一种冲裁型熔体及熔断器的制作方法
1.本发明涉及电力控制和电动汽车领域,具体属于电力、电动汽车等用的熔断器的结构, 尤其是指与传统材质不同的熔体结构及其制作的熔断器。
背景技术:
2.目前电动车电池包普遍使用热熔熔断器作为电路的保护器件,热熔熔断器结构包括触刀、压盖、熔体、灭弧介质和瓷管等。工作原理为:当线路中电流超过规定值时,即故障电流出现时,线路电流经由触刀通过熔体,利用电流热积累效应,使熔体设置的电流感知点(狭颈) 在一定时间里熔化断开并熄灭电弧,从而安全分断故障电流。目前热熔熔断器大多采用铜、银或铜银复合材料等金属材料制作熔体,因熔体结构关系,该类熔断器结构一般包括壳体、位于壳体内的熔体,封闭壳体两端的压盖,及与熔体两端导电连接的接线端子,接线端子穿过压盖位于壳体外部,可与外部电路连接。传统熔断器中,熔体、接线端子、压盖均为单独的零件,需通过焊接等方式连接。
3.传统的熔体及熔断器,在加工特性方面还存在一些问题点:
4.熔断器的金属熔体前期采用冲制裁剪,后期采用折弯成型,工艺比较复杂,尺寸精度不易控制;熔断器的金属熔体多为折弯形状,在装配时不易定位,容易自身折叠过度;金属熔体狭颈处比较薄弱,容易损伤,耐振动能力弱;金属熔体一般为片状或丝状,只能设计成简单的形状。
技术实现要素:
5.导电塑料是将树脂和导电物质混合,用塑料的加工方式进行加工的功能型高分子材料,主要应用于电子、集成电路包装、电磁波屏蔽等领域,本发明将其应用于电路保护领域。导电塑料通常分为两大类:结构型导电塑料和复合型导电塑料。结构型导电塑料为掺杂型聚合物结构,是指塑料本身具有“固有”的导电性,由聚合物结构提供导电载流子,这类塑料经过掺杂后,电导率可大幅度提高,其中有些甚至可达到金属的导电水平。复合型导电塑料是指在塑料中混合导电物质填料(如炭黑、金属粉末等)并粘合在一起。
6.本发明针对传统热熔熔断器的不足,将导电塑料材质引入熔体设计中,设计了一种冲裁型熔体及其熔断器,包括冲裁型熔体、浸没熔体的灭弧物质和壳体等。本发明的冲裁型熔体及其熔断器,熔体采用导电塑胶板冲裁形成,熔体的接线端子通过折叠形成。熔体韧性强,不易损伤,耐振动能力强;工艺简单,可提高生产效率,降低成本,提高可靠性。
7.为实现上述目的,本发明提供的技术方案是一种冲裁型熔体,包括利用导电塑料板通过冲裁一体成型的熔体本体和接线端子,所述接线端子位于所述熔体本体的两端;所述接线端子折叠形成。
8.优选地,在所述接线端子未折叠前,所述接线端子与所述熔体本体为一体化平板状结构。
9.优选地,折叠后形成的所述接线端子至少为两层。
10.优选地,所述熔体本体间隔设置有至少两排变截面结构,在每排所述变截面结构上沿其长度方向设置有至少一个狭颈。
11.优选地,位于熔体本体两边侧处的所述变截面结构的狭颈尺寸小于位于所述熔体本体两边侧之间的变截面结构的狭颈尺寸。
12.优选地,每排所述变截面结构上的狭颈尺寸均相同。
13.本发明还提供了一种熔断器,包括壳体、上述的冲裁型熔体穿设在所述壳体中,所述接线端子穿过压盖位于所述壳体外,所述熔体本体位于所述壳体内,压盖封闭壳体两端。
14.优选地,在所述壳体内填充有灭弧物质。
15.相对于目前传统熔断器通常用铜、银或铜银复合材料制作的结构比较简单的熔体和熔断器,本发明采用热塑性导电塑料制作熔体及熔断器,具有如下优点:
16.减少零件数量,简化生产工艺及流程,减轻产品重量。
17.导电塑胶板材冲裁加工,效率高,可兼容现有产线,且韧性和刚性较现有薄金属片好。
18.不易损伤,耐振动能力强。
19.工艺简单,可提高生产效率,降低成本,提高可靠性。
20.熔体熔断时,除导电成分外,其他成分熔断产气可帮助灭弧。
附图说明
21.图1为图3沿着折叠压痕折叠形成接线端子后的熔体结构侧视图。
22.图2为图3折叠后熔体正视结构示意图。
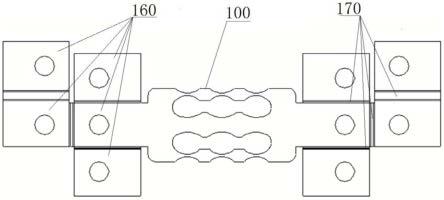
23.图3为图1和图2冲裁后接线端子未折叠前展开结构示意图。
24.图4为图6沿着折叠压痕折叠形成接线端子后的熔体结构侧视图。
25.图5为图6折叠后熔体正视结构示意图。
26.图6为图4和图5冲裁后接线端子未折叠前展开结构示意图。
27.图7为图9沿着折叠压痕折叠形成接线端子后的熔体结构侧视图。
28.图8为图9折叠后熔体正视结构示意图。
29.图9为图7和图8冲裁后接线端子未折叠前展开结构示意图。
30.图10为图12沿着折叠压痕折叠形成接线端子后的熔体结构侧视图。
31.图11为图12折叠后熔体正视结构示意图。
32.图12为图10和图11冲裁后接线端子未折叠前展开结构示意图。
33.图13是冲裁型熔体制作的熔断器结构示意图。
具体实施方式
34.针对上述技术方案,现举些较佳的实施例并结合图示进行具体说明。
35.冲裁型熔体1,由热塑性导电塑料板通过冲裁形成一体化的平板状结构。参看图1和图2,其包括熔体本体100和与熔体本体100一体成型的、位于熔体本体两端的接线端子150;熔体本体100和位于其两端的接线端子150为一个零件。在用冲裁型熔体制作熔断器时,熔体本体100位于壳体3内,接线端子150穿过压盖4位于壳体外部。
36.冲裁型熔体1位于壳体3内的熔体本体100可被冲裁成间隔设置的多排变截面结
构,变截面结构的狭窄部分称为狭颈,狭颈与四周壳体壁保持一定距离,在一排变截面结构上可间隔设置数个狭颈。
37.熔体本体100间隔设置有三排变截面结构(101、102、103),参看图2,在每排变截面结构上设置有数个狭颈(1010、1020、1030),靠近壳壁的两排狭颈(1010、1030)截面尺寸较小,中间的狭颈1020截面尺寸较大,这样设置的好处是位于靠近壳壁的两排狭颈先熔断,而中间的狭颈后熔断,有更多的灭弧物质参与灭弧,断后绝缘性能较好。也可设置为三排狭颈尺寸相同。沿着冲裁型熔体长度方向,不同部位设置成不同的厚度。由于接线端子通过折叠形成,因此两端的接线端子150处厚度比位于壳体内的熔体本体100的厚度厚,保证与电路连接的可靠性,同时较薄的熔体本体更易使狭颈在电流热积累效应下熔断。变截面结构的排数可根据需要设定,可以只有一排,也可以是两排、三排、四排等结构。
38.本发明的冲裁型熔体的接线端子150通过接线端子单元160折叠形成。根据接线端子要求的厚度,在冲裁时,将平板装的接线端子冲裁成需要数量的接线端子单元,各个接线端子单元均为一体化连接,方便接线端子的折叠加工。冲裁时,将平板装的接线端子冲裁成两个一体化连接的接线端子单元160,在两个接线端子单元160间设置有折叠压痕170,参看图1、图2和图3,图3为冲裁后接线端子未折叠前展开结构示意图,在两个接线端子单元160间压制由折叠压痕,图1为沿着折叠压痕折叠形成接线端子后的熔体结构侧视图,折叠后接线端子厚度为熔体本体厚度的两倍左右,图2为折叠后熔体正视结构示意图。
39.冲裁时,将平板装的接线端子冲裁成三个一体化连接的接线端子单元160,在三个接线端子单元160间设置有折叠压痕170,参看图4至图6,图6为冲裁后接线端子未折叠前结构示意图,图4为沿着折叠压痕折叠形成接线端子后的熔体结构侧视图,折叠后接线端子厚度为熔体本体厚度的三倍左右,图5为折叠后熔体结构正视结构示意图。
40.冲裁时,将平板装的接线端子冲裁成五个一体化连接的接线端子单元160,在五个接线端子单元160间设置有折叠压痕170,参看图7至图9,图9为冲裁后接线端子未折叠前结构示意图,图7为沿着折叠压痕折叠形成接线端子后的熔体结构侧视图,折叠后接线端子厚度为熔体本体厚度的五倍左右,图8为折叠后熔体结构正视结构示意图。
41.冲裁时,将平板装的接线端子冲裁成六个一体化连接的接线端子单元160,在六个接线端子单元160间设置有折叠压痕170,参看图10至图12,图12为冲裁后接线端子未折叠前结构示意图,图10为沿着折叠压痕折叠形成接线端子后的熔体结构侧视图,折叠后接线端子厚度为熔体本体厚度的六倍左右,图11为折叠后熔体结构正视结构示意图。
42.上述接线端子的厚度根据需求而定。折叠后的接线端子通过导电胶粘接固定,也可以通过螺钉等方式固定。
43.本实施例的冲裁型熔体制作的熔断器,参看图13,包括冲裁型熔体1、灭弧物质2、壳体3和压盖4。其中:冲裁型熔体1穿设在壳体3中,熔体本体100位于壳体3中,其两端的接线端子150伸出壳体外可与外部电路导电连接。在壳体3的两端设置有压盖4,接线端子150穿过压盖4,通过压盖4封闭壳体3的两端及固定冲裁型熔体1。在壳体3内填充有灭弧物质2。灭弧物质2可为石英砂、氧化铝颗粒、灭弧气体、灭弧凝胶等能够起到灭弧作用的物质。壳体3可采用瓷管或塑料管壳,用于保护熔体和灭弧物质不受外界环境的影响,保证产品完整一体和密封性。压盖4用于密封壳体内部空间,熔体穿过压盖处可采用点胶或密封圈等方式密封,压盖可通过螺栓紧固或铆接方式与壳体连接。压盖采用金属片或塑料制成。
44.熔断器组装方法:
45.先将冲裁型熔体1一端穿过压盖4,再将一端穿设有压盖4的冲裁型熔体1从另一端穿过壳体3,然后在另一端装配压盖4,冲裁型熔体1的位置由两端压盖4和壳体3限位,保证冲裁型熔体1的狭颈与四周壳体内壁保持一定距离,然后将两端压盖4与壳体3固定,再通过开在压盖4上或者壳体3上的填充孔向壳体3内填充灭弧物质2,并多次振动保证填充紧实度,最后将填充孔堵塞,可采用点胶或压入塞子封住填充孔。
46.利用导电塑料制作的熔体,其熔体本体和接线端子为一体冲裁成型。导电塑料材质的熔体在电弧灼烧下会产生气体,气体可增加局部压力,帮助灭弧。例如,有些导电塑料材质在电弧灼烧下分解产生氢气,可提高灭弧能力。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1