜装置801上,牵引夹头803包括牵引移动装置和夹头,夹头用
于夹紧膜条,牵引前,膜条输送部9的承载板901移动到供膜装置801处与之对接,牵引移动装置用于带动夹头将膜条牵引出需要的长度,膜条牵引过程中由第一导柱902和第二导柱903进行导向,然后膜条被切膜装置802切断并由承载板901吸附。牵引移动装置可以为直线电机。切膜装置802包括切刀和切刀驱动装置,切刀驱动装置带动切刀切断膜条,切刀驱动装置可以为气缸。
85.通过供膜装置801实现了膜条的供应,通过切膜装置802实现了对膜条的裁切,通过牵引夹头803实现了膜条的夹持牵引及铺放,通过上述部件的配合实现了膜条的自动供料。
86.在一种实现方式中,组件拾取部7包括吸盘组702和组件升降装置,吸盘组702安装在组件升降装置的驱动端,组件升降装置用于带动吸盘组702升降,吸盘组702被配置为吸附光伏组件。
87.组件升降装置包括升降架701和拾取驱动装置703,拾取驱动装置703的驱动端与升降架701连接,拾取驱动装置703带动升降架701上升或者下降,吸盘组702安装在升降架701的下方,吸盘组702为多个并与电池串一一对应设置,每个吸盘组702用于吸附一串电池串。拾取驱动装置703可以为气缸或者电机中的一种。
88.通过吸盘组702实现了光伏组件的吸附,通过组件升降装置的设置实现了带动光伏组件的升降,为膜条的供料提供空间。
89.膜条供料部8、膜条输送部9和膜条压紧部10的数量可以根据光伏组件的版型、设备制造成本、贴膜效率等进行适应性选择。对于只有首端汇流条和尾端汇流条的整片组件,为了实现首端、尾端汇流条的同时贴膜,膜条输送部9和膜条压紧部10均宜设置成两个,膜条供料部8可以设置成一个或两个。对于具有首端汇流条、中间汇流条和尾端汇流条的半片组件,为了实现首端、中间、尾端汇流条的同时贴膜,膜条输送部9和膜条压紧部10均宜设置成三个,膜条供料部8可以设置成一个、两个或三个。
90.在一种实现方式中,如图1至图3所示,膜条供料部8为两个,分别为设置在组件输送部6的输送方向第一侧的第一膜条供料部和设置在组件输送部6的输送方向第二侧的第二膜条供料部;第一膜条供料部用于提供首端膜条,第二膜条供料部用于提供中间膜条和尾端膜条;膜条输送部9为三个,分别为第一膜条输送部913、第二膜条输送部914和第三膜条输送部915;第一膜条输送部913用于输送首端膜条,第二膜条输送部914用于输送中间膜条,第三膜条输送部915用于输送尾端膜条;膜条压紧部10为三个,分别为设置在组件输送部6输送方向第一侧上方的第一膜条压紧部1012、设置在组件输送部6中部上方的第二膜条压紧部1013和设置在组件输送部6输送方向第二侧上方的第三膜条压紧部1014,第一膜条压紧部1012用于将位于光伏组件首端的首端汇流条3与首端膜条压合粘接,第二膜条压紧部1013用于将位于光伏组件中部的中间汇流条4与中间膜条压合粘接,第三膜条压紧部1014用于将位于光伏组件尾端的尾端汇流条5与尾端膜条压合粘接。
91.在组件输送部6输送光伏组件的过程中,第一膜条供料部向第一膜条输送部913提供首端膜条,第二膜条供料部先向第二膜条输送部914提供中间膜条,再向第三膜条输送部915提供尾端膜条,待光伏组件被输送到压膜工位并且被拾起之后,第一膜条输送部913带动首端膜条移动到首端汇流条3下方,第二膜条输送部914带动中间膜条移动到中间汇流条4下方,第三膜条输送部915带动尾端膜条移动到尾端汇流条5下方,然后光伏组件下降使各
汇流条靠近相应的膜条,最后第一膜条压紧部1012、第二膜条压紧部1013、第三膜条压紧部1014同时下降向光伏组件中的汇流条上贴膜,完成贴膜后,第一膜条压紧部1012、第二膜条压紧部1013、第三膜条压紧部1014升起,光伏组件再次上升,第一膜条输送部913、第二膜条输送部914和第三膜条输送部915归位以接收新的膜条,组件拾取部7即可将贴膜后的光伏组件下放至玻璃板上,组件输送部6将玻璃板及贴膜后的光伏组件输出,同时输入下一个载有光伏组件的玻璃板进行下一次贴膜。。
92.通过第一膜条供料部的设置实现了首端膜条的供料,通过第二膜条供料部的设置实现了中间膜条和尾端膜条的供料,第二膜条供料部可以实现中间膜条和尾端膜条的供料,节省了单独的中间膜条供料部,节省了设备的空间,通过三个膜条输送部的设置实现了膜条的同步承载,通过三个膜条压紧部10的设置实现了对膜条的同步压紧,提升了膜条与汇流条的压合粘接效率。
93.在另一实现方式中,膜条供料部8为一个,膜条供料部8设置在组件输送部6的输送方向的第一侧或第二侧;膜条供料部8用于提供首端膜条、中间膜条和尾端膜条;膜条输送部9为三个,分别为第一膜条输送部913、第二膜条输送部914和第三膜条输送部915;第一膜条输送部913用于输送首端膜条,第二膜条输送部914用于输送中间膜条,第三膜条输送部915用于输送尾端膜条;膜条压紧部10为三个,分别为设置在组件输送部6输送方向第一侧上方的第一膜条压紧部1012、设置在组件输送部6中部上方的第二膜条压紧部1013和设置在组件输送部6输送方向第二侧上方的第三膜条压紧部1014,第一膜条压紧部1012用于将位于光伏组件首端的汇流条与首端膜条压合粘接,第二膜条压紧部1013用于将位于光伏组件中部的中间汇流条4与中间膜条压合粘接,第三膜条压紧部1014用于将位于光伏组件尾端的尾端汇流条5与尾端膜条压合粘接。
94.在组件输送部6输送光伏组件的过程中,膜条供料部8依次向第一膜条输送部913提供首端膜条、向第二膜条输送部914提供中间膜条以及向第三膜条输送部915提供尾端膜条,待光伏组件被输送到压膜工位并且被拾起之后,第三膜条输送部915带动尾端膜条移动到尾端汇流条5下方,第二膜条输送部914带动中间膜条移动到中间汇流条4下方,第一膜条输送部913带动首端膜条移动到首端汇流条3下方,然后光伏组件下降使各汇流条靠近相应的膜条,最后第一膜条压紧部1012、第二膜条压紧部1013、第三膜条压紧部1014同时下降向光伏组件中的汇流条上贴膜,完成贴膜后,第一膜条压紧部1012、第二膜条压紧部1013、第三膜条压紧部1014升起,光伏组件再次上升,第一膜条输送部913、第二膜条输送部914和第三膜条输送部915归位以接收新的膜条,组件拾取部7即可将贴膜后的光伏组件下放至玻璃板上,组件输送部6将玻璃板及贴膜后的光伏组件输出,同时输入下一个载有光伏组件的玻璃板进行下一次贴膜。。
95.通过一个膜条供料部8实现了首端膜条、中间膜条和尾部膜条的供料,节省了设备空间,降低了设备成本,通过三个膜条输送部的设置实现了膜条的同步承载,通过三个膜条压紧部10的设置实现了对膜条的同步压紧。
96.在另一实现方式中,膜条供料部8还可以为三个,分别为设置在组件输送部6的输送方向第一侧的第一膜条供料部、设置在组件输送部6的输送方向第二侧的第二膜条供料部和设置在组件输送部6的输送方向第一侧或第二侧第三膜条供料部,第一膜条供料部用于提供首端膜条,第二膜条供料部用于提供尾端膜条,第三膜条供料部用于提供中间膜条;
膜条输送部9为三个,分别为第一膜条输送部913、第二膜条输送部914和第三膜条输送部915;第一膜条输送部913用于输送首端膜条,第二膜条输送部914用于输送中间膜条,第三膜条输送部915用于输送尾端膜条;膜条压紧部10为三个,分别为设置在组件输送部6输送方向第一侧上方的第一膜条压紧部1012、设置在组件输送部6中部上方的第二膜条压紧部1013和设置在组件输送部6输送方向第二侧上方的第三膜条压紧部1014,第一膜条压紧部1012用于将位于光伏组件首端的汇流条与首端膜条压合粘接,第二膜条压紧部1013用于将位于光伏组件中部的中间汇流条4与中间膜条压合粘接,第三膜条压紧部1014用于将位于光伏组件尾端的尾端汇流条5与尾端膜条压合粘接。
97.在组件输送部6输送光伏组件的过程中,第一膜条供料部向第一膜条输送部913提供首端膜条,第二膜条供料部向第三膜条输送部915提供尾端膜条、第三膜条供料部向第二膜条输送部914提供中间膜条,待光伏组件被输送到压膜工位并且被拾起之后,第一膜条输送部913带动首端膜条移动到首端汇流条3下方,第三膜条输送部915带动中间膜条移动到中间汇流条4下方,第二膜条输送部914带动尾端膜条移动到尾端汇流条5下方,然后光伏组件下降使各汇流条靠近相应的膜条,最后第一膜条压紧部1012、第二膜条压紧部1013、第三膜条压紧部1014同时下降向光伏组件中的汇流条上贴膜,完成贴膜后,第一膜条压紧部1012、第二膜条压紧部1013、第三膜条压紧部1014升起,光伏组件再次上升,第一膜条输送部913、第二膜条输送部914和第三膜条输送部915归位以接收新的膜条,组件拾取部7即可将贴膜后的光伏组件下放至玻璃板上,组件输送部6将玻璃板及贴膜后的光伏组件输出,同时输入下一个载有光伏组件的玻璃板进行下一次贴膜。。
98.通过三个膜条供料部8的设置实现了首端膜条、中间膜条和尾端膜条的同步供料,提升了膜条的供料效率,通过三个膜条输送部的设置实现了膜条的同步输送和承载,提升了膜条的输送效率,通过三个膜条压紧部10的设置实现了对膜条的同步压紧,提升了膜条与汇流条的压合粘接效率。
99.综上所述,本技术提供的汇流条贴膜机通过组件输送部6实现了光伏组件的输送及供料,通过组件拾取部7实现了光伏组件的拾起,以在光伏组件的下方形成供膜条输送的空间,通过膜条供料部8实现了膜条的自动供料,通过膜条输送部9实现了将膜条输送到光伏组件的汇流条下方,通过承接加热装置实现了膜条的承载及加热,通过膜条压紧部10的设置实现了将光伏组件上的汇流条与汇流条下方的膜条压合粘接,通过上述部件的配合实现了光伏组件上汇流条的自动贴膜,提升了贴膜效率及质量,节省了人力。
100.本领域技术人员在考虑说明书及实践这里发明的发明后,将容易想到本发明的其它实施方案。本技术旨在涵盖本发明的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本发明的一般性原理并包括本发明未发明的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本发明的真正范围和精神由所附的权利要求指出。
101.应当理解的是,本发明并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本发明的范围仅由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1