全极耳电池制备工艺及全极耳电池的制作方法
1.本发明涉及电池制作技术领域,特别是涉及一种全极耳电池制备工艺及全极耳电池。
背景技术:
2.电池在我们的生活中无处不见,它主要是将内部的化学能转化成电能,从而能够为各种设备提供电源。随着科学的不断进步,电池正向着高功率和高倍率的方向发展。因此,市面上已涌现出一种新型的全极耳电池,使全极耳电池的过流能力强,发热小,内阻低,以更好地适应市场的发展需求。
3.全极耳电池在制作的过程中需要对卷芯进行注液操作,以使电解液能够被吸附在卷芯内,从而实现全极耳电池内部化学能转化。传统的做法是在对卷芯进行注液操作的步骤中,先将全极耳电池的卷芯两端揉平,然后再将连接片焊接在卷芯的两端后,还需要入壳滚槽并进行烘烤操作,再用电子泵将电解液注入卷芯内,并经过多次抽真空、加氮气压操作,以使卷芯能够较充分地吸收电解液。
4.然而,采用传统的注液方法,由于全极耳分别焊接在卷芯两端,使全极耳与卷芯两端连接的部位比较紧实,从而使电解液较难进入全极耳与卷芯两端的连接的部位,进而造成电解液注液时间过长,且又由于每个卷芯的重量不一样,从而使每个卷芯实际所需的电解液量也不一样,而采用传统的注液方法,每次抽取的电解液一样,无法做到较好适应单个卷芯实际所需的电解液的用量。尤其是批量对卷芯注液出现个别卷芯的重量差异较大时,使得个别卷芯内容易出现电解液不足的现象,从而影响了全极耳电池的产品质量。
技术实现要素:
5.本发明的目的是克服现有技术中的不足之处,提供一种注液效率较高、且准确性较高的全极耳电池制备工艺及全极耳电池。
6.本发明的目的是通过以下技术方案来实现的:
7.一种全极耳电池制备工艺,包括如下步骤:
8.对卷芯进行正负极集流盘焊接操作,使所述正极集流盘及所述负极集流盘分别焊接于所述卷芯的两端,形成卷芯组件;
9.将所述卷芯组件放入电解液中进行浸泡行操作,得到电芯;
10.将所述电芯装入电池壳后,并对所述电芯与所述电池壳进行焊接操作,形成半成品电池。
11.在其中一个实施例中,所述浸泡操作的时间为3min~5min。
12.在其中一个实施例中,在所述对卷芯进行正负极集流盘焊接操作的步骤之后,并且在所述将所述卷芯组件放入电解液中进行浸泡操作的步骤之前,所述全极耳电池制备工艺还包括如下步骤:
13.对所述电解液进行加热操作,以使所述电解液快速进入卷芯组件内部。
14.在其中一个实施例中,所述加热操作的温度为35℃~55℃。
15.在其中一个实施例中,在所述对所述电解液进行加热操作的步骤之前,并且在所述对卷芯进行正负极集流盘焊接操作的步骤之后,所述全极耳电池制备工艺还包括如下步骤:
16.对所述卷芯组件进行烘烤操作,以除去卷芯组件的水分。
17.在其中一个实施例中,所述卷芯组件在真空的条件下进行烘烤24h~36h。
18.在其中一个实施例中,在所述将所述卷芯组件放入电解液中进行浸泡操作的步骤中,所述全极耳电池制备工艺还包括如下步骤:
19.对所述电解液及所述卷芯组件进行抽气充氮操作,并控制所述抽气充氮操作的次数为2次~5次。
20.在其中一个实施例中,在所述将所述卷芯组件放入电解液中进行浸泡操作的步骤中,包括如下具体步骤:
21.将所述卷芯组件放置于固定架上,并通过所述固定架将所述卷芯组件放入浸泡装置中进行浸泡操作。
22.在其中一个实施例中,在所述对将所述电芯装入电池壳后,并对所述电芯与所述电池壳进行焊接操作的步骤中,包括如下具体步骤:
23.通过激光设备对所述电芯的正负极集流盘与所述电池壳的两端分别进行焊接。
24.一种全极耳电池,所述全极耳电池采用上述任一实施例中所述的全极耳电池制备工艺制备得到。
25.与现有技术相比,本发明至少具有以下优点:
26.1、上述的全极耳电池制备工艺,由于对卷芯组件采用浸泡操作,使得整个卷芯组件能够充分地浸泡在电解液中,从而使得电解液能够从多个方向同时进入卷芯内,以完成卷芯快速注液的工艺,如此,使电解液能够较快速地进入卷芯的内部,有效解决了电解液较难进入全极耳与卷芯两端的连接的部位的现象,不仅提高了卷芯注液效率,而且确保了卷芯能够全面且充分地吸收电解液,进而确保了每个卷芯实际所需的电解液的用量,从而提高了单个卷芯所需电解液的准确性,尤其适用于批量处理重量波动较大的卷芯,不仅注液效率快,且保证了每个卷芯实际所需电解液的用量,从而不会造成对电解液的浪费,不仅确保了全极耳电池的质量,且节约了全极耳的生产成本。
27.2、上述的全极耳电池制备工艺,对卷芯进行正负极集流盘焊接操作,使正负极集流盘能够对卷芯的两端起到一定的固定作用,从而避免了卷芯组件在浸泡过程中容易出现松动变形的现象,即使卷芯组件浸泡后可以得到结构形状较好的电芯,以便电芯更好地完成装壳操作,从而提高了全极耳电池的生产效率。
附图说明
28.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
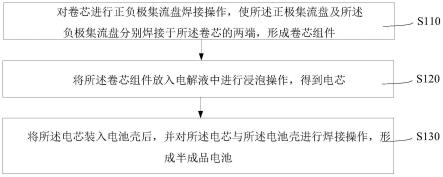
29.图1为本发明一实施方式所示全极耳电池制备工艺的流程图;
30.图2为本发明一实施方式所示固定架一方向的结构示意图;
31.图3为本发明一实施方式所示负极集流盘的结构示意图。
32.附图标记:10、固定架;100、底板;110、卡接条;120、定位孔;200、支撑框;210、放置腔;
33.30、负极集流盘;310、焊接部;311、焊接槽;320、出液部;321、凸起块;322、弧形孔;330、连接片。
具体实施方式
34.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
35.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
36.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
37.本技术提供一种全极耳电池制备工艺,包括如下步骤:对卷芯进行正负极集流盘焊接操作,使所述正极集流盘及所述负极集流盘分别焊接于所述卷芯的两端,形成卷芯组件;将所述卷芯组件放入电解液中进行浸泡行操作,得到电芯;将所述电芯装入电池壳后,并对所述电芯与所述电池壳进行焊接操作,形成半成品电池。
38.上述的全极耳电池制备工艺,由于对卷芯组件采用浸泡操作,使得整个卷芯组件能够充分地浸泡在电解液中,从而使得电解液能够从多个方向同时进入卷芯内,以完成卷芯快速注液的工艺,如此,使电解液能够较快速地进入卷芯的内部,有效解决了电解液较难进入全极耳与卷芯两端的连接的部位的现象,不仅提高了卷芯注液效率,而且确保了卷芯能够全面且充分地吸收电解液,进而确保了每个卷芯实际所需的电解液的用量,从而提高了单个卷芯所需电解液的准确性,尤其适用于批量处理重量波动较大的卷芯,不仅注液效率快,且保证了每个卷芯实际所需电解液的用量,从而不会造成对电解液的浪费,不仅确保了全极耳电池的质量,且节约了全极耳的生产成本。进一步地,对卷芯进行正负极集流盘焊接操作,使正负极集流盘能够对卷芯的两端起到一定的固定作用,从而避免了卷芯组件在浸泡过程中容易出现松动变形的现象,即使卷芯组件浸泡后可以得到结构形状较好的电芯,以便电芯更好地完成装壳操作,从而提高了全极耳电池的生产效率。
39.为更好地理解本技术的技术方案和有益效果,以下结合具体实施例对本技术做进一步地详细说明:
40.如图1所示,一实施例的全极耳电池制备工艺包括以下步骤的部分或全部:
41.s110、对卷芯进行正负极集流盘焊接操作,使所述正极集流盘及所述负极集流盘
分别焊接于所述卷芯的两端,形成卷芯组件。
42.可以理解,通过对卷芯进行正负极集流盘焊接操作,以使正极集流盘焊接在卷芯的正极上,负极集流盘焊接在卷芯的负极上,从而使正负极集流盘能够对卷芯的两端起到一定固定的作用,以得到卷芯组件,从而避免了卷芯组件在浸泡过程中容易出现松动变形的现象,以确保卷芯组件浸泡后可以得到结构形状较好的电芯,以便更好地进行装壳操作。
43.s120、将所述卷芯组件放入电解液中进行浸泡行操作,得到电芯。
44.可以理解,将卷芯组件放入电解液中进浸泡行操作,使得整个卷芯组件能够充分地浸泡在电解液中,从而使得电解液能够从多个方向同时进入卷芯内,不仅提高了卷芯注液效率,且确保了电解液能够与卷芯充分且全面地接触,从而确保了卷芯能够全面地吸收电解液,进而确保了每个卷芯实际所需的电解液的用量,进而确保了全极耳电池的质量。
45.s130、将所述电芯装入电池壳后,并对所述电芯与所述电池壳进行焊接操作,得到全极耳电池。
46.可以理解,将电芯装入电池壳后,以使电池壳能够套设在电芯的外表面,使电池壳可以有效地避免电解液出现挥发或掉出的现象,且电池壳还可以避免外部物体直接刮伤或损坏电芯的表面,进而对电芯起到很好的保护作用,进而延长了全极耳电池的使用寿命,然后对电芯的正负极集流盘与电池壳的两端分别进行焊接操作,以使电芯能够固定在电池壳的两端上,同时使电芯与电池壳的两端能够实现导通的作用,以确保全极耳电池内部的化学能能够转化为电能。
47.上述的全极耳电池制备工艺,由于对卷芯组件采用浸泡操作,使得整个卷芯组件能够充分地浸泡在电解液中,从而使得电解液能够从多个方向同时进入卷芯内,以完成卷芯快速注液的工艺,如此,使电解液能够较快速地进入卷芯的内部,有效解决了电解液较难进入全极耳与卷芯两端的连接的部位的现象,不仅提高了卷芯注液效率,而且确保了卷芯能够全面且充分地吸收电解液,进而确保了每个卷芯实际所需的电解液的用量,从而提高了单个卷芯所需电解液的准确性,尤其适用于批量处理重量波动较大的卷芯,不仅注液效率快,且保证了每个卷芯实际所需电解液的用量,从而不会造成对电解液的浪费,不仅确保了全极耳电池的质量,且节约了全极耳的生产成本。
48.进一步地,对卷芯进行正负极集流盘焊接操作,使正负极集流盘能够对卷芯的两端起到一定的固定作用,从而避免了卷芯组件在浸泡过程中容易出现松动变形的现象,即使卷芯组件浸泡后可以得到结构形状较好的电芯,以便电芯更好地完成装壳操作,从而提高了全极耳电池的生产效率。
49.在其中一个实施例中,在所述对卷芯进行正负极集流盘焊接操作的步骤之前,所述全极耳电池制备工艺还包括:对所述卷芯的两端进行揉平操作。
50.可以理解,通过揉平机对卷芯的两端进行揉平操作,一方面可以调整卷芯的外形,以形成结构形状较好的卷芯,以便后续卷芯能够更好地被装进电池壳内,另一方面,通过揉平操作后卷芯的两端能够形成较平整端面,以便于对卷芯的两端与正负极集流盘的更好地焊接,从而避免焊接时容易发生虚焊等不良现象,同时,还可以保证焊接完成后的负极集流盘与卷芯负极具有较高的平整度,以便用户可以更好地将卷芯组件卡接放置在固定架上,且不容易出现歪斜的现象,这样,可以使电解液能够同时从多个方向进入卷芯组件内,从而提高了电解液在卷芯的流通速度,尤其后续在对卷芯组件进行抽气充氮时,有利于将卷芯
内的空气更快速地抽出至浸泡箱的外部,以完成卷芯快速注液的工序。
51.在其中一个实施例中,在所述对卷芯进行正负极集流盘焊接操作的步骤中,包括如下具体的步骤:获取正极集流盘和负极集流盘,所述正极集流盘设有进液部,所述负极集流盘设有出液部,并且所述进液部、所述出液部与所述卷芯的中心孔形成有流通通道,以便卷芯组件在浸泡时,电解液能够从正极集流盘的进液部进入卷芯内部的中心孔再经负极集流盘的出液部流出,从而实现电解液在卷芯内部的流通。
52.如图3所示,在其中一个实施例中,所述负极集流盘30包括连接片330、多个焊接部310和出液部320,所述出液部320和各个焊接部310均设置于所述连接片330上,并且所述出液部320设置于所述连接片330的中部,各所述焊接部310均匀环绕地分布于所述凸起块321的外周边缘。可以理解,负极集流盘30的大小与卷芯的端部大小相适配,将多个焊接部310均匀地分布所述凸起块321的外周边缘,如此,可以确保负极集流盘30与卷芯负极具有较大的过流量,从而提高了全极耳电池较大倍率充放电性能。
53.在其中一个实施例中,所述焊接部310包括多个焊接点,所述焊接部310开设有焊接槽311,各所述焊接点312成型设置于所述焊接槽311内。可以理解,由于各个焊接槽311能够为焊接点提供较好的定位作用,如此,便于快速地将负极集流盘30焊接在卷芯的负极上。此外,多个焊接槽311还能够为卷芯组件放置在固定架上提供定位的作用,以使卷芯组件能够快速地插接在固定架上。
54.在其中一个实施例中,所述连接片330、多个所述焊接槽311和所述出液部320一体成型,这样,可以延长了负极集流盘30的使用寿命。
55.如图3所示,在其中一个实施例中,所述出液部320设置有凸起块321,所述出液部320开设有至少一个弧形孔322,各所述弧形孔322环绕分布在所述凸起块321上,以使各个所述弧形孔322能够在凸起块321的外周环绕分布形成旋涡状。当对卷芯组件进行浸泡操作时,电解液能够在多个弧形孔322进行流通,从而可以更快速地完成卷芯的注液工序,进而提高了全极耳电池的生产效率。进一步地,当后续在对电解液和卷芯组件进行抽气充氮操作时,多个多个弧形孔322能够在卷芯的内部形成旋涡状的通道,以使电解液及空气能够较快速地从卷芯的内部流出,一方面加快了电解液在卷芯内部的流通速度,从而缩短了卷芯吸收电解液的时间,另一方面还可以更快速地将卷芯内的空气抽出,缩短了抽气充氮时间,进而缩短了生产全极耳电池的生产时间,提高了生产效率。此外,由于凸起块321与固定架的定位孔120相适配,使卷芯组件能够通过凸起块321竖直卡合在定位孔120内,以使卷芯组件在浸泡箱内的抽气充氮的路径较短,从而实现更快速地将电解液中的空气抽至浸泡箱外部。
56.在其中一个实施例中,所述进液部设置有流入口,所述流入口、所述卷芯的中心孔及各所述弧形孔322分别垂直设置所述卷芯的径向平面,这样,使得流入口、卷芯的中心孔及弧形孔322形成的流通通道的距离更短,可以进一步缩短完成抽气充氮的时间,进而可以更快速地完成对卷芯的注液工序。
57.在其中一个实施例中,所述浸泡操作的时间为3min~5min,以在3min~5min就可以完成卷芯快速注液工序,不仅提高了卷芯的注液效率,且确保了单个卷芯实际所需的电解液的用量,从而提高了单个卷芯所需电解液的准确性,避免个别卷芯出现电解液用量过多或过少的现象,进而不会造成电解液的出现的浪费的现象,即节约了全极耳电池的生产
成本。
58.在其中一个实施例中,所述浸泡液的电解液的高度大于所述卷芯组件的高度,以确保卷芯组件能够完全地浸泡在电解液内,从而确保了电解液能够与卷芯充分地接触,以使电解液可以满足单个卷芯实际所需的电解液的用量,避免卷芯出现电解液不足的现象。
59.为了避免卷芯出现电解液不足的现象,在其中一个实施例中,所述电解液浸没过所述卷芯组件的高度范围为2cm~10cm,这样,不仅确保卷芯能够充分地吸收电解液,且确保卷芯在浸泡完后,电解液高于卷芯组件的高度不会太深,即添加电解液的用量控制在接近下限的范围,有利于后续在进行抽气充氮时可以更快速地将电解液中的空气抽出,从而缩短了抽气充氮的时间,进而提高了全极耳电池的生产效率。
60.在其中一个实施例中,在所述对卷芯进行正负极集流盘焊接操作的步骤之后,并且在所述将所述卷芯组件放入电解液中进行浸泡操作的步骤之前,所述全极耳电池制备工艺还包括如下步骤:对所述电解液进行加热操作,以使所述电解液快速进入卷芯组件内部。
61.可以理解,先对电解液进行加热操作,以使卷芯组件在放入电解液时,电解液可以以较快的速度流入卷芯的内部,从而进一步地提高了电解液在卷芯组件的流通速度,进而提高了卷芯的注液效率,进而提高了全极耳电池的生产效率。
62.在其中一个实施例中,所述加热操作的温度为35℃~55℃,使电解液的温度控制在35℃~55℃内,一方面可以加快电解液在卷芯组件的内部流通,从而确保了电解液可以充分且全面地与卷芯接触,以确保单个卷芯实际所需电解液的准确性,另一方面还可以有效地避免卷芯组件在较高温度下容易出现变形的现象,以确保得到结构形状较好的电芯,以便电芯能够更快速地完成入壳操作,从而提高了全极耳电池的生产效率。
63.在其中一个实施例中,在所述对所述电解液进行加热操作的步骤之前,并且在所述对卷芯进行正负极集流盘焊接操作的步骤之后,所述全极耳电池制备工艺还包括如下步骤:对所述卷芯组件进行烘烤操作,以除去卷芯组件的水分。
64.可以理解,通过将卷芯组件放入真空烤箱中进行烘烤操作,可以有效地除去卷芯组件多余的水分,以避免了卷芯组件内水分较多引起全极耳电池容易出现鼓壳的现象,且还可以提高了卷芯组件的能量密度,同时能够确保卷芯能够更好地吸收的电解液,以满足单个卷芯实际所需的电解液用量的准确性,从而提高了全极耳电池的产品质量。进一步地,相对传统的全极耳电池制备工艺而言,由于卷芯组件的表面未套设电池壳,使得卷芯组件直接暴露在真空烤箱内,从而提高了卷芯组件与真空烤箱的热交换率,不仅缩短了烘烤时间,且提高了卷芯组件中卷芯的能量密度,使得生产的各个环节更为紧凑,进而提高了全极耳电池的生产效率。
65.在其中一个实施例中,所述卷芯组件在真空的条件下进行烘烤24h~36h,以有效地去除卷芯组件多余的水分,使卷芯组件内的水分符合生产标准,提高了卷芯组件的能量密度,确保了卷芯组件实际所需的电解液的用量。
66.在其中一个实施例中,在所述将所述卷芯组件放入电解液中进行浸泡操作的步骤中,还包括如下步骤:对所述电解液及所述卷芯组件进行抽气充氮操作,并控制所述抽气充氮操作的次数为2次~5次。可以理解,通过对电解液进行抽气充氮操作2次~5次,可以加快电解液在卷芯组件的流通速度,从而加快卷芯吸收电解液,进而提高了全极耳电池制备工艺的注液效率。
67.在其中一个实施例中,在所述对所述卷芯组件进行烘烤操作,以除去卷芯组件的水分的步骤之前,并且在所述对卷芯进行正负极集流盘焊接操作的步骤之后,所述全极耳电池制备工艺还包括如下步骤:对所述卷芯组件的外表面进行包胶处理,以使卷芯组件的外表面包覆设置有固定胶层。可以理解的,通过对卷芯组件的外表面进行包胶处理,以使卷芯的外表面包覆设置有固定胶层,从而使固定胶层能够对卷芯进行有效地固定,从而避免了在浸泡过程中卷芯容易出现松动的现象,进而确保可以得到结构形状较稳定的电芯。尤其是在对电解液及卷芯组件进行抽气充氮时,若没有对卷芯组件的外表面进行包胶处理,则卷芯容易发生松动的现象,从而造成卷芯组件的结构容易发生变形,进而使电芯装壳的难度较大,造成全极耳电池的生产效率降低,且容易产生不合格品。
68.在其中一个实施例中,所述固定胶层与所述卷芯组件的外表面的形成有间隙,所述间隙用于收容所述卷芯组件吸收电解液的膨胀量。可以理解,由于卷芯组件在充分吸收电解液后,卷芯组件会发生微小的膨胀,若将固定胶层压实在卷芯组件的外表面,即固定胶层与卷芯组件的外表面无间隙,当卷芯组件发生膨胀时,容易对固定胶层产生挤压的力,从而造成固定胶层容易发生脱落的现象,进而不能对卷芯起到较好的固定。此外,当在对卷芯组件进行浸泡操作时,由于固定胶层与卷芯组件的外表面形成的间隙,使得电解液可以在间隙中流通,这样,可以加快电解液在卷芯内部的流通速度,从而确保电解液能够更全面地进入卷芯组件内,且确保了卷芯与电解液充分且全面的接触,不仅提高了卷芯的注液效率,且确保了卷芯实际所需电解液的准确性。
69.需要进一步说明的是,由于固定胶层与卷芯组件的外表面的形成有间隙,并且间隙的大小与卷芯组件吸收电解液的膨胀量相适配,从而使得卷芯组件发生微胀时能够刚好贴附在固定胶层的上,如此,使得固定胶层能够与卷芯组件的外表面的贴合地较为平整,从而确保了电芯具有较好的结构形状,以便后续能够更好地将电芯装入电池壳内。
70.在其中一个实施例中,所述固定胶层的为终止胶层。由于终止胶层具有良好的耐腐蚀及绝缘性,以便卷芯组件在进行浸泡操作时,电解液不会与固定胶层发生反应,以使卷芯组件在浸泡操作时不容易发生变形,可以得到结构及形状较好的电芯,以便后续更快速地完成装壳,从而提高了全极耳电池的生产效率。
71.在所述卷芯组件的外表面靠近正负极集流盘的两端分别预设空白位置,所述预设空白位置以便电解液流通。可以理解,通过在卷芯组件的外表面靠近正负极集流盘的两端分别预设空白位置,而卷芯组件的外表面的其他位置均进行包胶处理,这样一方面能够对卷芯组件的外表面进行较好的固定,避免卷芯组件在浸泡的过程中容易出现松动变形的现象,另一方面预设空白位置有利于电解液在卷芯内外进行的流通,从而加快了电解液在卷芯组件的流通速度。
72.在其中一个实施例中,在所述将所述卷芯组件放入电解液中进行浸泡操作的步骤中,包括如下具体步骤:将所述卷芯组件放置于固定架上,并通过所述固定架将所述卷芯组件放入浸泡装置中进行浸泡操作,以实现对卷芯组件的浸泡操作。
73.在其中一个实施例中,所述浸泡装置包括浸泡箱、加热组件、抽气充氮组件和所述固定架。所述浸泡箱内设置有浸泡槽,所述浸泡槽的侧壁分别开设有进液口、出液口、抽气口和充气口,所述抽气充氮组件分别与所述抽气口和充气口相连通,所述加热组件用于对所述电解液的加热,所述固定架设置于所述浸泡槽内,并且与所述浸泡箱可拆卸连接。可以
理解,浸泡槽可以用于盛装电解液,固定架用于对卷芯组件的固定,以使卷芯组件能够通过固定架放入浸泡槽内进行浸泡操作,以实现固定架对卷芯组件的固定。
74.如图2所示,在其中一个实施例中,所述固定架10包括相连接的底板100和支撑框200,所述支撑框200形成有多个放置腔210,所述放置腔210用于放置多个卷芯组件,如此,可以实现对多个卷芯组件进行批量处理,从而提高了全极耳电池的生产效率,且更利于自动化生产。
75.在其中一个实施例中,所述支撑框200上开设有多个流通孔,以使多个放置腔210形成镂空结构,如此,可以加快电解液在各个放置腔210的流通速度,以确保每个卷芯能够充分且较全面地与电解液接触。
76.如图2所示,为了使多个卷芯组件能够卡合放置在相对应的放置腔210内,在其中一个实施例中,所述底板100上设置有多个与正负极集流盘相匹配的卡接部。这样,可以确保多个卷芯组件能够较好地插接在卡接部。在本实施例中,所述底板100开设有多个定位孔110,负极集流盘的凸起块321设置于一所述定位孔110内,所述底板100设置有多个卡接条110,每一所述卡接条110卡合设置于一所述焊接槽内,这样,可以使多个卷芯组件卡接放置在相对应的放置腔210内。
77.如图2所示,在其中一个实施例中,所述底板100上还开设有多个透气孔,各所述透气孔与各所述放置腔210相连通,并且各所述透气孔与各所述卡接条间隔设置于所述底板上,并且各所述透气孔与各个定位孔110错开设置,如此,可以增大固定架10轴向平面的电解液的流通速度,从而进一步地提高了电解液的流通速度,使电解液可以更充分且更全面且较快速地流入卷芯内,从而确保了单个卷芯实际所需的电解液用量的准确性。
78.在其中一个实施例中,所述加热组件设置于所述浸泡槽的第一侧壁,所述抽气充氮组件设置于所述浸泡槽的第二侧壁,所述第一侧壁与所述第二侧壁相对设置,第一侧壁设置为底部,第二侧壁设置为顶部,所述固定架10位于所述加热组件和所述抽气充氮组件之间,由于多个卷芯组件竖直放置在固定架10的放置腔210内,以使抽气充氮的路径较短,以便抽气充氮组件更快速地将卷芯组件及电解液中的空气抽出至浸泡箱的外部,且还能加快电解液在卷芯内的流速,从而实现快速完成多个卷芯的快速注液,即能够一次性对多个卷芯组件同时进行抽气充氮的操作,不仅抽气充氮速度快,且能够更全面地将多个卷芯组件的气体抽出到浸泡箱的外部,从而可以提高多个卷芯组件的能量密度,进而确保了生产全极耳电池的产品质量。
79.为了使多个卷芯组件能够更快速地装入电池壳中,每一所述卷芯组件至少部分凸出一所述放置腔210,如此,便于快速地将电池壳套在卷芯组件上,从而提高了生产全极耳电池的生产效率。
80.在其中一个实施例中,所述底板100与各所述卡接条110的材质均为橡胶,如此,使多个卷芯组件能够更好地插接在底板100上,一方面可以增大卷芯组件与底板100的连接强度,另一方面由于正负极集流盘为导电金属件,当底板100、卡接条110为橡胶时,可以有效可以减少底板100、卡接条110对正负极集流盘之间的摩擦,从而避免了对正负极集流盘造成严重刮花的现象,进而保证了全极耳的产品质量。
81.在其中一个实施例中,所述底板100与所述支撑框200为可拆卸连接,如此,使得用户可以根据实现生产需要更换相适应的底板100,从而提高了固定架10的适配性。
82.在其中一个实施例中,在对多个所述卷芯组件完成浸泡操作后,通过机械手将所述固定架取出,以更快速地完成对卷芯组件的取出操作,从而使多个电芯能够快速地流通至下个环节,大大提高了生产全极耳电池的生产效率。
83.在其中一个实施例中,在所述对将所述电芯装入电池壳后,并对所述电芯与所述电池壳进行焊接操作的步骤中,包括如下具体步骤:通过激光设备对所述电芯的正负极集流盘与所述电池壳的两端分别进行焊接,以使电池壳的两端能够与正负极集流盘焊接固定,以实现电芯能够固定在电池壳内。在本实施例中,将电芯装入电池壳后,采用顶针穿入卷芯的中心孔内,并将负极集盘顶至电池壳的第一端,以使负极集盘与电池壳能够相抵接,然后在电池壳的外部对电池壳的第一端进行激光焊接,以使负极集流盘能够固定在电池壳的第一端上,再对电池壳的第二端进行滚槽操作,以在电池壳的第二端形成凹槽,以便后续通过凹槽对全极耳电池进行快速地封装操作。
84.需要进一步说明的是,若用激光设备直接在电芯的内部进行焊接时,由于焊接时焊接头需要从电池壳的第二端伸进至电池壳的第一端上,又由于卷芯的中心孔的空间较小,使得焊接的角度受到较大的限制,如此,大大增加焊接的难度。进一步地,又由于卷芯里面吸附有电解液,使得焊接头在焊接时容易产生火花,存在较大的安全隐患,而采用在电池壳外部对电池壳的第一端进行激光焊接,可以变换多个不同的焊接角度,不仅操作简单、快速、且安全性较高。
85.在其中一个实施例中,所述顶针的直径小于中心孔的直径,以使顶针能够穿过电芯的中心孔,以使负极集流盘能够压合在电池壳的第一端上,实现将负极集流盘与电池壳的第一端的相抵接,以便后续更好地进行焊接操作。
86.在其中一个实施例中,所述顶针具有变形部。具体地,当顶针的变形部将负极集盘压合在电池壳的第一端上,变形部容易发生形变,这样,可以增大顶针与负极集盘的抵接面积,从而使顶针可以为负极集盘提供较好的支撑,当电池壳的第一端的外部进行激光焊接时,负极集流盘不容易出现移位现象,从而确保了负极集流盘与电池壳的第一端的焊接效果,即负极集流盘与电池壳的第一端的焊接位置具有较高的平整度和较强的连接强度,进而提高了全极耳电池的产品质量。
87.在其中一个实施例中,在所述将所述电芯装入电池壳后的步骤之后,所述全极耳电池制备工艺还包括如下步骤:对所述半成品电池进行称量操作,以检测出电解液不合格的所述半成品电池。可以理解,对半成品电池进行称量,可以快速地识别到电解液不足的半成品电池,并将不合格的半成品电池进行二次浸泡操作以确保得到合格的半成品电池,如此,不仅提高了对半成品电池不合格品的监控力度,即有效避免了不合格品流入后续工序,进而确保了全极耳电池的产品质量,提高了全极耳电池出厂的产品合格率,而且提高了对半成品电池不合格品的返修率,不仅操作简单且快速。
88.在其中一个实施例中,在所述卷芯组件进行烘烤操作的步骤之前,并且在所述对所述卷芯组件的外表面进行包胶处理的步骤之后,所述全极耳电池制备工艺还包括如下步骤:对所述卷芯组件进行称量操作,由于卷芯组件的外表面未套设有电池壳,可以称量得到更接近卷芯的重量,以便于用户可以根据称量得到的卷芯组件的重量更好地判断出卷芯实际所需要的电解液的用量,从而提高了对半成品电池不合格品的监控的准确性。
89.进一步地,随机抽取了生产中的半成品电池、卷芯组件进行称量分析,数据如下表
1:
90.注:电解液的用量=半成品电池的重量-卷芯组件的重量
‑‑
电池壳的重量。
91.表1
[0092][0093]
从表1中可以看出,对卷芯组件采用浸泡操作,可以确保单个卷芯实际所需的电解液的用量更为准确,不仅确保了全极耳电池的产品质量,且可以节省了生产成本。
[0094]
在本实施例中,全极耳电池制备工艺将卷芯依次经过卷芯两端揉平
→
正负集流盘焊接
→
加包胶处理
→
称重
→
烘烤操作
→
浸泡电解液
→
入壳
→
激光焊外底焊
→
滚槽
→
再称重确认实际注液量
→
激光焊正极耳的工序。
[0095]
可以理解,先对包胶好的卷芯组件进行称量,可以得到较为准确的卷芯的重量,以便用户在后续对半成品电池进行称量时,可以较为准确地计算得到卷芯实际吸收电解液的用量,提高了对单个卷芯实际吸收电解液的用量的准确性;进一步地,由于卷芯组件没有电池壳的包覆,使得卷芯组件直接暴露在真空烤箱中进行烘烤,从而提高了卷芯组件与真空烤箱的热交换率,不仅缩短了烘烤时间,使得生产的各个环节更为紧凑,且提高了卷芯组件中卷芯的能量密度。
[0096]
更进一步地,当卷芯组件在进行浸泡操作时,使得卷芯组件能够充分地浸泡在电解液中,电解液能够从多个不同方向同时进入卷芯组件的内部,不仅提高了卷芯组件的注液效率,且使卷芯组件中的卷芯能够更加充分且全面地吸收电解液,以确保卷芯实际所需的电解液的用量,提高了卷芯实际所需电解液的准确性。
[0097]
此外,还对电解液进行加热操作,以使电解液的温度能够保持在35℃~55℃内,进一步地提高了电解液在卷芯组件的流通速度,使得卷芯组件能够更快、更充分且更全面地吸收电解液,从而提高了卷芯实际所需的电解液的用量的准确性,同时在维持电解液的温度为35℃~55℃情况下,还对电解液及多个卷芯进行抽气充氮操作,由于多个卷芯组件是竖直地卡合在固定架上,且卷芯组件没有电池壳的包覆,当对电解液进行抽气充氮操作时,使各个卷芯组件内的空气能够从多个方向同时流出,以实现一次性完成对多个卷芯组件的快速抽气充氮操作,提高了全极耳电池的生产效率。此外,由于在对电解液进行抽气充氮时,可以加快电解液的流通速度,以使各个卷芯能够更充分且全面的吸收电解液的用量,从而缩短了批量对多个卷芯组件浸泡时间,使得浸泡操作的时间为3min~5min就可以完成对批量卷芯组件的浸泡处理,不仅生产效率快,而且确保了每个卷芯实际所需的电解液的用量。相对传统的注液工艺而言,不仅加工工序变少,且单个卷芯组件的实际所需电解液的准确性高。
[0098]
一种全极耳电池,所述全极耳电池采用上述任一实施例中所述的全极耳电池制备
工艺制备得到,不仅生产效率快,且每个卷芯组件实际所需的电解液用量更为准确,使得电解液不会产生过多的浪费,不仅确保了全极耳电池的质量,且节省了生产成本。
[0099]
与现有技术相比,本发明至少具有以下优点:
[0100]
1、上述的全极耳电池制备工艺,由于对卷芯组件采用浸泡操作,使得整个卷芯组件能够充分地浸泡在电解液中,从而使得电解液能够从多个方向同时进入卷芯内,以完成卷芯快速注液的工艺,如此,使电解液能够较快速地进入卷芯的内部,有效解决了电解液较难进入全极耳与卷芯两端的连接的部位的现象,不仅提高了卷芯注液效率,而且确保了卷芯能够全面且充分地吸收电解液,进而确保了每个卷芯实际所需的电解液的用量,从而提高了单个卷芯所需电解液的准确性,尤其适用于批量处理重量波动较大的卷芯,不仅注液效率快,且保证了每个卷芯实际所需电解液的用量,从而不会造成对电解液的浪费,不仅确保了全极耳电池的质量,且节约了全极耳的生产成本。
[0101]
2、上述的全极耳电池制备工艺,对卷芯进行正负极集流盘焊接操作,使正负极集流盘能够对卷芯的两端起到一定的固定作用,从而避免了卷芯组件在浸泡过程中容易出现松动变形的现象,即使卷芯组件浸泡后可以得到结构形状较好的电芯,以便电芯更好地完成装壳操作,从而提高了全极耳电池的生产效率。
[0102]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1