一种复合极片、电芯和复合极片的制备方法与流程
1.本发明涉及电池技术领域,具体而言,涉及一种复合极片、电芯和复合极片的制备方法。
背景技术:
2.在当前动力电池和3c电池领域,极片的成型工艺都是将正极或负极的活性物质以涂布的方式涂覆在集流体上,为了提高活性物质的粘接效果,通常会在活性物质中添加粘结剂,以让活性物质能固定在集流体上形成极片。粘结剂的用量会直接影响粘结力的大小,且粘结剂使用到一定程度后,粘结力并不会继续增加,为了保证粘结力,提高粘结剂的使用量存在成本高的问题。
技术实现要素:
3.本发明的目的在于提供了一种通过金属箔层将活性层中各活性颗粒固定在导电层上的复合极片,其能省去粘结剂的使用,能够在保证极片性能的同时,有效地降低复合极片的生产成本。
4.本发明的另一目的在于提供一种电芯,其包括上述的复合极片。因此,其也能在保证性能的同时,降低成本。
5.本发明的另一目的在于提供一种复合极片的制备方法,其制备过程中通过金属箔层将活性层中各活性颗粒固定在导电层上的复合极片,其能省去粘结剂的使用,能够在保证极片性能的同时,有效地降低复合极片的生产成本。
6.本发明的实施例可以这样实现:第一方面,本发明提供一种复合极片,包括:支撑层,包括绝缘层和设置于绝缘层一侧的导电层;活性复合层,设置于导电层远离绝缘层的一侧,且包括活性层和金属箔层,活性层包括堆积于导电层上的多个活性颗粒,金属箔层紧贴导电层设置,且被配置为将多个活性颗粒固定于导电层。
7.在可选的实施方式中,金属箔层沿垂直于导电层方向在导电层的投影面为第一投影面;活性层沿垂直于导电层方向在导电层的投影面为第二投影面;第一投影面的面积大于第二投影面的面积,且第二投影面落入第一投影面的范围内。
8.在可选的实施方式中,沿导电层的宽度方向,金属箔层的两侧与导电层的两侧对齐,活性层的两侧与导电层的两侧对齐;沿导电层的长度方向,金属箔层的两端中的一端与导电层对应的一端对齐,金属箔层的两端中的另一端与导电层对应的另一端相距第一预设距离,活性层的两端中的一端与导电层对应的一端对齐,活性层的两端中的另一端与导电层对应的一端相距第二预设距离;或者,
沿导电层的长度方向,金属箔层的两端与导电层的两端对齐,活性层的两端与导电层的两端对齐;沿导电层的宽度方向,金属箔层的两侧中的一侧与导电层对应的一侧对齐,金属箔层的两侧中的另一侧与导电层对应的另一侧相距第一预设距离,活性层的两侧中的一端与导电层对应的一侧对齐,活性层的两侧中的另一侧与导电层对应的一侧相距第二预设距离。
9.在可选的实施方式中,第一预设距离为0-1mm;和/或,第二预设距离为5-100mm。
10.在可选的实施方式中,支撑层的厚度为2um-20um;和/或,金属箔层的厚度为0.05-6um;和/或,导电层的厚度为1-10nm;和/或,导电层包括金属层或石墨层。
11.在可选的实施方式中,绝缘层的材料为有机聚合物材料或掺陶瓷的聚合物;或者,绝缘层为pe层、pp层或pp/pe/pp复合层。
12.在可选的实施方式中,当复合极片为正极片时,金属箔层为金属铝层,活性颗粒中的活性成分为钴酸锂、磷酸铁锂、锰酸锂或镍钴锰酸锂;当复合极片为负极片时,金属箔层为金属铜层,活性颗粒中的活性成分为石墨、硬碳、软碳、钛酸锂或硅碳。
13.在可选的实施方式中,活性层背离导电层的一侧具有活性平面。
14.第二方面,本发明提供一种电芯,电芯包括正极片和负极片,正极片和负极片二者中的至少一者包括前述实施方式中任一项的复合极片。
15.在可选的实施方式中,正极片和负极片均为复合极片;当正极片和负极片的活性复合层的厚度均小于对应的支撑层的厚度时,正极片和负极片的绝缘层为pe层、pp层或pp/pe/pp复合层;正极片和负极片依次层叠设置形成裸电芯,且正极片和负极片二者中一者的活性复合层贴设于另一者的绝缘层背离导电层的一侧;当正极片和负极片的活性复合层的厚度均大于或等于对应的支撑层的厚度时,裸电芯还包括设置于正极片和负极片之间的隔离膜;正极片、隔离膜和负极片依次层叠设置形成裸电芯;电芯还包括壳体和电解液,裸电芯和电解液容置于壳体内。
16.在可选的实施方式中,正极片包括两个复合极片,且两个复合极片的两个支撑层背离活性复合层的一侧贴合设置;负极片包括两个复合极片,且两个复合极片的两个支撑层背离活性复合层的一侧贴合设置;裸电芯还包括隔离膜,正极片、隔离膜和负极片依次层叠设置形成裸电芯;电芯还包括壳体和电解液,裸电芯和电解液容置于壳体内。
17.第三方面,本发明提供一种前述实施方式中任一项复合极片的制备方法,包括:将多个活性颗粒堆积于导电层形成活性层;将金属离子从导电层靠近活性层的一侧沉积于导电层的表面形成金属箔层,并在
沉积过程中将多个活性颗粒固定于导电层。
18.在可选的实施方式中,将多个活性颗粒堆积于导电层形成活性层的步骤具体包括:将支撑层放置于含有多个活性颗粒的胶体溶液中进行电泳沉积,使胶体态的多个活性颗粒沉积于导电层背离绝缘层的一侧形成活性层。
19.在可选的实施方式中,电泳沉积的步骤具体包括:将绝缘层背离导电层的一侧贴设于第一电极板后放入胶体溶液中;将与第一电极板极性相反的第二电极板放入胶体溶液中,且与第一电极板间隔设置;将第一电极板和第二电极板通电。
20.在可选的实施方式中,第一电极板的周向超出绝缘层的周向的距离为5-100mm;和/或,第一电极板和第二电极板的面积0.001-200m2;和/或,第一电极板和第二电极板之间的间距为5mm-5m。
21.在可选的实施方式中,胶体溶液的ph为7-10。
22.在可选的实施方式中,将绝缘层放入胶体溶液后,绝缘层超出胶体溶液的液面5-100mm。
23.在可选的实施方式中,在将支撑层放置于胶体溶液之前,还包括:将活性颗粒分散于有机溶剂中,并搅拌得到含有胶体态的活性颗粒的胶体溶液。
24.在可选的实施方式中,在搅拌得到胶体溶液的过程中,搅拌速度为5-2000rpm,搅拌时间为30-300min。
25.在可选的实施方式中,将金属离子从导电层靠近活性层的一侧沉积于导电层的表面形成金属箔层的步骤具体包括:将堆积有活性颗粒的支撑层放置于含有金属离子的离子溶液中进行电沉积,以在导电层的表面沉积形成金属箔层;其中,当复合极片为负极片时,离子溶液为铜离子溶液,铜离子溶液的浓度为0.001-0.1mol/l;当复合极片为正极片时,离子溶液为铝离子溶液,铝离子溶液的浓度为0.001-0.1mol/l。
26.在可选的实施方式中,在电沉积的步骤中,金属箔层的沉积厚度为0.05-6um,且金属箔层的沉积厚度可通过以下规律调整:当沉积温度为45℃,沉积电流为100a,离子溶液浓度为0.01mol/l,沉积时间2min,且沉积面积为50mm
×
100mm时,沉积厚度为23.1 um;当沉积温度为45℃,沉积电流为100a,离子溶液浓度为0.01mol/l,沉积时间1min,且沉积面积为50mm
×
50mm时,沉积厚度为22.8um;当沉积温度为45℃,沉积电流为50a,离子溶液浓度为0.02mol/l,沉积时间1min,且沉积面积为50mm
×
100mm时,沉积厚度为20.7 um;当沉积温度为45℃,沉积电流为100a,离子溶液浓度为0.01mol/l,沉积时间1min,且沉积面积为50mm
×
100mm时,沉积厚度为12.7 um;
当沉积温度为35℃,沉积电流为100a,离子溶液浓度为0.01mol/l,沉积时间1min,且沉积面积为50mm
×
100mm时,沉积厚度为11.3 um;当沉积温度为45℃,沉积电流为100a,离子溶液浓度为0.01mol/l,沉积时间1min,且沉积面积为50mm
×
100mm时,沉积厚度为6.5 um;当沉积温度为45℃,沉积电流为30a,离子溶液浓度为0.01mol/l,沉积时间1min,且沉积面积为50mm
×
100mm时,沉积厚度为4.8um;当沉积温度为45℃,沉积电流为25a,离子溶液浓度为0.02mol/l,沉积时间1min,且沉积面积为50mm
×
100mm时,沉积厚度为4.1um;当沉积温度为45℃,沉积电流为20a,离子溶液浓度为0.01mol/l,沉积时间1min,且沉积面积为50mm
×
100mm时,沉积厚度为3.2um。
27.在可选的实施方式中,在电沉积的步骤中:绝缘层超出离子溶液的液面0-1mm。
28.在可选的实施方式中,在将多个活性颗粒堆积于导电层之前,还包括将导电物质喷涂、涂覆或沉积于绝缘层的一侧,以在绝缘层上形成导电层。
29.在可选的实施方式中,在导电层的表面沉积形成金属箔层后,还包括进行辊压作业,使活性层向导电层压紧,并使活性层背离导电层的一侧形成活性平面。
30.在可选的实施方式中,辊压作业的辊压压力为5-500t,辊压的温度为50-90℃。
31.本发明的实施例至少具备以下优点或有益效果:本发明的实施例提供了一种复合极片,其包括支撑层和活性复合层;支撑层包括绝缘层和设置于绝缘层一侧的导电层;活性复合层设置于导电层远离绝缘层的一侧,且包括活性层和金属箔层,活性层包括堆积于导电层上的多个活性颗粒,金属箔层紧贴导电层设置,且被配置为将多个活性颗粒固定于导电层。一方面,通过导电层设置,能利用导电层附近电子导电能力活跃的特性,使得活性层中的多个活性颗粒能堆积于导电层,使得金属箔层能紧贴导电层设置,能保证复合极片的性能和质量;另一方面,金属箔层将活性层中各活性颗粒固定在导电层上,省去了制备过程中粘结剂的使用,能有效地降低复合极片的生产成本。
32.本发明的实施例还提供一种电芯,其包括上述的复合极片。因此,其也能在保证性能的同时,降低成本。
33.本发明的实施例还提供了一种复合极片的制备方法,一方面,其制备过程中通过导电层设置,能利用导电层附近电子导电能力活跃的特性,使得活性层中的多个活性颗粒能堆积于导电层,使得金属箔层能紧贴导电层设置,能保证复合极片的性能和质量;另一方面,该方法通过金属箔层的沉积过程将活性层中各活性颗粒固定在导电层上,省去了粘结剂的使用,能有效地降低复合极片的生产成本。
附图说明
34.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
35.图1为本发明的实施例提供的复合极片的结构示意图一;图2为本发明的实施例提供的复合极片的结构示意图二;图3为本发明的实施例提供的复合极片的制备流程示意图;图4为本发明的实施例提供的电泳沉积形成活性层的结构简图;图5为图4的i处的局部放大图;图6为本发明的实施例提供的电泳沉积步骤后复合极片半成品的结构实体图;图7为本发明的实施例提供的电沉积形成金属箔层的结构简图;图8为图7的ii处的局部放大图;图9为本发明的实施例提供的电沉积步骤后复合极片半成品的结构示意图;图10为本发明的实施例提供的辊压步骤后的复合极片的成品结构示意图;图11为本发明的实施例提供的第一种裸电芯的结构示意图;图12为本发明的实施例提供的第二种裸电芯的结构示意图;图13为本发明的实施例提供的第三种裸电芯的结构示意图;图14为现有技术提供的电芯进行穿钉试验的示意图;图15为现有技术提供的电芯进行穿钉试验的结果图;图16为本发明的实施例提供的第一种裸电芯装壳后形成的电芯的穿钉试验的示意图;图17为本发明的实施例提供的第一种裸电芯装壳后形成的电芯进行穿钉试验的结果图。
36.图标:10-复合极片;11-支撑层;12-活性复合层;15-隔离膜;101-绝缘层;102-导电层;103-活性层;104-金属箔层;106-活性颗粒;107-活性平面;109-第一电极板;111-第二电极板;113-金属离子;115-胶体溶液;117-离子溶液;119-第三电极板;121-第四电极板。
具体实施方式
37.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
38.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
40.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不
能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
41.此外,术语“水平”、“竖直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
42.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
43.相关技术中,极片的成型工艺都是将正极或负极的活性物质以涂布的方式涂覆在集流体上,为了提高活性物质的粘接效果,通常会在活性物质中添加粘结剂,以让活性物质能固定在集流体上形成极片。粘结剂的用量会直接影响粘结力的大小,且粘结剂使用到一定程度后,粘结力并不会继续增加,为了保证粘结力,提高粘结剂的使用量存在成本高的问题。
44.有鉴于此,本实施例提供了一种通过金属箔层将活性层中各活性颗粒固定在导电层上的复合极片,其能省去粘结剂的使用,能够在保证极片性能的同时,有效地降低复合极片的生产成本。下面对该复合极片及其制备方法,以及通过该复合极片形成的电芯进行详细地介绍。
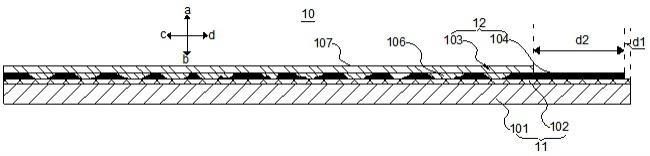
45.图1为本实施例提供的复合极片10的结构示意图一;图2为本实施例提供的复合极片10的结构示意图二。请参阅图1与图2,本实施例提供的复合极片10包括支撑层11和活性复合层12。
46.支撑层11为复合极片10的基体结构,其包括绝缘层101和设置于绝缘层101一侧的导电层102。绝缘层101用于提供绝缘和支撑功能,保证极片的强度。导电层102为导电物质(例如石墨、导电金属离子等导电颗粒)喷涂、涂覆或沉积于绝缘层101上的一层纳米级别的导电物质层。导电层102设置于绝缘层101的一侧后,使得绝缘层101该侧附近的电子导电能力得到提高,能便于在后续制备过程中在导电层102上制备活性复合层12。
47.示例性地,在本实施例中,导电层102喷涂于绝缘层101表面,且导电层102选择为石墨层,例如石墨烯,导电层102的厚度选择为1-10nm,并具体选择为5nm。导电层102以全覆盖的形式设置于绝缘层101的一侧,以保证绝缘层101该侧各个位置的电子导电能力的均匀性,以保证制备得到的复合极片10的性能。
48.活性复合层12为复合极片10的活性物质来源,能保证极片具有正极或负极活性性能,以能卷绕或叠片形成高性能的电芯。具体地,活性复合层12设置于导电层102远离绝缘层101的一侧。活性复合层12包括活性层103和金属箔层104,活性层103包括堆积于导电层102上的多个活性颗粒106,金属箔层104紧贴导电层102设置,且被配置为将多个活性颗粒106固定于导电层102。通过这样设置,使得活性层103中的各个活性颗粒106能与导电层102接触,同时活性颗粒106又能与金属箔层104接触,而金属箔层104也是同时与活性颗粒106和导电层102接触,且紧贴设置于导电层102,用于固定活性颗粒106。
49.一方面,通过导电层102设置,能利用导电层102附近电子导电能力活跃的特性,使
得活性层103中的多个活性颗粒106能堆积于导电层102,使得金属箔层104能紧贴导电层102设置,能保证复合极片10的性能和质量;另一方面,金属箔层104将活性层103中各活性颗粒106固定在导电层102上,省去了制备过程中粘结剂的使用,能有效地降低复合极片10的生产成本。
50.需要说明的是,根据复合极片10的极性不同,复合极片10中活性复合层12各层所选择的材料也所有不同。示例性地,当复合极片10用作正极片时,金属薄层为金属铝层,活性颗粒106中的活性成分为钴酸锂、磷酸铁锂、锰酸锂或镍钴锰酸锂。当复合极片10用作负极片时,金属箔层104为金属铜层,活性颗粒106中的活性成分为石墨、硬碳、软碳、钛酸锂或硅碳。
51.还需要说明的是,由于复合极片10后续在制备过程中需要卷绕或叠片形成裸电芯,因而,活性层103外露的面,也即活性层103背离导电层102的一侧具有活性平面107,平面结构利于卷绕或叠片,也能减少对相邻极片的损伤,保证裸电芯和电芯的安全性能。
52.请再次参阅图1与图2,在本实施例中,金属箔层104沿垂直于导电层102方向(为复合极片10的厚度方向,也为图2中的ab方向)在导电层102的投影面为第一投影面。活性层103沿垂直于导电层102方向在导电层102的投影面为第二投影面。第一投影面的面积大于第二投影面的面积,且第二投影面落入第一投影面的范围内。通过这样设置,使得金属箔层104的周向是超出活性层103的周向的,超出的部分则可以直接在制备正极片或负极片时加工(示例性地,加工方式可以选择为裁剪,在其他实施例中,也可以不裁剪直接形成极片)形成正极耳或负极耳,以与电芯的正极柱或负极柱电连接。
53.示例性地,请再次参阅图2,为了方便极耳的加工,在本实施例中,沿导电层102的宽度方向(图2中垂直于纸面的方向),金属箔层104的两侧与导电层102的两侧对齐,活性层103的两侧与导电层102的两侧对齐。沿导电层102的长度方向(图2中cd方向),金属箔层104的两端中的一端与导电层102对应的一端对齐,金属箔层104的两端中的另一端与导电层102对应的另一端相距第一预设距离d1,活性层103的两端中的一端与导电层102对应的一端对齐,活性层103的两端中的另一端与导电层102对应的一端相距第二预设距离d2。其中,第一预设距离为0-1mm,当第一预设距离为0mm时,图2则如图1结构所示,此时金属箔层104完全覆盖导电层102,示例性地,第一预设距离可选择为0.5mm。第二预设距离为5-100mm,示例性地,第二预设距离为50mm。
54.由于极耳剪裁的部分是不能涂覆活性物质的,因而通过第一预设距离和第二预设距离的设置,能便于极耳的剪裁和成型,能保证加工后极耳的长度,保证极耳加工和成型的便捷性,能提高制备效率和质量,节省成本。
55.需要说明的是,在其他实施例中,也可以设置为,沿导电层102的长度方向,金属箔层104的两端与导电层102的两端对齐,活性层103的两端与导电层102的两端对齐。沿导电层102的宽度方向,金属箔层104的两侧中的一侧与导电层102对应的一侧对齐,金属箔层104的两侧中的另一侧与导电层102对应的另一侧相距第一预设距离,活性层103的两侧中的一端与导电层102对应的一侧对齐,活性层103的两侧中的另一侧与导电层102对应的一侧相距第二预设距离,本实施例不再赘述。
56.还需要说明的是,在本实施例中,金属箔层104的厚度一方面关系到其固定活性颗粒106的能力,另一方面关系到复合极片10的性能。因而,本实施例中,金属箔层104的厚度
具体选择为0.05-6um,示例性地,可选择为4.8um,以在节省成本的同时,保证极片性能。当然,在其他实施例中,可以根据成本和需求对金属箔层104的厚度进行调整,本实施例不做限定。
57.下面结合复合极片10的制备方法,对复合极片10的制备过程以结构再次进行详细地介绍。
58.图3为本实施例提供的复合极片10的制备流程示意图。本发明的实施例还提供了一种复合极片10的制备方法,其包括以下步骤:s1:将导电物质喷涂于绝缘层101的一侧,以在绝缘层101上形成导电层102;s2:将绝缘层101和导电层102放置于含有多个活性颗粒106的胶体溶液115中进行电泳沉积,使胶体态的多个活性颗粒106沉积于导电层102背离绝缘层101的一侧形成活性层103;s3:将堆积有活性颗粒106的导电层102和绝缘层101放置于含有金属离子113的离子溶液117中进行沉积,以在导电层102的表面沉积形成金属箔层104,并在沉积过程中将多个活性颗粒106固定于导电层102;s4:进行辊压作业,使活性层103向导电层102压紧,并使活性层103背离导电层102的一侧形成活性平面107。
59.详细地,在步骤s1中,导电物质为石墨,其具体采用喷涂的方式喷涂在绝缘层101上,喷涂的厚度为1-10nm,并具体选择为5nm。当然,在本实施例中,步骤s1也可以省略,在省略步骤s1时,意味着无需先进行支撑层11的制备,此时可以直接采用带有导电层102的绝缘层101进行复合极片10的制备,本实施例不再赘述。
60.在步骤s2中,其主要目的在于实现将多个活性颗粒106堆积于导电层102形成活性层103,本实施例具体采用的方式为电泳沉积,但不意味着电泳沉积是唯一的制备方法,在其他实施例中,在成本和条件允许的条件下,还可以采用气相沉积的方式形成活性层103,本实施例不再赘述。
61.具体地,图4为本实施例提供的电泳沉积形成活性层103的结构简图;图5为图4的i处的局部放大图;图6为本实施例提供的电泳沉积步骤后复合极片10半成品的结构实体图。请参阅图4至图6,在本实施例中,步骤s2具体包括:s21:将绝缘层101背离导电层102的一侧贴设于第一电极板109后放入胶体溶液115中;s22:将与第一电极板109极性相反的第二电极板111放入胶体溶液115中,且与第一电极板109间隔设置;s23:将第一电极板109和第二电极板111通电。步骤s21和步骤s22的顺序可以互换,第一电极板109和第二电极板111为电泳沉积作业的基础,二者极性相反。电泳沉积的目的在稳定的悬浮液中通过直流电场的作用,使得胶体态的活性颗粒106在通电环境下沉积在导电层102表面形成活性层103的过程。在此过程中,正极或负极的活性颗粒106是以胶体态的颗粒形态存在,不溶于溶剂,在溶剂中形成胶体带电颗粒。为此,溶剂具体可以选择为乙醇等有机溶剂,相较于现有技术制备极片采用的具有腐蚀性且成本较高的油基溶剂(如nmp等)而言,本实施例采用乙醇等有机溶剂,一方面材料成本低,无腐蚀性,且对环境友好无污染,另一方面活性颗粒106不溶于有机溶剂,能形成胶体态的活性颗粒106,便于在电泳沉积过程中堆积于导电层102的表面,以保证复合极片10制备的可靠性。在其他实施例中,有机溶剂种类还可以根据需求进行调整,优选为无毒性的醇类或醚类等有机溶剂,本实施例不做限定。
62.需要说明的是,在本实施例中,胶体溶液115的ph为7-10,在弱碱性的环境下活性颗粒106的溶解度更低,更难溶于乙醇等有机溶剂,从而能保证制备作业的有效进行。另外,在进行电泳沉积作业时,既可以直接使用已经配置好的胶体溶液115,也可以先进行胶体溶液115的配置,在进行胶体溶液115的配置时,将活性颗粒106分散于乙醇中,并搅拌得到含有胶体态的活性颗粒106的胶体溶液115即可。其中,搅拌速度为5-2000rpm,搅拌时间为30-300min,搅拌速度越快,搅拌所需时间越短,效率越高。
63.更具体地,在本实施例中,在电泳沉积过程中,胶体溶液115施加的为2-200v的直流电场,第一电极板109和第二电极板111的面积0.001-200m2,示例性地,本实施例采用100cm
×
100cm的第一电极板109和第二电极板111。第一电极板109的周向超出绝缘层101的周向的距离为5-100mm,示例性地,可以选择为周向四周均超出30mm,第一电极板109和第二电极板111之间的间距为5mm-5m,示例性地,可以选择为2.5m。由于第一电极板109和第二电极板111的边缘位置电流密度通常分布不均匀,会影响沉积的活性层103的均匀性,因而本实施例通过将第一电极板109的周向设置为超出绝缘层101的周向,能提高活性层103沉积后的均匀性。如图4和图5所示,在通电后,第一电极板109和第二电极板111之间形成直流电场,带电的胶体态的活性颗粒106则能在电场力的作用下向第一电极板109运动,以沉积在导电层102的表面形成活性层103。
64.示例性地,为了方便极耳的剪裁,在进行电泳沉积作业时,将绝缘层101放入胶体溶液115后,绝缘层101超出胶体溶液115的液面5-100mm(也即d2),例如50mm。通过这样设置,使得制备得到的复合极片10如图2所示,具有d2的间距,以便于加工极耳,以节约成本,提高制备效率。
65.需要说明的是,在制备复合极片10的过程中,根据所需制备的复合极片10的极性不同,选择的材料以及设置的第一电极板109和第二电极板111的极性也会随之调整。示例性地,当复合极片10用作正极片时,活性颗粒106中的活性成分为钴酸锂、磷酸铁锂、锰酸锂或镍钴锰酸锂,制备过程中,第一电极板109的极性为正极。当复合极片10用作负极片时,活性颗粒106中的活性成分为石墨、硬碳、软碳、钛酸锂或硅碳,第一电极板109的极性可以选择为负极。
66.图7为本实施例提供的电沉积形成金属箔层104的结构简图;图8为图7的ii处的局部放大图;图9为本实施例提供的电沉积步骤后复合极片10半成品的结构示意图。请参阅图7至图9,在步骤s3中,其主要目的在于实现将金属离子113从导电层102靠近活性层103的一侧沉积于导电层102的表面形成金属箔层104,并在沉积过程中将多个活性颗粒106固定于导电层102,本实施例具体采用的方式为电沉积,例如电镀,但不意味着电镀是唯一的制备方法,在其他实施例中,在成本和条件允许的条件下,还可以采用气相沉积的方式形成金属箔层104,本实施例不再赘述。
67.在步骤s3中,电沉积指的是金属离子113从其化合物水溶液、非水溶液或熔盐中电化学沉积的过程,与活性颗粒106的电泳沉积形式不同,电沉积是金属离子113在溶液中在电极表面的沉积过程。由于经过电泳沉积形成的活性层103的各活性颗粒106之间的粘接主要靠分子间力,粘接力并不强,存在脱落的情况,不利于后续复合极片10加工成型。因而,本实施例通过电沉积金属箔层104,能有效地提高活性层103与导电层102之间的结合强度,以保证复合极片10的质量。同时,由于导电层102设置于绝缘层101的表面,导电层102表面导
电活性大于活性层103的导电活性,使得金属离子113在电沉积过程中可以越过活性层103的活性颗粒106沉积在导电层102的表面,也正是因为如此,在沉积的过程中,才可以将多个活性颗粒106固定于导电层102的表面,以避免使用粘结剂,从而有效地节省成本。
68.需要说明的是,在本实施例中,电沉积同样需要采用电极板,如图7所示,电沉积时需要使用第三电极板119和第四电极板121,第三电极板119和第四电极板121均放置于含有金属离子113的离子溶液117中,以便于在通电后进行电沉积作业。支撑层11具体贴合设置在第三电极板119上,且活性层103朝向第四电极板121。进行正极片制备时,第三电极板119极性为正极,进行负极片制备时,第三电极板119极性为负极。
69.另外,根据复合极片10的极性的不同,离子溶液117的种类也是不同的,例如当复合极片10为负极片时,离子溶液117为铜离子溶液,铜离子溶液的浓度可选择为0.001-0.1mol/l,示例性地可选择为0.01 mol/l,此时电沉积形成的金属箔层104为铜箔层。同理,当复合极片10为正极片时,离子溶液117为铝离子溶液,铝离子溶液的浓度可选择为0.001-0.1mol/l,示例性地可选择为0.01 mol/l,此时电沉积形成的金属箔层104为铝箔层。
70.还需要说明的是,在本实施例中,在电沉积过程中,金属箔层104的沉积厚度直接影响复合极片10成本、活性层103与导电层102的连接强度以及金属箔层104与导电层102的连接强度,因而在本实施例中,金属箔层104的沉积厚度为0.05-6um,本实施例选择为4.8um,且金属箔层104的沉积厚度可通过如下表1中的规律调整,以节省成本时间。
71.表1.金属箔层104厚度规律环境温度沉积电流溶液离子浓度沉积时间沉积面积沉积厚度45
°
c100a0.01mol/l2min50mm
×
100mm23.1um45
°
c100a0.01mol/l1min50mm
×
50mm22.8um45
°
c100a0.02mol/l1min50mm
×
100mm20.7um45
°
c100a0.01mol/l1min50mm
×
100mm12.7um35
°
c100a0.01mol/l1min50mm
×
100mm11.3um45
°
c50a0.01mol/l1min50mm
×
100mm6.5um45
°
c30a0.01mol/l1min50mm
×
100mm4.8um45
°
c25a0.02mol/l1min50mm
×
100mm4.1um45
°
c20a0.01mol/l1min50mm
×
100mm3.2um根据表1中的规律,可以在沉积时,根据所需厚度调整各参数,以提高沉积效率和质量,从而以获得所需厚度的金属箔层104。
72.作为可选的方案,为了方便极耳的加工,在本实施例中,绝缘层101超出离子溶液117的液面0-1mm,本实施例选择为0.5mm。在其他实施例中,也可以选择为0或者1,或者其他数值。通过这样设置,能确保金属箔层104的面积要大于活性层103的面积,以能方便极耳的加工。
73.图10为本实施例提供的辊压步骤后的复合极片10的成品结构示意图。请参阅图10,在本实施例的步骤s4中,进行辊压作业既可以是冷压,也可以是热压,辊压作业的辊压压力为5-500t,例如250t,辊压的温度为50-90℃,例如60℃。通过参数的选择和设置,使活性层103向导电层102压紧,并使活性层103背离导电层102的一侧形成活性平面107,并减小活性层103的厚度,使得活性层103的厚度可以金属箔层104的厚度相近,达到0.05um-6um,
以便于后续裸电芯以及电芯的制造。
74.需要说明的是,在本发明的实施例中,在制造复合极片10的过程中,还包括一些其他步骤,例如极耳加工,切割等必要作业,本实施例不再赘述。
75.图11为本实施例提供的第一种裸电芯的结构示意图;图12为本实施例提供的第二种裸电芯的结构示意图;图13为本实施例提供的第三种裸电芯的结构示意图。基于上述复合极片10的结构,本发明的实施例还提供了一种电芯,其包括三种裸电芯结构,三种裸电芯均既可以为叠片形成,也可以为卷绕形成,且三种裸电芯的正极片和负极片二者中至少一者为复合极片10,本实施例以正极片和负极片均为复合极片10为例,对三种裸电芯的结构进行详细地介绍。
76.在第一种裸电芯中,正极片和负极片均为复合极片10,且正极片和负极片的活性复合层12的厚度均为0.05um-6um,支撑层11厚度可设置为2um-20um,以使得正极片和负极片的活性复合层12的厚度均小于对应的支撑层11的厚度。此时,正极片和负极片本身所具有的绝缘层101可以充当隔离层使用,此时正极片和负极片的绝缘层101的材料可以选择为电芯通常的隔离层的材料,例如可以选择为pe层、pp层或pp/pe/pp复合层。正极片和负极片如图11所示依次层叠设置形成裸电芯,且正极片和负极片二者中一者的活性复合层12贴设于另一者的绝缘层101背离导电层102的一侧。通过这样设置,无需再额外设置隔离层,能节约成本。同时,此时活性复合层12的厚度小于支撑层11的厚度,从而活性复合层12不易刺破支撑层11,能减少内部短路问题的出现几率,能提高复合极片10的安全性能。
77.当然,在其他实施例中,活性复合层12的厚度与支撑层11的厚度均可以根据需求进行调整,使得在第一种裸电芯的方案中,活性复合层12的厚度小于支撑层11的厚度即可,本实施例不做限定。
78.在第二种裸电芯中,正极片和负极片的活性复合层12的厚度均大于或等于对应的支撑层11的厚度,此时活性复合层12存在刺破支撑层11的危险,因而裸电芯还包括设置于正极片和负极片之间的隔离膜15,隔离膜15为常规电芯隔离膜15,可以选择为pe层、pp层或pp/pe/pp复合层,厚度为7um或9um。此时,正极片、隔离膜15和负极片如图12所示依次层叠设置形成裸电芯。在第二种裸电芯中,由于有隔离膜15的存在,因而对支撑层11中绝缘层101的材料以及厚度则可不做限制,其可以选择为任何能提供绝缘支撑的材料,例如,可以选择为有机聚合物材料或掺陶瓷的聚合物。
79.在第三种裸电芯中,正极片包括两个复合极片10,且两个复合极片10的两个支撑层11背离活性复合层12的一侧贴合设置。负极片包括两个复合极片10,且两个复合极片10的两个支撑层11背离活性复合层12的一侧贴合设置。通过这样设置,使得正极片和负极片均为二次复合的极片,此时裸电芯可以根据需求设置隔离膜15,隔离膜15选择为pe层、pp层或pp/pe/pp复合层,厚度为7um或9um,正极片、隔离膜15和负极片如图13所示依次层叠设置形成裸电芯。且由于有隔离膜15的存在,因而对支撑层11中绝缘层101的材料以及厚度可不做限制,其可以选择为任何能提供绝缘支撑的材料,例如,可以选择为有机聚合物材料或掺陶瓷的聚合物。
80.在上述三种裸电芯的基础之上,本发明的实施例还提供的电芯还包括壳体和电解液。其中,壳体上设置有正极柱和负极柱;裸电芯和电解液设置于壳体内,且正极片通过正极耳与正极柱电连接,负极片通过负极耳与负极柱电连接。
81.图14为现有技术提供的电芯进行穿钉试验的示意图;图15为现有技术提供的电芯进行穿钉试验的结果图;图16为本实施例提供的第一种裸电芯装壳后形成的电芯的穿钉试验的示意图;图17为本实施例提供的第一种裸电芯装壳后形成的电芯进行穿钉试验的结果图。请参阅图14至图17,为了证明本发明的实施例提供的复合极片10制备得到的电芯的安全性能更佳,本实施例将第一种裸电芯装壳后得到的电芯与现有技术的电芯在同样参数条件下进行了穿钉试验。现有技术的电芯的各参数如表2所示,本实施例的电芯的参数如表3所示。穿钉试验的按照国标gbt31485中的流程进行,测试条件为: 25
±
5℃,满充至4.2v,3mm钢针,25mm/s速度刺入电芯防爆阀中(带夹具),实验结果分别如图16和图17所示。
82.表2.现有技术电芯参数正极片集流体材料al正极片集流体厚度13um正极片活性层材料镍钴锰酸锂正极片活性层厚度120um隔离膜材料pe隔离膜厚度9um负极片集流体材料cu负极片集流体厚度6um负极片活性层材料石墨负极片活性层厚度140um表3.本实施例电芯参数正极片绝缘层材料pe正极片绝缘层厚度7um正极片导电层材料石墨烯正极片导电层厚度5nm正极片活性层材料镍钴锰酸锂正极片活性层厚度5um正极片金属箔层厚度1um负极片绝缘层材料pe负极片绝缘层厚度7um负极片导电层材料石墨烯负极片导电层厚度5nm负极片活性层材料石墨负极片活性层厚度5um负极片金属箔层厚度1um根据表2-3,以及图14至图17的记载可知,现有技术的电芯在针刺后,电芯温度快速上升,电芯的电压急剧下降,电芯发生鼓胀失效。而本实施例提供的具有复合极片10的电芯在针刺后,电池电压略有降低,电池温度未发生明显变化,穿钉后电池未发生鼓胀等失效情况,由此证明本实施例提供的具有复合极片10的电芯的安全性能相对较高。
83.下面对本发明的实施例提供的电芯的制备过程以及有益效果进行详细地介绍:
在进行电芯制备作业时,可先分别制备得到正极片和负极片,正极片和负极片均为图2所示的复合极片10,且正极片和负极片的活性复合层12的厚度均小于对应的支撑层11的厚度。然后,将正极片和负极片如图11所示的方式堆叠形成裸电芯,最后将裸电芯装壳注液后形成电芯。其中,在制备复合极片10的过程中,可如图3所示,先在绝缘层101上喷涂形成导电层102,然后将带有导电层102的支撑层11放入胶体溶液115中进行电泳沉积,以在导电层102背离绝缘层101的一侧形成一层活性层103,接着将带有活性层103的支撑层11放入离子溶液117中进行电沉积作业,以在导电层102的表面沉积形成金属箔层104,并在沉积过程中将多个活性颗粒106固定于导电层102;最后进行辊压和极耳的加工作业即可。
84.在上述过程中,一方面,通过导电层102设置,能利用导电层102附近电子导电能力活跃的特性,使得活性层103中的多个活性颗粒106能堆积于导电层102,使得金属离子113能穿过活性颗粒106的间隙能沉积于导电层102上形成金属箔层104,能保证复合极片10的性能和质量;另一方面,金属箔层104在沉积过程中,能将活性层103中各活性颗粒106固定在导电层102上,省去了制备过程中粘结剂的使用,能有效地降低复合极片10的生产成本。
85.综上所述,本发明的实施例提供了一种通过金属箔层104将活性层103中各活性颗粒106固定在导电层102上的复合极片10,其能省去粘结剂的使用,能够在保证极片性能的同时,有效地降低复合极片10的生产成本。本发明的实施例还提供了一种裸电芯和电芯,其包括上述的复合极片10。因此,其也能在保证性能的同时,降低成本。本发明的实施例还提供了一种复合极片10的制备方法,其制备过程中通过金属箔层104将活性层103中各活性颗粒106固定在导电层102上的复合极片10,其能省去粘结剂的使用,能够在保证极片性能的同时,有效地降低复合极片10的生产成本。
86.以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1