磁性材料制品用成型液压机的制作方法
1.本实用新型涉及液压机技术领域,尤其涉及磁性材料制品用成型液压机。
背景技术:
2.磁性材料制品在进行生产制造时通常需要通过成型液压机来对其进行压制成型,根据专利文件cn207971421 u公开的一种磁性材料专用成型液压机,该成型液压机虽然能对磁性材料制品进行生产制造,但是在使用的过程中存在一定的缺陷,例如现有的成型液压机在压制成型好工件时,操作人员首先需要将压制成型的工件取出,然后再放置新的待加工的工件,整体工作效率不高;例如现有的成型液压机在安装更换模具块时,不方便移动模具块。
技术实现要素:
3.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的磁性材料制品用成型液压机。
4.为达到上述目的,本实用新型采用了下列技术方案:
5.磁性材料制品用成型液压机,包括工作台和升降块,升降块上固定安装有压合块,工作台的上端面固定有模具块,所述工作台的上端面固定设置有推动气缸,推动气缸伸缩端的末端固定有安装块,安装块远离推动气缸的一侧设置有连接板,连接板的两侧固定有侧板,工作台上设有用于移动模具块的移动组件。
6.作为本实用新型的进一步技术方案,所述连接板的尺寸与模具块的尺寸相匹配,连接板的下端面与模具块的上端面之间留有一定的间隙。
7.作为本实用新型的进一步技术方案,所述安装块的上端面开设有t形卡槽,连接板的侧壁上固定有配合t形卡槽使用的t形卡块。
8.作为本实用新型的进一步技术方案,所述移动组件包括对称开设在工作台上端面的两个滑槽,每个滑槽内均设置有移动承载块,移动承载块的底部转动设置有多个转动轮,两个移动承载块之间固定有连接杆。
9.作为本实用新型的进一步技术方案,每个所述移动承载块的两侧均固定有限位块,滑槽的内侧壁上对称开设有配合限位块使用的限位滑槽。
10.作为本实用新型的进一步技术方案,每个所述移动承载块的上端面均固定有硅胶板。
11.作为本实用新型的进一步技术方案,所述工作台的上端面固定有两个配合升降块使用的液压缸。
12.本实用新型的有益效果:
13.1、通过设置的推动气缸、连接板和侧板的配合,当工件被冲压成所需形状后,压合块在升降块的带动下,远离模具块,此时推动气缸的伸缩端伸长,从而推动连接板和侧板向前移动,将模具块上冲压完毕的工件从模具块上推出,然后操作人员将另一个待加工的工
件放置到模具块上,进行冲压工作,然后将推动气缸推出来的已经成型的工件拿走,改变了工作顺序,不需要先拿已经成型的工件,后放置新的待加工工件,减少该设备的停机时间,提高生产效率;并且通过设置的t形卡槽与t形卡块的配合,使操作人员可以根据待加工工件的规格大小,随意调换与其相匹配的安装块,从而提高该设备的适用性。
14.2、通过设置的滑槽和移动承载块的配合,当需要更换安装模具块时,可将待安装的模具块放置到两个移动承载块上,通过移动承载块将待安装的模具块推动至指定位置,方便对其进行移动;并且通过设置的限位块与限位滑槽的配合,防止移动承载块在使用的过程中出现跳动和翻转,影响使用效果。
附图说明
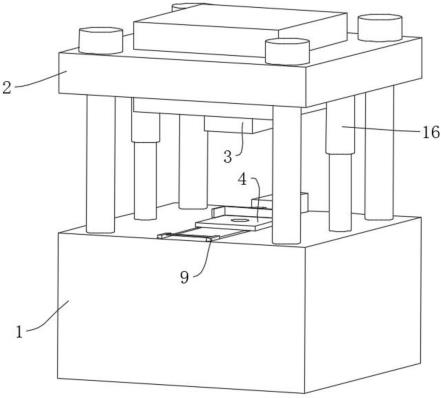
15.图1为本实用新型的结构示意图;
16.图2为本实用新型中工作台与推动气缸的连接示意图;
17.图3为本实用新型中安装块与t形卡块的连接示意图;
18.图4为本实用新型中移动承载块与限位块的连接示意图。
19.图中:1、工作台;2、升降块;3、压合块;4、模具块;5、推动气缸;6、安装块;7、连接板;8、侧板;9、移动组件;10、t形卡块;11、滑槽;12、移动承载块;13、转动轮;14、连接杆;15、限位块;16、液压缸。
具体实施方式
20.为更进一步阐述本实用新型为实现预定目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本实用新型的具体实施方式、结构、特征及其功效,详细说明如后。
21.参照图1-图4,磁性材料制品用成型液压机,包括工作台1和升降块2,升降块2上固定安装有压合块3,工作台1的上端面固定有模具块4,工作台1的上端面固定有两个配合升降块2使用的液压缸16,液压缸16工作,驱动升降块2上下移动,将待加工的工件放置到模具块4上,此时压合块3在升降块2的带动下,靠近模具块4并与模具块4相接触,将工件冲压成所需形状。
22.工作台1的上端面固定设置有推动气缸5,推动气缸5伸缩端的末端固定有安装块6,安装块6远离推动气缸5的一侧设置有连接板7,连接板7的两侧固定有侧板8,通过压合块3和模具块4的配合工作,将工件冲压成所需形状后,压合块3在升降块2的带动下,远离模具块4,此时推动气缸5的伸缩端伸长,从而推动连接板7和侧板8向前移动,将模具块4上冲压完毕的工件从模具块4上推出,然后操作人员将另一个待加工的工件放置到模具块4上,进行冲压工作,然后将推动气缸5推出来的已经成型的工件拿走,改变了工作顺序,不需要先拿已经成型的工件,后放置新的待加工工件,减少该设备的停机时间,提高生产效率。
23.连接板7的尺寸与模具块4的尺寸相匹配,连接板7的下端面与模具块4的上端面之间留有一定的间隙,使连接板7在推动气缸5的作用下,可以将模具块4上的已经成型的工件推出。
24.安装块6的上端面开设有t形卡槽,连接板7的侧壁上固定有配合t形卡槽使用的t形卡块10,通过设置的t形卡槽与t形卡块10的配合,使操作人员可以根据待加工工件的规
格大小,随意调换与其相匹配的安装块6,从而提高该设备的适用性。
25.工作台1上设有用于移动模具块4的移动组件9,移动组件9包括对称开设在工作台1上端面的两个滑槽11,每个滑槽11内均设置有移动承载块12,移动承载块12的底部转动设置有多个转动轮13,两个移动承载块12之间固定有连接杆14,当需要更换安装模具块4时,可将待安装的模具块4放置到两个移动承载块12上,通过移动承载块12将待安装的模具块4推动至指定位置,方便对其进行移动,然后将其卸下,对其进行安装。
26.每个移动承载块12的两侧均固定有限位块15,滑槽11的内侧壁上对称开设有配合限位块15使用的限位滑槽,通过设置的限位块15与限位滑槽的配合,防止移动承载块12在使用的过程中出现跳动和翻转,影响使用效果,每个移动承载块12的上端面均固定有硅胶板,避免移动承载块12对模具块4造成损伤。
27.本实用新型在使用时,操作人员将待加工的工件放置到模具块4上,此时压合块3在升降块2的带动下,靠近模具块4并与模具块4相接触,将工件冲压成所需形状,然后压合块3在升降块2的带动下,远离模具块4,此时推动气缸5的伸缩端伸长,从而推动连接板7和侧板8向前移动,将模具块4上冲压完毕的工件从模具块4上推出,然后操作人员将另一个待加工的工件放置到模具块4上,进行冲压工作,然后将推动气缸5推出来的已经成型的工件拿走,改变了工作顺序,不需要先拿已经成型的工件,后放置新的待加工工件,减少该设备的停机时间,提高生产效率;
28.当需要更换安装模具块4时,可将待安装的模具块4放置到两个移动承载块12上,通过移动承载块12将待安装的模具块4推动至指定位置,方便对其进行移动,然后将其卸下,对其进行安装。
29.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭示如上,然而并非用以限定本实用新型,任何本领域技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1