负极极片压延覆锂装置的制作方法
1.本实用新型涉及锂离子电池技术领域,特别涉及一种负极极片压延覆锂装置。
背景技术:
2.随着人们生活水平的提高,汽车已经成为人们不可缺少的交通运输工具。但是,在汽车产业高速发展、汽车产量和保有量不断增加的同时,汽车也带来了大气污染,即汽车尾气污染。在很多大中型城市,汽车尾气排放已成为主要的大气污染源,但汽车的数量随着经济的迅速发展和社会需要的增加,仍将持续大幅度增长。随着人们环保意识的增强,减少汽车尾气排放显得尤为紧迫。
3.在这样的背景下,相对于传统汽车更为清洁环保的新能源汽车应运而生,而且在诞生的伊始就受到了大家的追捧。锂离子电池由于具有高能量密度、长循环寿命、无记忆效应等优势而成为新能源汽车动力电池的首选。
4.然而锂离子电池电极材料首次充放电过程中,其固态电解质膜(sei膜)造成的锂损耗降低了锂离子电池能量密度,这种情况在硅基负极材料体系中表现尤为明显。此外,循环过程中副反应引起的活性锂损耗,还会造成循环寿命缩短,因而对极片补锂是提升锂离子电池能量密度与循环寿命有效手段。
5.锂箔补锂技术在安全性、成本、效率方面具备优势,中国发明专利cn105845896b公开了一种分体压延一次性覆膜补锂装置,该装置在补锂过程需消耗载体膜,而该载体膜不能重复利用,造成补锂成本过高。
技术实现要素:
6.有鉴于此,本实用新型旨在提出一种负极极片压延覆锂装置,以可降低极片补锂成本。
7.为达到上述目的,本实用新型的技术方案是这样实现的:
8.一种负极极片压延覆锂装置,包括:
9.以圆柱状形成的一对转移辊,两个所述转移辊之间形成规定的、允许负极片通过的覆合间隙;
10.压延机构,所述压延机构被构造为对应各所述转移辊设置的两个;各所述压延机构用于将锂带压延至载体膜上,并被输送至所述覆合间隙间;所述载体膜面向所述锂带的一侧或锂带面向载体膜的一侧涂覆有离型剂。
11.进一步的,所述载体膜采用pet薄膜、聚丙烯膜、pe保护膜、不锈钢箔中的一种。
12.进一步的,在所述锂带被压延前的所述载体膜的输送路径上,设有向面向所述锂带一侧的所述载体膜或面向载体膜的锂带上涂覆离型剂的涂覆机构。
13.进一步的,在所述覆合间隙上游压延后的所述锂带的输送路径上设有处理装置,所述处理装置被构造为对压延后的所述锂带表面的处理。
14.进一步的,所述处理装置包括对所述锂带修改处理的修边装置、以及刮刀机构中
的至少一种。
15.进一步的,为实现条纹补锂,在所述转移辊的表面上可设有凸起条纹。
16.进一步的,所述压延机构包括以圆柱状形成的一对压延辊,两个所述压延辊之间形成规定的、允许所述锂带通过的压延间隙;载体膜收放机构,顺次行经所述压延间隙和所述覆合间隙的载体膜,经由所述载体膜放放机构形成放卷和收卷。
17.进一步的,排斥膜收放机构,相对于所述载体膜收放机构设置在所述锂带的另一侧;行经所述压延间隙的排斥膜经由所述排斥膜收放机构放卷和收卷;在所述锂带被压延前的路径上,设有向面向所述锂带一侧的所述排斥膜或面向排斥膜的锂带上涂覆离型剂的涂覆机构;所述排斥膜和所述锂带间的离型力,小于所述载体膜和所述锂带间的离型力。
18.进一步的,所述压延机构包括与所述压延辊数量相应的压延辅助辊,各所述压延辅助辊被构造为具有轴心的圆柱状,且所述压延辅助辊以一恒定的压力和各自对应的所述压延辊保持接触。
19.进一步的,所述压延辊的辊径小于所述转移辊的辊径。
20.相对于现有技术,本实用新型具有以下优势:
21.(1)本实用新型所述的负极极片压延覆锂装置,包括一对转移辊和压延机构,转移辊之间形成有覆合间隙,可便于载体膜上的锂带转移到极片上;压延机构设置有两个,从而可便于对极片的两面都进行补锂,又因为载体膜的面向锂带的一侧或锂带表面涂覆有离型剂,可便于压延后锂带转移到载体膜并由载体膜上转移到极片上,同时,由于是离型剂的涂覆使得载体膜和锂带之间具有离型力,当载体膜上的锂带转移到极片上后,载体膜可回收,经过清洗后再次涂覆离型剂使用,降低了补锂成本。
22.(2)载体膜采用pet薄膜、聚丙烯膜、pe保护膜、不锈钢箔中的一种,皆为现有材料,便于购买使用,提高补锂效率。
23.(3)通过设置离型剂的涂覆机构,可对载体膜进行离型剂的涂覆,以便于锂带从载体膜上脱离,并转移到极片上。
24.(4)通过在锂带的输送路径上设置处理装置,可便于对锂带进行处理,便于在后的步骤中锂带转移到极片上。
25.(5)设置处理装置包括修边装置、以及刮刀机构中的至少一种,可便于对锂带进行修改处理,在需要提高极片带边缘对齐度时,可以选择使用修边装置;在需要实现条纹状补锂时,可以选择刮刀机构。
26.(6)通过在转移辊的表面上形成有条纹,转移辊的条纹的凸出的部位处可将载体膜上的锂带转移到极片上,而转移辊的条纹的凹陷的部位处不会将载体膜上的锂带转移到极片上,进而实现条纹状补锂。
27.(7)通过设置压延机构包括圧延辊和载体膜收放机构,圧延辊的设置,可便于将锂带被辊压成薄膜状并依附在载体膜上,载体膜收放机构的设置,可便于载体膜的放卷和收卷,进而便于锂带转移到极片上。
28.(8)通过设置排斥膜收放机构,可便于对排斥膜的收卷和放卷,又因为排斥膜和锂带间的离型力小于载体膜和锂带间的离型力,使得被压延后的锂带依附在载体膜上,排斥膜的存在可防止被压延后的锂带依附在未设有载体膜的一侧的圧延辊。
29.(9)通过在设置压延辅助辊,可便于对与之接触的压延辊提供一定的压力,进而便
于将锂带压延成薄膜状。
30.(10)通过设置压延辊的辊径小于转移辊的辊径,避免转移过程造成负极极片的延展。
附图说明
31.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
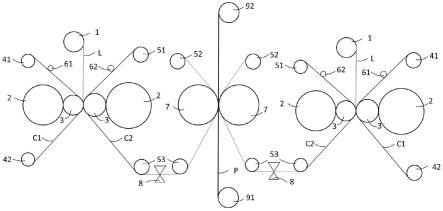
32.图1为本实用新型实施例一所述的负极极片压延覆锂装置的结构示意图;
33.图2为本实用新型实施例二所述的负极极片压延覆锂装置的结构示意图;
34.图3为本实用新型实施例三所述的负极极片压延覆锂装置的结构示意图;
35.图4为本实用新型实施例四所述的负极极片压延覆锂装置的结构示意图;
36.附图标记说明:
37.1、锂带放卷辊;2、压延辅助辊;3、圧延辊;7、转移辊;8、处理装置;9、极片收放机构;l、锂带;c1、排斥膜;c2、载体膜;p、极片;
38.41、排斥膜放卷辊;42、排斥膜收卷辊;
39.51、载体膜放卷辊;52、载体膜收卷辊;53、载体膜辅助辊;
40.61、第一涂覆装置;62、第二涂覆装置;
41.91、极片放卷辊;92、极片收卷辊。
具体实施方式
42.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
43.在本实用新型的描述中,需要说明的是,若出现“上”、“下”、“内”、“外”等指示方位或位置关系的术语,其为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,若出现“第一”、“第二”等术语,其也仅用于描述目的,而不能理解为指示或暗示相对重要性。
44.此外,在本实用新型的描述中,除非另有明确的限定,术语“安装”、“相连”、“连接”“连接件”应做广义理解。例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以结合具体情况理解上述术语在本实用新型中的具体含义。
45.下面将参考附图并结合实施例来详细说明本实用新型。
46.实施例一
47.该实施例提供的负极极片压延覆锂装置的结构图如图1所示,包括以圆柱状形成的一对转移辊7和压延机构,其中两个转移辊7之间形成规定的、允许极片p通过的覆合间隙,压延机构被构造为对应各转移辊7设置的两个;各压延机构用于将锂带l压延至载体膜c2上,并被输送至覆合间隙间,载体膜c2面向锂带l的一侧涂覆有离型剂。
48.转移辊7之间形成的覆合间隙,可便于载体膜c2上的锂带l转移到极片p上,而压延机构被设置为两个,可便于对极片p的两面都进行补锂,又因为载体膜c2的面向锂带l的一侧涂覆有离型剂,可便于载体膜c2上的锂带l转移到极片p上,同时,由于是离型剂的涂覆使得载体膜c2和锂带l之间具有离型力,当载体膜c2上的锂带l转移到极片p上后,载体膜c2可回收,经过清洗后再次涂覆离型剂使用,降低了补锂成本。
49.基于以上设计思想,本实施例的负极极片压延覆锂装置的两个转移辊7左右间隔设置,两个转移辊7之间的间隙即为覆合间隙,通过控制两个转移辊的间距与压力实现转移功能,转移压力大小2-10t。
50.极片收放机构9包括设置在转移辊7前侧的极片放卷辊91和设置在转移辊7后侧的极片收卷辊92,极片由极片放卷辊91放卷,穿经覆合间隙后,由极片收卷辊92收卷。两个压延机构分设在转移辊7的左右两侧。
51.而压延机构包括一对圧延辊3、锂带放卷辊1、载体膜收放机构和排斥膜收放机构。其中,圧延辊3被设置在圆柱状,两个压延辊之间形成规定的、允许锂带l通过的压延间隙。为实现锂带的压延,两个压延辊存在线速度差,排斥膜侧压延辊的线速度小于载体膜侧压延辊线速度,线速度比为0.05-0.2。
52.锂带放卷辊1设置在圧延辊3的后侧,由锂带放卷辊1放卷的锂带穿经压延间隙后被圧延辊3压延为薄膜状的锂带,压延前的锂带厚度为1-2mm,而压延后的锂带的厚度为2-10μm。为实现锂带的压延,两个压延辊存在线速度差,排斥膜侧压延辊的线速度小于载体膜侧压延辊线速度,线速度比0.05-0.2。
53.载体膜收放机构包括载体膜放卷辊51、载体膜收卷辊52和两个间隔布置的载体膜辅助辊53,其中载体膜放卷辊51设在圧延辊3的后侧,载体膜收卷辊52设置在转移辊7的后侧,载体膜辅助辊53设置在圧延辊3和转移辊7的前侧,由载体膜放卷辊51放卷的载体膜穿经压延间隙后,在载体膜辅助辊53的支撑辅助下,再穿经覆合间隙,最后由载体膜收卷辊52进行收卷。
54.类似的,排斥膜收放机构包括排斥膜放卷辊和排斥膜收卷辊,其中排斥膜放卷辊设置在圧延辊3的后侧,排斥膜收卷辊设置在圧延辊3的前侧,由排斥膜放卷辊放卷的排斥膜c1穿经压延间隙后由排斥膜收卷辊收卷。
55.载体膜收放机构和排斥膜收放机构分设于锂带的两侧,使得排斥膜c1和载体膜c2分设于锂带的两侧。排斥膜c1与载体膜c2选自pet膜(聚对苯二甲酸类塑料膜)、pp膜(聚丙烯塑料膜)、pe膜(聚乙烯膜)、不锈钢箔等,皆为现有材料,便于购买使用,提高补锂效率。
56.为了对载体膜c2和排斥膜c1进行离型剂的涂覆,在锂带被压延前的载体膜c2的输送路径上,设有向面向锂带一侧的载体膜c2上涂覆离型剂的第二涂覆装置62,同理在锂带被压延前的排斥膜c1的输送路径上,设有向面向锂带一侧的排斥膜c1上涂覆离型剂的第一涂覆装置61。
57.离型剂选自聚甲基硅氧烷类及聚醚类,同时可以在内部增加导电剂、锂盐或二者的混合物,使离型剂具备离子、电子或混合电导,从而降低离型剂对锂离子扩散的影响。排斥膜c1上涂覆的离型剂的量大于载体膜c2上的离型剂的量,使得排斥膜c1和锂带间的离型力小于载体膜c2和锂带间的离型力。
58.排斥膜c1的存在,可防止被压延后的锂带依附在未设有载体膜c2一侧的圧延辊3
上,而排斥膜c1和锂带间的离型力小于载体膜c2和锂带间的离型力,则会使得被压延后的锂带依附在载体膜c2上。排斥膜c1和载体膜c2在被收卷后,通过清洗其离型剂,烘干处理后进行重复利用,降低了购买载体膜c2和排斥膜c1的费用。
59.当然,除了如上设置之外,也可以不设置第一涂覆装置61,此时排斥膜c1只需要采购市面已经经过离型处理的成品,只对载体膜c2进行离型剂涂覆处理即可。
60.此外,压延机构还包括与压延辊数量相应的压延辅助辊2,各压延辅助辊2被构造为具有轴心的圆柱状,且压延辅助辊2以一恒定的压力和各自对应的压延辊保持接触,便于对与压延辅助辊2接触的压延辊提供一定的压力,从而便于将锂带压延成薄膜状。通过控制两个压延辊的间距与压力大小实现锂带的压延,两个压延辊的压延力大小5-20t。
61.为了提高锂带的边缘的对齐度,在所述覆合间隙上游压延后的所述锂带的输送路径上设有处理装置8,所述处理装置8被构造为对压延后的所述锂带表面的处理。具体在本实施例中,处理装置8设置在两个载体膜辅助辊53之间。所述处理装置8包括对所述锂带修改处理的修边装置。
62.为了提升极片的电解液浸润效果,补锂方式还可以是条纹状补锂,为实现条纹状补锂,转移辊7表面可以设计横向或竖向凸起的条纹,凸起位置对应辅助带的金属锂在压力的作用下转移到极片上,其他位置的金属锂残留被载体膜c2带走。
63.除此之外,在条纹状补锂时还可以将转移辊7使用普通的辊,而在处理装置8上设置刮刀机构,刮刀机构可以将载体膜上的部分锂带清除,经转移辊7辊压后,使得转移到极片上的锂带为条纹状。
64.最后,为了避免转移过程造成负极极片的延展,压延辊的辊径小于转移辊7的辊径,优选的,压延辊直径为100-200mm,转移辊7直径为300-500mm。
65.实施例二
66.如图2所示,本实施例给出了负极极片压延覆锂装置另一种实现方式,与实施例一相比,区别在于其第一涂覆装置和第二涂覆装置分别对锂带的两侧进行离型剂的涂覆,同样可以实现与实施例一类似的效果。
67.实施例三
68.如图3所示,本实施例给出了负极极片压延覆锂装置另一种实现方式,与实施例一相比,区别在于其第一涂覆装置对锂带的朝向排斥膜的一侧进行离型剂的涂覆,同样可以实现与实施例一类似的效果。
69.实施例四
70.如图4所示,本实施例给出了负极极片压延覆锂装置另一种实现方式,与实施例一相比,区别在于其第二涂覆装置对锂带的朝向载体膜的一侧进行离型剂的涂覆,同样可以实现与实施例一类似的效果。
71.本实用新型的负极极片压延覆锂装置可应用于石墨负极、软碳负极、硬碳负极、纳米硅碳负极、sio-c复合负极等任意负极体系。通过在载体膜与排斥膜或金属锂带上涂覆离型剂,使得载体膜与排斥膜和锂带之间具有离型力,当载体膜上的锂带转移到极片上后,载体膜与排斥膜可回收,经过清洗后再次涂覆离型剂使用,降低了补锂成本。
72.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型
的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1