一种电池模组自动加热的设备的制作方法
1.本发明涉及电池领域,特别涉及一种电池模组自动加热的设备。
背景技术:
2.电池模组的生产过程具有涂结构胶工序,涂完结构胶后,需要烘烤加热。现有的是直接将模组放到加热炉中,通过空气热传递方式加热模组。
3.现有的加热方式主要存在下述问题:
4.烘烤面积不够、加热不均匀、模组在加热过程中和加热后容易变形、不能在模组输送托盘上直接加热、无法满足长模组的加热(长模组涂完结构胶后为散状不方便搬运)、模组加热时间长、以及在满足工序运行的情况下,加热设备数量多,占地面积大。
技术实现要素:
5.本发明的目的在于提供一种电池模组自动加热的设备,解决的现有技术中存在的技术问题。
6.为了实现上述目的,本发明提供如下技术方案:
7.一种电池模组自动加热的设备,包括下压机构和加热组件,其中,所述下压机构位于所述电池模组的上方,所述下压机构与所述电池模组的上表面接触,所述加热组件加热所述电池模组,所述加热组件与所述电池模组除上表面外的其他表面接触。
8.进一步地,在上述的电池模组自动加热的设备中,所述下压机构包括第一动力源、第一压板、第一安装板和第一导柱,其中,所述第一动力源安装在所述第一安装板上,所述第一动力源的输出端朝向所述压板,所述第一动力源的输出端与所述第一压板之间设置有压力传感器,所述第一导柱的一端与所述压板连接,所述第一导柱的另一端穿过所述第一安装板,所述第一导柱设置有二至四个。
9.进一步地,在上述的电池模组自动加热的设备中,所述下压机构还包括第一连接板,所述第一连接板与所述第一压板连接,所述第一连接板的材质为45号钢,优选地,所述下压机构还包括压轮,所述压轮通过压轮座与所述第一压板连接,所述压轮用于下压极柱,所述压轮座内设置有弹簧,所述弹簧的轴线方向与所述电池模组的上表面垂直,所述压轮的材质为超高分子量聚乙烯。
10.进一步地,在上述的电池模组自动加热的设备中,所述加热组件包括第二动力源、第二压板、加热板、发热板、第二安装板和第二导柱,其中,所述第二动力源安装在所述第二安装板上,所述第二动力源的输出端朝向所述第二压板,所述第二动力源的输出端与所述第二压板之间设置有压力传感器,所述第二导柱的一端与所述第二压板的一端连接,所述第二导柱的另一端穿过所述第二安装板,所述第二压板的另一端连接所述加热板,所述发热板位于所述加热板的内部,所述加热板的内部还设置有温度传感器,所述温度传感器与所述发热板接触,所述温度传感器位于所述发热板的靠近所述第二压板的一侧,所述第二导柱设置有二至四个。
11.进一步地,在上述的电池模组自动加热的设备中,所述加热组件与所述电池模组除相对的两个侧表面以及下表面接触;所述加热组件的加热板的尺寸分别与所述电池模组的侧表面和下表面匹配。
12.进一步地,在上述的电池模组自动加热的设备中,与所述电池模组的下表面接触的所述加热组件由小车运输。
13.进一步地,在上述的电池模组自动加热的设备中,所述加热板为黄铜加热板,所述发热板为远红外发热板。
14.进一步地,在上述的电池模组自动加热的设备中,所述加热板与所述第二压板之间设置有合成石层和第二连接板,形成所述合成石层的材料为高温纳米复合材料,所述合成石层与所述加热板接触,所述第二连接板与所述第二压板接触,所述第二连接板的材质为45号钢。
15.进一步地,在上述的电池模组自动加热的设备中,所述第一动力源为电缸或者气缸。
16.进一步地,在上述的电池模组自动加热的设备中,所述第二动力源为电缸或者气缸。
17.分析可知,本发明公开一种电池模组自动加热的设备,通过上述结构设计,主要实现了下述技术效果:烘烤面积充分、加热均匀、模组在加热过程中和加热后均不容易变形、烘烤过程中对模组整形、能在模组输送托盘上直接加热、满足长模组的加热(在长模组涂完结构胶后为散状不方便搬运的基础上)、模组加热时间短、以及加热设备占地面积小。
附图说明
18.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。其中:
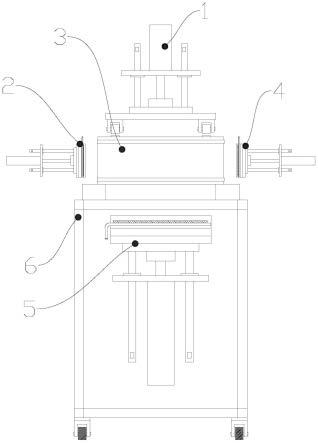
19.图1为本发明一实施例的结构示意图。
20.图2为本发明一实施例的下压机构的结构示意图。
21.图3为本发明一实施例的加热组件的结构示意图。
22.图4为电池模组的组成示意图。
23.附图标记说明:1、下压机构;2、加热组件;3、电池模组;4、加热组件;5、加热组件;6、小车;11、第一动力源;12、第一导柱;13、压轮;14、压力传感器;15、第一安装板;16、第一压板;17、第一连接板;18、压轮座;21、加热板;22、发热板;23、温度传感器;24、合成石层;25、第二压板;26、第二导柱;27、第二动力源;28、第二安装板;29、第二连接板。
具体实施方式
24.下面将参考附图并结合实施例来详细说明本发明。各个示例通过本发明的解释的方式提供而非限制本发明。实际上,本领域的技术人员将清楚,在不脱离本发明的范围或精神的情况下,可在本发明中进行修改和变型。例如,示为或描述为一个实施例的一部分的特征可用于另一个实施例,以产生又一个实施例。因此,所期望的是,本发明包含归入所附权利要求及其等同物的范围内的此类修改和变型。
25.在本发明的描述中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖
直”、“水平”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明而不是要求本发明必须以特定的方位构造和操作,因此不能理解为对本发明的限制。本发明中使用的术语“相连”、“连接”、“设置”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是直接相连,也可以通过中间部件间接相连;可以是有线电连接、无线电连接,也可以是无线通信信号连接,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
26.所附附图中示出了本发明的一个或多个示例。详细描述使用了数字和字母标记来指代附图中的特征。附图和描述中的相似或类似标记的已经用于指代本发明的相似或类似的部分。如本文所用的那样,用语“第一”、“第二”和“第三”等可互换地使用,以将一个构件与另一个区分开,且不旨在表示单独构件的位置或重要性。
27.如图1至图3所示,根据本发明的实施例,提供了一种电池模组3自动加热的设备,包括下压机构1和加热组件(2、4、5),其中,下压机构1位于电池模组3的上方,下压机构1与电池模组3的上表面接触,加热组件(2、4、5)加热电池模组3,加热组件(2、4、5)与电池模组3除上表面外的其他表面接触。
28.如图4所示,电池模组3由多个电芯依次排列组合而成,相邻的两个电芯之间具有结构胶,电池模组3的两端部均设置有端板,端板与最外侧的电芯之间也具有结构胶。下压机构1和加热组件(2、4、5)与电池模组3的外表面接触并对电池模组3进行整形保压,烘烤过程中对模组进行整形,模组在加热过程中和加热后均不容易变形;然后加热组件(2、4、5)开始加热以加热固化结构胶。在表面上设置多个加热组件(2、4、5)使得烘烤面积充分、加热均匀、满足长模组的加热(在长模组涂完结构胶后为散状导致不方便搬运的基础上)、模组加热时间短。
29.如图2所示,优选地,下压机构1包括第一动力源11、第一压板16、第一安装板15和第一导柱12,其中,第一动力源11安装在第一安装板15上,第一动力源11的输出端朝向压板,第一动力源11的输出端与第一压板16之间设置有压力传感器14,压力传感器14用于对第一动力源11第一动力源11的输出力进行监测和控制,防止产生由于压力不够导致在加热过程中电池模组3的表面鼓包,以及防止由于过压导致压坏电池模组3的其他零部件。第一导柱12的一端与压板连接,第一导柱12的另一端穿过第一安装板15,第一导柱12设置有二至四个,第一导柱12的数量根据下压机构1与电池模组3接触面的大小在二至四个中选择。
30.下压机构1还包括第一连接板17,第一连接板17与第一压板16连接,第一连接板17的材质为45号钢,整个第一压板16下压极柱。第一动力源11为电缸或者气缸,由第一动力源11控制下压的压力。优选地,下压机构1还包括压轮13,压轮13通过压轮13座与第一压板16连接,压轮13用于下压极柱,压轮13座内设置有弹簧,弹簧的轴线方向与电池模组3的上表面垂直,压轮13的材质为超高分子量聚乙烯。压轮13设置有若干个,压轮13的数量与极柱的数量对应,压轮13直接下压极柱。下压机构1与电池模组3的上表面接触并对电池模组3进行整形保压,烘烤过程中对模组进行整形,模组在加热过程中和加热后均不容易变形。
31.如图3所示,优选地,加热组件(2、4、5)包括第二动力源27、第二压板25、加热板21、发热板22、第二安装板28和第二导柱26,其中,第二动力源27安装在第二安装板28上,第二动力源27的输出端朝向第二压板25,第二动力源27的输出端与第二压板25之间设置有压力传感器14,压力传感器14用于对第二动力源27的输出力进行监测和控制,防止产生由于压
力不够导致在加热过程中电池模组3的表面鼓包,以及防止由于过压导致压坏电池模组3的其他零部件。第二导柱26的一端与第二压板25的一端连接,第二导柱26的另一端穿过第二安装板28,第二压板25的另一端连接加热板21,发热板22位于加热板21的内部。发热板22是镶嵌在加热板21内部的,提前在加热板21内加工好适合安装发热板22的槽。加热板21的内部还设置有温度传感器23,温度传感器23与发热板22接触,温度传感器23位于发热板22的靠近第二压板25的一侧,温度传感器23用于检测加热温度是否在设定的温度范围内,如果低于或超过设定的温度范围,或者加热时间超时,均可以通过plc系统自动调节,如果失控,可自动停机报警。第二导柱26设置有二至四个,第二导柱26的数量根据加热组件与电池模组3接触面的大小在二至四个中选择。
32.第二动力源27为电缸或者气缸,第二动力源27通过第二压板25和加热板21向电池模组3的表面施加压力,加热板21同时加热固化结构胶。加热组件(2、4、5)与电池模组3的外表面接触并对电池模组3进行整形保压,烘烤过程中对模组进行整形,模组在加热过程中和加热后均不容易变形。在表面上设置多个加热组件(2、4、5)使得烘烤面积充分、加热均匀、满足长模组的加热(在长模组涂完结构胶后为散状导致不方便搬运的基础上)、模组加热时间短。
33.通过上述对加热组件(2、4、5)的结构设计,使得加热组件(2、4、5)的使用更加方便,加热组件(2、4、5)可以组合使用。加热组件(2、4、5)与电池模组3除相对的两个侧表面以及下表面接触;加热组件(2、4、5)的加热板21的尺寸分别与电池模组3的侧表面和下表面匹配,保证烘烤面积充分、加热均匀。即,只需在电池模组3的两端部(两个端板外)设置加热组件(2、4)和电池模组3的下表面处设置加热组件5,使设备整体占地面积小。
34.与电池模组3的下表面接触的加热组件5由小车6运输,加热组件5能够从小车6内伸出至电池模组3的下表面。输送电池模组3的托盘能够直接置于小车6上,电池模组3实现了在托盘上直接加热。
35.进一步地,加热板21为黄铜加热板21,黄铜的型号为h59,发热板22为远红外发热板22。加热板21和发热板22需满足加热下压或者左右挤压过程中不发生不变形。
36.优选地,加热板21与第二压板25之间设置有合成石层24和第二连接板29,形成合成石层24的材料为高温纳米复合材料,合成石层24与加热板21接触,第二连接板29与第二压板25接触,第二连接板29的材质为45号钢。合成石层24的作用有耐高温、抗变形、导热快。
37.从以上的描述中,可以看出,本发明上述的实施例实现了如下技术效果:烘烤面积充分、加热均匀、模组在加热过程中和加热后均不容易变形、烘烤过程中对模组整形、能在模组输送托盘上直接加热、满足长模组的加热(在长模组涂完结构胶后为散状导致不方便搬运的基础上)、模组加热时间短、以及加热设备占地面积小。
38.以上仅为本发明的优选实施例,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1