一种悬式绝缘子自动生产流水线的制作方法
1.本发明涉及绝缘件装配技术领域,尤其涉及一种悬式绝缘子自动生产流水线。
背景技术:
2.绝缘子在电力系统中应用很广,一般由绝缘件和金属附件用粘胶胶合或机械卡装而成,中国专利申请号201621027821.5公开了一种户外电力系统绝缘子,该绝缘子包括瓷件以及套设在瓷件顶部的铁帽,瓷件包括头部以及伞部,瓷件与铁帽之间通过粘合剂粘合。
3.中国专利申请号201911155876.2公开了一种悬式绝缘子批量化生产快速装配机及装配方法,包括底板、传动装置、驱动装置、承放装置和涂胶装置,其涂胶工序如下:启动驱动电机,驱动电机通过传送轮带动传送带进行间歇运动,撑开板通过活动板带动挡胶板进行运动,喷胶头对铁帽进行喷胶。
4.但是该技术方案中存在以下问题:由于喷胶头是竖直设置的,其喷射出的粘胶位于铁帽的底部,并没有均匀的涂抹在铁帽的内表壁上,导致绝缘件与铁帽组装后粘接不牢固。
技术实现要素:
5.本发明的目的是针对现有技术的不足之处,提供一种悬式绝缘子自动生产流水线,通过涂胶组件将粘胶涂抹在铁帽的内表壁上端,旋转组件驱动铁帽自转,涂胶组件会环形涂抹在铁帽的内表壁上,由于角度调节组件调节铁帽倾斜一定的角度,粘胶受到重力作用流入铁帽的底部,进而将粘胶均匀的涂抹在铁帽的内表壁上,解决了背景技术所述的绝缘件与铁帽组装后粘接不牢固的技术问题。
6.为实现上述目的,本发明提供如下技术方案:一种悬式绝缘子自动生产流水线,包括:环形导轨;沿着环形导轨运动的运动板;还包括:载物部件,安装于所述运动板上的载物部件用于装载铁帽;均匀上胶部件,所述均匀上胶部件将粘胶均匀的涂抹在铁帽的内表壁上;装配部件,所述装配部件对绝缘件和铁帽进行组装;所述均匀上胶部件包括:角度调节组件,所述角度调节组件调节铁帽的角度便于在铁帽的内表壁上涂粘胶;旋转组件;涂胶组件,所述旋转组件驱动铁帽转动时,所述涂胶组件将粘胶涂抹在铁帽的内表壁上。
7.优选的,所述涂胶组件包括:涂胶板,所述涂胶板内开设有胶料腔;喷胶嘴,多组所述喷胶嘴安装于所述涂胶板的一侧;驱动部a,所述驱动部a将所述胶料腔内的粘合胶从喷胶嘴挤出;运动部,所述运动部驱动涂胶板随着载物部件同步运动。
8.进一步的,所述涂胶组件还包括:回收返料部,所述回收返料部将铁帽内表壁上多余的粘胶收集传输至胶料腔内。
9.优选的,所述回收返料部包括:转动轴a;环形皮带a,所述环形皮带a套设于所述转动轴a的外侧;刮板,多组所述刮板安装于所述环形皮带a上,所述刮板包括挡料端和斜板端,所述涂胶板内开设有集料腔,所述集料腔与所述胶料腔连通。
10.进一步的,所述涂胶组件还包括挤压部,所述挤压部包括:转动轴b;环形皮带b,所
述环形皮带b套设于所述转动轴b的外侧;连接块,多组所述连接块安装于所述环形皮带b的一端;安装套,所述安装套安装于所述连接块上,所述安装套内开设有多组相互连通的v型槽;运动杆,所述运动杆滑动设于所述安装套内;滑动杆,安装于所述运动杆上的所述滑动杆在v型槽内滑动驱动运动杆往复运动;齿轮b,安装于所述安装套上的齿轮b与设于环形皮带b一旁的齿条板相啮合。
11.优选的,所述载物部件包括:固定板,所述固定板安装于所述运动板上;转动板,所述转动板转动设于所述固定板上;转轴,所述转轴转动设于所述转动板上;夹块,所述夹块安装于所述转轴上;所述角度调节组件包括:导向轨道,所述导向轨道设于所述环形导轨的一旁;导向杆,安装于所述转动板上的所述导向杆一端在所述导向轨道上滑动,所述固定板和转动板之间通过复位支撑件连接;所述旋转组件包括:齿轮a,所述齿轮a安装于所述转轴上;齿条板,所述齿条板安装于所述环形导轨的一旁与所述齿轮a啮合。
12.进一步的,所述装配部件包括:连接架;支撑架,所述支撑架安装于所述连接架的一旁,所述连接架与所述支撑架之间通过弹簧连接;驱动组件;按压块,所述驱动组件驱动所述按压块将绝缘件的头部压入铁帽。
13.优选的,还包括输料部件,所述输料部件包括:传输带,所述传输带的一端为u形结构;导向板,所述导向板的一端为u形结构;定位组件,所述定位组件对输送的铁帽进行定位;所述定位组件包括:传动板,传动板包括第一段、第二段和第三段;齿轮d,安装于所述转轴上的齿轮d与设于所述第一段上的纹齿相啮合,所述齿轮d上开设有切口槽,所述导向板上开设有定向槽。
14.进一步的,所述输料部件还包括摆动组件,所述摆动组件调节推挤在所述导向板一端的铁帽的角度使其沿着传输带61继续传输。
15.优选的,所述摆动组件包括:转动杆;转动块,所述转动块安装于所述转动杆的顶部;摆动杆,所述摆动杆安装于所述转动杆的底部;齿轮e,所述齿轮e套设于所述转动杆的外侧;转动轮,所述转动轮设于所述转动块的一端,所述转动轮与所述齿轮e之间通过皮带传动连接;连接板,所述连接板设于所述传输带的一旁;所述连接板与所述摆动杆之间通过弹性支撑件连接。
16.本发明的有益效果在于:(1)本发明通过涂胶组件将粘胶涂抹在铁帽的内表壁上端,旋转组件驱动铁帽自转,涂胶组件会环形涂抹在铁帽的内表壁上,由于角度调节组件调节铁帽倾斜一定的角度,粘胶受到重力作用流入铁帽的底部,进而将粘胶均匀的涂抹在铁帽的内表壁上,使组装后的绝缘件与铁帽粘接强度牢固。
17.(2)本发明通过转动轴a转动,驱动环形皮带a转动,驱动刮板对铁帽底部多余的胶料向上传送至集料腔内,后经过通道返入胶料腔内,达到节约粘胶的作用,同时防止铁帽内的粘胶较多导致装配时溢出。
18.(3)本发明通过转动轴b4转动,驱动环形皮带b转动,带动齿轮b沿着齿条板b运动时齿轮b自转,驱动运动杆转动,滑动杆在v型槽内滑动,进而驱动运动杆往复运动,通过挤
压端将粘胶挤入环形凹槽内,增强铁帽与绝缘件之间的粘结强度。
19.(4)本发明涂胶时铁帽是转动的,环形皮带b转动带动挤压端对铁帽的内表壁挤压会在内表壁的粘胶上刻下划痕,后环形皮带b反向转动,在内表壁的粘胶上刻下另一个方向的划痕,两个方向交错的划痕增强铁帽与绝缘件之间的粘结强度。
20.(5)本发明驱动部b驱动转动杆转动,使转动轮接触堆积的铁帽,驱动部b驱动转动轮转动带动铁帽转动,调节铁帽的角度使铁帽头部插入定向槽,传输带对铁帽继续传输,防止铁帽堆积。
21.综上所述,本发明具有结构简单、设计巧妙以及同时具有粘胶均匀涂抹和粘胶回收利用的优点,大大提高生产效率,适用性广。
附图说明
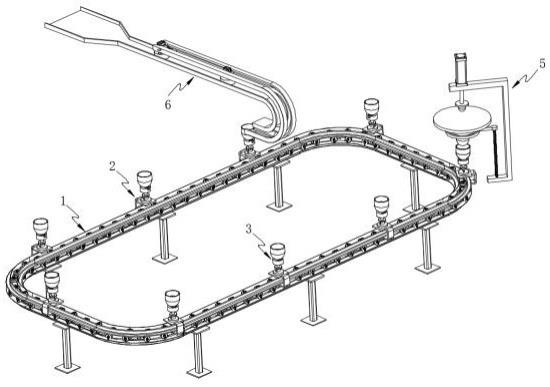
22.图1为本发明整体结构示意图;图2为本发明均匀上胶部件结构示意图;图3为本发明角度调节组件结构示意图;图4为本发明a处的放大示意图;图5为本发明b处的放大示意图;图6为本发明涂胶组件结构示意图;图7为本发明挤压部结构示意图;图8为本发明刮板结构示意图;图9为本发明涂胶板的剖视示意图;图10为本发明挤压部的爆炸示意图;图11为本发明a处的放大示意图;图12为本发明夹块结构示意图;图13为本发明装配部件的结构示意图;图14为本发明输料部件结构示意图;图15为本发明传动板结构示意图;图16为本发明齿轮d的运动状态示意图;图17为本发明d处的放大示意图;图18为本发明涂胶状态示意图。
23.附图标记1、环形导轨;11、链条;2、运动板;3、载物部件;31、固定板;32、转动板;33、转轴;34、夹块;341、容纳槽;342、定位块;4、均匀上胶部件;41、角度调节组件;411、导向轨道;4111、第一端;4112、第二端;4113、第三端;412、导向杆;413、复位支撑件;42、旋转组件;421、齿轮a;422、齿条板a;43、涂胶组件;431、涂胶板;4311、胶料腔;4312、集料腔;432、喷胶嘴;433、驱动部a;4331、压板;4332、直线伸缩组件;434、运动部;4341、运动导轨;4342、运动架;4343、电动伸缩杆;435、回收返料部;4351、转动轴a;4352、环形皮带a;4353、刮板;43531、挡料端;43532、斜板端;436、挤压部;4361、转动轴b;4362、环形皮带b;4363、连接块;4364、安装套;43641、v型槽;4365、运动杆;4366、滑动杆;4367、齿轮b;4368、齿条板b;4369、挤压端;5、装配部件;51、连接架;52、支撑架;53、驱动组件;54、按压块;6、输料部件;61、传
输带;62、导向板;621、定向槽;63、定位组件;631、传动板;6311、第一段;63111、纹齿;6312、第二段;6313、第三段;632、齿轮d;6321、切口槽;64、摆动组件;641、转动杆;642、转动块;643、摆动杆;644、齿轮e;645、转动轮;646、皮带;647、连接板;648、弹性支撑件;649、驱动部b;6491、齿轮f;6492、转动轴c;6493、凸轮。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、
ꢀ“
右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、
“ꢀ
顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、
ꢀ“
第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
26.实施例一如图1所示,本发明提供了一种悬式绝缘子自动生产流水线,包括:环形导轨1以及沿着环形导轨1运动的运动板2,环形导轨1内设有链条11,运动板2安装于链条11上,链条11的运动带动运动板2沿着环形导轨1运动。
27.载物部件3,安装于运动板2上的载物部件3用于装载铁帽;均匀上胶部件4,均匀上胶部件4将粘胶均匀的涂抹在铁帽的内表壁上;装配部件5,装配部件5对绝缘件和铁帽进行组装;进一步的,如图2和图3所示,均匀上胶部件4包括:角度调节组件41,角度调节组件41调节铁帽的角度便于在铁帽的内表壁上涂粘胶;旋转组件42;涂胶组件43,旋转组件42驱动铁帽转动时,涂胶组件43将粘胶涂抹在铁帽的内表壁上。
28.本发明中,涂胶组件43将粘胶涂抹在铁帽的内表壁上端,旋转组件42驱动铁帽自转,涂胶组件43会环形涂抹在铁帽的内表壁上,由于角度调节组件41调节铁帽倾斜一定的角度,粘胶受到重力作用流入铁帽的底部,进而将粘胶均匀的涂抹在铁帽的内表壁上,使组装后的绝缘件与铁帽粘接强度牢固。
29.优选的,如图3所示,载物部件3包括:固定板31,固定板31安装于运动板2上;转动板32,转动板32转动设于固定板31上;转轴33,转轴33转动设于转动板32上;夹块34,夹块34安装于转轴33上;夹块34上开设有容纳槽341,容纳槽341内安装有定位块342,由于铁帽上端设有一个开口槽,定位块342插入开口槽实现铁帽的定位。
30.进一步的,如图3所示,角度调节组件41包括:导向轨道411,导向轨道411设于环形导轨1的一旁;导向轨道411包括第一端4111、第二端4112和第三端4113;导向杆412,安装于转动板32上的导向杆412一端在导向轨道411上滑动,固定板31和转动板32之间通过复位支
撑件413连接;复位支撑件413优选弹簧。
31.运动板2沿着环形导轨1运动,当导向杆412在第一端4111上滑动时,转动板32保持水平状态,当导向杆412在第二端4112上滑动时,驱动转动板32转动,当导向杆412在第三端4113上滑动时,转动板32倾斜至特定角度不变。
32.优选的,如图4所示,旋转组件42包括:齿轮a421,齿轮a421安装于转轴33上;齿条板a422,齿条板a422安装于环形导轨1的一旁与齿轮a421啮合,当导向杆412在第三端4113上滑动时,转动板32倾斜至特定角度不变,齿轮a421转动带动安装于夹块34上的铁帽自转。
33.优选的,如图6所示,涂胶组件43包括:涂胶板431,涂胶板431内开设有胶料腔4311;喷胶嘴432,多组喷胶嘴432安装于涂胶板431一侧;驱动部a433,驱动部a433驱动胶料腔4311内的粘合胶从喷胶嘴432喷向铁帽内表壁;驱动部a433包括:滑动属于胶料腔4311内的压板4331和直线伸缩组件4332,直线伸缩组件4332优选气缸。
34.运动部434,运动部434驱动涂胶板431运动;运动部434包括:运动导轨4341;在运动导轨4341上滑动的运动架4342;安装在运动架4342上的电动伸缩杆4343,电动伸缩杆4343的活塞杆与涂胶板431安装,运动架4342在运动导轨4341上滑动的动力源优选气缸驱动。
35.进一步的,如图7所示,涂胶组件43还包括:回收返料部435,回收返料部435将铁帽内表壁内多余的粘胶收集传输至胶料腔4311内。
36.回收返料部435包括:转动轴a4351;环形皮带a4352,环形皮带a4352套设于转动轴a4351的外侧;刮板4353,多组刮板4353安装于环形皮带a4352上,刮板4353包括挡料端43531和斜板端43532,涂胶板431上开设有集料腔4312,集料腔4312与胶料腔4311连通。
37.通过电机带动转动轴a4351转动,驱动环形皮带a4352转动,驱动刮板4353对铁帽底部多余的胶料向上传送至集料腔4312内,如图9所示,后经过通道返入胶料腔4311内,达到节约粘胶的作用,同时防止铁帽内的粘胶较多导致装配时溢出,直线伸缩组件4332驱动压板4331运动将胶料腔4311内的粘胶从喷胶嘴432喷出,通道内有单向阀。
38.优选的,如图13所示,装配部件5包括:连接架51;支撑架52,支撑架52安装于连接架51的一旁,连接架51与支撑架52之间通过弹簧连接;驱动组件53;按压块54,驱动组件53驱动按压块54将绝缘件的头部压入铁帽,驱动组件53优选气缸。组装时,将绝缘件放入支撑架52上,驱动组件53驱动按压块54将绝缘件的头部压入铁帽内。
39.进一步的,如图1所示,还包括输料部件6,如图14所示,输料部件6包括:传输带61,传输带61的一端为u形结构;导向板62,导向板62的一端为u形结构;定位组件63,定位组件63对输送的铁帽进行定位。
40.如图15所示,定位组件63包括:传动板631,传动板631包括第一段6311、第二段6312和第三段6313;齿轮d632,安装于转轴33上的齿轮d632与设于第一段6311上的纹齿63111相啮合,齿轮d632上开设有切口槽6321,导向板62上开设有定向槽621;物料传输工序:传输带61对铁帽进行传输,铁帽头部插入定向槽621实现对铁帽位置状态的定位,铁帽传输至传输带61末端使铁帽得到翻转,铁帽的位置状态是限定的,与夹块34对应;运动板2沿着环形导轨1运动至传输带61的输出端,齿轮d632沿着传动板631运动,
如图16所示,齿轮d632在第一段6311上运动,即从a点运动至b点,驱动齿轮d632转动,从b点沿着第一段6311时,齿轮d632不转动直至运动至第二段6312,如c点的状态,切口槽6321与第二段6312接触使齿轮d632调整角度,直至齿轮d632在第三段6313上运动,如d点的状态,齿轮d632被限制转动,进而对夹块34进行限位,与铁帽的位置状态对应,此时,通过机械手将传输带61末端的铁帽插入夹块34内;传输带61传输的铁帽过程,若铁帽头部无法插入定向槽621内进而在导向板62的端部进行堆积,于是设置了摆动组件64解决该技术问题;优选的,如图17所示,摆动组件64包括:转动杆641;转动块642,转动块642安装于转动杆641的顶部;摆动杆643,摆动杆643安装于转动杆641的底部;齿轮e644,齿轮e644套设于转动杆641的外侧;转动轮645,转动轮645设于转动块642的一端,转动轮645与齿轮e644之间通过皮带646传动连接;连接板647,连接板647设于传输带61的一旁;连接板647与摆动杆643之间通过弹性支撑件648连接,弹性支撑件648优选弹簧;驱动部b649驱动转动杆641转动,进而使转动轮645接触堆积的铁帽,同时驱动部b649驱动转动轮645转动带动铁帽转动,调节铁帽的角度使铁帽头部插入定向槽621,传输带61对铁帽继续传输,防止铁帽头部无法插入定向槽621在导向板62的端部堆积;驱动部b649包括:齿轮f6491;转动轴c6492;安装于转动轴c6492上的凸轮6493;转动轴c6492优选电机驱动。
41.实施例二如图7所示,其中与实施例一中相同或相应的部件采用与实施例一相应的附图标记,为简便起见,下文仅描述与实施例一的区别点。该实施例二与实施例一的不同之处在于:本实施例中的涂胶组件43还包括挤压部436。
42.中国专利申请号201621027821.5公开了一种户外电力系统绝缘子,该绝缘子中的铁帽内壁的沿圆周方向上设置有多个环形凹槽,本实施例所要解决的问题是如何更好的将粘胶涂抹在环形凹槽内;优选的,如图7和图10所示,挤压部436包括:转动轴b4361;环形皮带b4362,环形皮带b4362套设于转动轴b4361的外侧;连接块4363,多组连接块4363安装于环形皮带b4362的一端;安装套4364,安装套4364安装于连接块4363上,安装套4364内开设有多组相互连通的v型槽43641;运动杆4365,运动杆4365滑动设于安装套4364内;滑动杆4366,安装于运动杆4365上的滑动杆4366在v型槽43641内滑动驱动运动杆4365往复运动;齿轮b4367,安装于安装套4364上的齿轮b4367与设于环形皮带b4362一旁的齿条板b4368相啮合,齿轮b4367上设有导向槽,运动杆4365上设有导向块,运动杆4365可在齿轮b4367内滑动。
43.如图8所示,电机带动转动轴b4361转动,驱动环形皮带b4362转动,带动齿轮b4367沿着齿条板b4368运动时齿轮b4367自转,驱动运动杆4365转动,滑动杆4366在v型槽43641内滑动,进而驱动运动杆4365往复运动,通过挤压端4369将粘胶挤入环形凹槽内,增强铁帽与绝缘件之间的粘结强度。
44.如图18所示,值得说明的是,涂胶时铁帽是转动的,环形皮带b4362转动带动挤压端4369对铁帽内表壁挤压会在内表壁的粘胶上刻下划痕,后环形皮带b4362反向转动,会在
内表壁的粘胶上刻下另一个方向的划痕,两个方向交错的划痕增强铁帽与绝缘件之间的粘结强度。
45.工作步骤:步骤一、铁帽运料工序:铁帽经过传输带61运输,通过定向槽621进行定位,铁帽传输至传输带61末端使铁帽得到翻转,通过定位组件63对夹块34进行限位,机械手将传输带61末端的铁帽插入夹块34内;步骤二、涂胶工序:通过角度调节组件41调节铁帽的角度,旋转组件42驱动铁帽转动时,涂胶组件43将粘胶涂抹在铁帽的内表壁上;步骤三、胶料挤压工序:电机带动转动轴b4361转动,驱动环形皮带b4362转动,带动齿轮b4367沿着齿条板b4368运动时齿轮b4367自转,驱动运动杆4365转动,滑动杆4366在v型槽43641内滑动,进而驱动运动杆4365往复运动,通过挤压端4369将粘胶挤入环形凹槽内,增强铁帽与绝缘件之间的粘结强度;步骤四、胶料回收工序:通过电机带动转动轴a4351转动,驱动环形皮带a4352转动,驱动刮板4353对铁帽底部多余的胶料向上传送至集料腔4312内,如图9所示,后经过通道返入胶料腔4311内,达到节约粘胶的作用,同时防止铁帽内的粘胶较多导致装配时溢出;步骤五、装配工序:将绝缘件放入支撑架52上,驱动组件53驱动按压块54将绝缘件的头部压入铁帽内,完成装配。
46.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1