一种保险丝熔片加工机的制作方法
1.本实用新型涉及机械设备领域,特别涉及一种保险丝熔片加工机。
背景技术:
2.保险丝熔片是保险丝的核心,在熔断时起到切断电流的作用。保险丝熔片的生产需要根据不同规格的保险丝裁切出不同尺寸的铜带,再将裁切的铜带冲压出所需要的形状,然后在铜带下端面焊上锡条,最后检测产品外观并放入收纳治具中即可。现有的保险丝熔片生产工序都较为分散,且均由人工方式进行各工序的相关操作,进而导致传统人工生产方式劳动强度高、生产效率低且产品品控不一等问题。
技术实现要素:
3.针对现有人工方式生产保险丝熔片的方式存在劳动强度高、生产效率低且产品品控不一等问题,本实用新型提供了一种保险丝熔片加工机。
4.为实现本实用新型的目的,本实用新型采用的技术方案是:
5.一种保险丝熔片加工机,包括机体,所述机体设有用于铜带上料的放丝装置、用于对铜带冲压成型的冲压装置、用于对冲模完成的铜带进行预加热处理的铜带预热装置、用于对铜带下端面焊上锡条的搪锡装置、用于检测搪锡是否符合技术要求的检测装置、用于切割铜带得到熔片的裁切装置以及用于对熔片进行搬移和摆放的下料装置,所述下料装置后端设有用于带动铜带向后移动的末端拉丝装置。
6.优选的,所述放丝装置包括用于放置铜带的放丝轮、驱动所述放丝轮旋转的减速电机组件、用于放丝的摆动轮组件以及用于检测所述摆动轮是否经过的感应近接开关,所述摆动轮组件包括摆动杆转动装接在摆动杆一端的摆动轮本体,所述摆动杆另一端转动装接于所述机体上,铜带向后移动带动所述摆动轮组件摆动,所述感应近接开关检测到所述摆动组件经过后触发所述减速电机组件工作进而带动放丝轮转动实现放丝动作。
7.优选的,所述冲压装置包括上冲压模具、下冲压模具和带动所述上冲压模具上下移动的驱动装置,所述驱动装置包括主电机、与所述主电机安装的主轴、设置于所述主轴的冲压凸轮、与所述冲压凸轮连接的冲压摇臂、用于支撑所述冲压摇臂的第一支杆、与所述冲压摇臂配合的顶杆、与所述顶杆顶部连接的连杆以及支撑所述连杆的第二支杆,所述冲压摇臂中部与所述第一支杆转动连接,所述连杆中部与所述第二支杆顶部转动连接,所述连杆连接所述上冲压模具。
8.优选的,所述搪锡装置包括锡丝上料组件、用于切断锡丝的切刀组件以及用于将切断锡丝熔化并焊到铜带下端面的加热组件,所述锡丝上料组件包括若干用于放置锡丝的锡丝放置轮、用于校正锡丝进丝方向的锡丝过渡轮、一组带动锡丝移动的送锡压轮、驱动所述送锡压轮转动的驱动电机以及承接所述送锡压轮的导向块,所述切刀组件包括滑动座、驱动所述滑动座上下移动的凸轮和设置于所述滑动座顶部的点锡切刀,所述凸轮设置于所述主轴前端,所述导向块设有供锡丝进入的导向孔,所述导向块前端设有与所述点锡切刀
配合的前刀口,所述加热组件为设置于所述滑动座的加热块。
9.优选的,所述搪锡装置后端设有用于限制铜带前后移动的丝材导向轮、用于调整搪铜带上下方向的送锡支撑轮以及用于加持并固定铜带的夹持组件。
10.优选的,所述预热装置包括热风器、与所述热风器连接的热风管和与所述热风管连通的预热块,所述预热块底部设有若干出风孔。
11.优选的,所述热风器一端设有用于带动所述热风器上下移动的第一气动组件。
12.优选的,所述检测装置包括检测相机、光源组件和背光板,所述检测相机设置于铜带底部,所述光源组件用于对铜带底部进行补光,所述背光板设置于铜带上方且与所述检测相机位于同一竖直线上。
13.优选的,所述裁切装置包括上切刀、驱动所述上切刀上下移动的第二气动组件、下切刀以及驱动所述下切刀上下移动的第三气动组件,所述上切刀与所述下切刀相对移动进而对铜带裁切得到熔片。
14.优选的,所述下料装置包括治具盘上料组件、用于吸取熔片的真空吸嘴、带动所述真空吸嘴上下移动完成取放动作的第四气动组件、带动所述真空吸嘴前后移动的移动组件以及熔片校正夹子,所述治具上料组件包括用于放置治具盘的料筒、用于使料筒最底部治具盘处于松动状态的上移顶块组件、用于将料筒最底部治具盘顶出的横移顶块组件以及用于固定顶出治具的定位叉组件。
15.本实用新型的有益效果如下:
16.本实用新型提供一种保险丝熔片加工机,能够实现铜带上料、冲压、预热、搪锡、检测、裁切及下料,进而实现自动加工,有效降低劳动强度、提高生产效率,并且能够保证搪锡均匀,保证产品质量。
附图说明
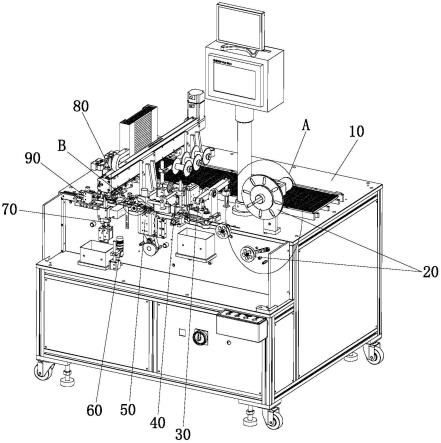
17.图1:本实用新型的整体结构示意图;
18.图2:本实用新型图1中a处放大示意图;
19.图3:本实用新型冲压装置的结构示意图;
20.图4:本实用新型搪锡装置的结构示意图;
21.图5:本实用新型冲压装置及搪锡装置的驱动装置的结构示意图;
22.图6:本实用新型图1中b处放大示意图;
23.图7:本实用新型预热装置的结构示意图;
24.图8:本实用新型检测装置的结构示意图;
25.图9:本实用新型裁切装置的结构示意图;
26.图10:本实用新型下料装置的结构示意图;
27.图11:本实用新型末端拉丝装置的结构示意图;
28.图中:10、机体;20、放丝装置;21、放丝轮;22、减速电机组件; 23、摆动轮组件;24、感应近接开关;30、冲压装置;31、上冲压模具; 32、下冲压模具;33、驱动装置;331、主电机;332、主轴;333、冲压凸轮;334、冲压摇臂;335、第一支杆;336、顶杆;337、连杆;338、第二支杆;40、铜带预热装置;41、热风器;42、热风管;43、预热块; 44、第一气动组件;50、搪锡装置;51、锡丝上料组件;511、锡丝放置轮;512、锡丝过渡轮;513、送锡压轮;514、导向块;52、
切刀组件; 521、滑动座;522、凸轮;523、点锡切刀;53、加热组件;531、加热块;532、隔热垫片;54、排烟罩;60、检测装置;61、检测相机;62、光源组件;63、背光板;70、裁切装置;71、上切刀;72、第二气动组件;73、下切刀;74、第三气动组件;80、下料装置;81、治具盘上料组件;811、料筒;812、上移顶块组件;813、横移顶块组件;814、定位叉组件;82、真空吸嘴;83、第四气动组件;84、移动组件;85、校正夹子;90、末端拉丝装置;91、开夹手指;911、直线台阶纹路;92、第五气动组件;100、丝材导向轮;110、送锡支撑轮;120、夹持组件。
具体实施方式
29.现有人工方式生产保险丝熔片的方式存在加工速度慢、生产效率低且产品品控不一等问题。所以本实用新型提出新的方案,为更加清楚的表示,下面结合附图对本实用新型做详细的说明。
30.参见图1,一种保险丝熔片加工机,包括机体10,所述机体10设有用于铜带上料的放丝装置20、用于对铜带冲压成型的冲压装置30、用于对冲模完成的铜带进行预加热处理的铜带预热装置40、用于对铜带下端面焊上锡条的搪锡装置50、用于检测搪锡是否符合技术要求的检测装置60、用于切割铜带得到熔片的裁切装置70以及用于对熔片进行搬移和摆放的下料装置80,所述下料装置80后端设有用于带动铜带向后移动的末端拉丝装置90。
31.参见图2,所述放丝装置20包括用于放置铜带的放丝轮21、驱动所述放丝轮21旋转的减速电机组件22、用于放丝的摆动轮组件23以及用于检测所述摆动轮是否经过的感应近接开关24,所述摆动轮组件23包括摆动杆转动装接在摆动杆一端的摆动轮本体,所述摆动杆另一端转动装接于所述机体10 上,铜带向后移动带动所述摆动轮组件23摆动,所述感应近接开关24检测到所述摆动组件经过后触发所述减速电机组件22工作进而带动放丝轮21转动实现放丝动作。
32.参见图3与图5,所述冲压装置30包括上冲压模具31、下冲压模具32 和带动所述上冲压模具31上下移动的驱动装置33,所述驱动装置33包括主电机331、与所述主电机331安装的主轴332、设置于所述主轴332的冲压凸轮333、与所述冲压凸轮333连接的冲压摇臂334、用于支撑所述冲压摇臂 334的第一支杆335、与所述冲压摇臂334配合的顶杆336、与所述顶杆336 顶部连接的连杆337以及支撑所述连杆337的第二支杆338,所述冲压摇臂334中部与所述第一支杆335转动连接,所述连杆337中部与所述第二支杆 338顶部转动连接,所述连杆337连接所述上冲压模具31。所述冲压摇臂334 与所述连杆337均通过杠杆原理实现摆动。所述冲压装置30用于铜带进行冲压成型,根据模具内腔结构冲压成需要的形状。
33.所述下冲压模具32下方设有用于收集多余材料的废料盒。
34.参见图4-5,所述搪锡装置50包括锡丝上料组件51、用于切断锡丝的切刀组件52以及用于将切断锡丝熔化并焊到铜带下端面的加热组件53。
35.所述锡丝上料组件51包括三组用于放置锡丝的锡丝放置轮511、用于校正锡丝进丝方向的锡丝过渡轮512、一组带动锡丝移动的送锡压轮513、驱动所述送锡压轮513转动的驱动电机以及承接所述送锡压轮513的导向块514。所述锡丝过渡轮512能够保证锡线不跑位,不缠绕一起。
36.所述切刀组件52包括滑动座521、驱动所述滑动座521上下移动的凸轮 522和设置于所述滑动座521顶部的点锡切刀523,所述凸轮522设置于所述主轴332前端。所述滑动座
521下端设有与所述凸轮522配合的轴承。所述机体10上设有一弹簧拉钩,所述弹簧拉钩与所述滑动座521固定连接,能够保证滑动座521与凸轮522紧密配合。
37.所述导向块514设有供锡丝进入的导向孔,所述导向块514前端设有与所述点锡切刀523配合的前刀口,所述加热组件53为设置于所述滑动座521 的加热块531。
38.所述加热块531中间安装有两条加热棒和一条温度感应器,加热棒用于加热块531加热作用,温度感应器用于检测加热块531的加热温度。在加热块531的四周安装有隔热垫片532,用于加热块531温度保温和隔热作用,防止加热块531温度过高而造成烫伤,隔热垫片532也可以使得加热块531 温度保持稳定。
39.所述搪锡装置50还包括一架设于所述加热块531上方的排烟罩54,所述排烟罩54连接外部抽烟器,可进行废烟抽取(烟雾是由锡丝内部含有的松香成分经过加热融化而产生的),可使锡丝更容易焊在铜带上底部位置。
40.所述搪锡装置50外侧还设有保护罩(未标注)。
41.当主轴332旋转,凸轮522旋转到三分之二高的位置时,点锡切刀523 与前刀口接触,在凸轮522继续往上升的过程中,点锡切刀523上的圆弧刀口切断前刀口上的锡丝,切断的锡丝变成了锡球,进入点锡切刀523的凹槽中,在加热块531加热作用下,锡球熔化成液体。凸轮522旋转到达最高点时,点锡切刀523中的锡液焊到了铜带的下端面。主轴332继续旋转,搪锡加热块531下降,到达原点,完成一次搪锡工作。
42.参见图6,所述搪锡装置50后端设有用于限制铜带前后移动的丝材导向轮100、用于调整搪铜带上下方向的送锡支撑轮110以及用于加持并固定铜带的夹持组件120。
43.参见图7,所述预热装置包括热风器41、与所述热风器41连接的热风管 42和与所述热风管42连通的预热块43,所述预热块43底部设有若干出风孔。
44.具体的,热风器41设有鼓风机,热风管42和热风器41主体连接处设有加热芯,用于加热作用,冷风从鼓风机中吹至热风管42中,通过加热芯的加热作用使得冷风变成了热风,热风通过预热块43底部小孔吹出,使得热风吹至预热块43下方的铜带上,对铜带进行预热。
45.所述热风器41一端设有用于带动所述热风器41上下移动的第一气动组件44。当设备出现故障或者其他原因需要停机时,可通过第一气动组件44 带动预热装置上移,使预热块43远离铜带上端面,以免加热温度过高而烧伤铜带上的熔体,造成报废。
46.参见图8,所述检测装置60包括检测相机61、光源组件62和背光板63,所述检测相机61设置于铜带底部,所述光源组件62用于对铜带底部进行补光,所述背光板63设置于铜带上方且与所述检测相机61位于同一竖直线上。还包括一显示器,所述显示器与所述检测相机61电连接。
47.当铜带进入背光板63和光源组件62之间后,检测相机61通过2d镜片对铜带上的熔体进行图像采集拍摄,图像采集部分接收模拟视频信号通过 a/d将其数字化,图像采集部分将数字图像存放在视觉处理器的内存中,处理器对图像进行处理、分析、识别,获得测量结果将于显示器上系统控制界面的设置值对比,判别出铜带上的熔体是否有变形,熔体上的锡条是否饱满,是否有缺锡的现象。
48.参见图9,所述裁切装置70包括上切刀71、驱动所述上切刀71上下移动的第二气动组件72、下切刀73以及驱动所述下切刀73上下移动的第三气动组件74,所述上切刀71与所述下切刀73相对移动进而对铜带裁切得到熔片。
49.所述裁切装置70前端设有导向拉丝夹子组,用于导向并夹紧熔片作用,防止裁切装置70切歪。
50.所述裁切装置70下方设有不良品盒,不良品裁切后不会由下料装置80 进行下料,会直接通过丢入不良品盒中。
51.参见图10,所述下料装置80包括治具盘上料组件81、用于吸取熔片的真空吸嘴82、带动所述真空吸嘴82上下移动完成取放动作的第四气动组件 83、带动所述真空吸嘴82前后移动的移动组件84以及校正夹子85,所述治具上料组件包括用于放置治具盘的料筒811、用于使料筒811最底部治具盘处于松动状态的上移顶块组件812、用于将料筒811最底部治具盘顶出的横移顶块组件813以及用于固定顶出治具的定位叉组件814。
52.所述移动组件84底部安装有槽型开关,在第四气动组件83侧壁安装有与槽型开关配合的感应块,感应槽型开关检测到对应数的感应块后,及时停车,以放入相应数的治具盘凹槽中。
53.当真空吸嘴82吸取铜带上切断的熔片后,经过熔片校正夹子85校好后,第四气动组件83带动真空吸嘴82组向上运动,移动组件84带动真空吸嘴 82向后方向移动,到达治具的上方,第四气动组件83带动真空吸嘴82组向下运动,真空吸嘴82上的熔片到达治具盘内部的凹槽中,真空吸嘴82在电磁阀关闭出气后,熔片开始脱落下料,掉入凹槽中,如此反复操作,直到治具盘中所有凹槽都填满熔片。
54.当治具盘中满料后,左右定位叉组件814复位,松开治具盘前后侧边,所述横移顶块组件813推动料筒811最底部的治具盘,在横移顶块组件813 推动过程中,上移顶块组件812顶起其余治具盘,使得最底部的治具处于松动状态,然后由横移顶块组件813推动治具盘到达工作区域,即处于定位叉组件814之间,然后定位叉组件814前进夹住治具盘,保持固定位置。而同时安装在治具位移底板反面的两组治具顶块组上的治具顶块向上运动,同时横移顶块组件813、上移顶块组件812复位,再由真空吸嘴82吸取熔片开始到达治具上的第一个凹槽上,并放入其中,周而复始。
55.参见图11,所述末端拉丝装置90包括开夹手指91和驱动所述开夹手指 91前后移动的第五气动组件92,所述开夹手指91前进并夹住裁切装置70 中间的铜带一端,夹紧铜带并退至正确位置后停止,与上切刀71、下切刀73 配合使用。所述开夹手指91内侧设有直线台阶纹路911,保证夹持铜带时不打滑。
56.本实用新型提供一种保险丝熔片加工机,能够实现铜带上料、冲压、预热、搪锡、检测、裁切及下料,进而实现自动加工,有效降低劳动强度、提高生产效率,并且能够保证搪锡均匀,保证产品质量。
57.以上实施例仅用以解释说明本实用新型的技术方案而非对其限制,尽管上述实施例对本实用新型进行了具体的说明,相关技术人员应当理解,依然可对本实用新型的具体实施方式进行修改或者等同替换,而未脱离本实用新型精神和范围的任何修改和等同替换,其均应涵盖在本实用新型的权利要求范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1