一种便于自动化组装的大电流功率电感的制作方法
1.本实用新型涉及电感技术领域,具体为一种便于自动化组装的大电流功率电感。
背景技术:
2.电感线圈作为较为常见的物件,其应用在server主板中较为常见,同时数据网络及存储系统主板,dc-dc变换电路等大电流场合也普及适用,以及作为直流电阻侦测电路中的主要物件,但是现有的电感线圈还存在一定的缺陷,就比如;
3.由于传统的功率电感在装配过程中,都是需求要用人工进行装配,然后点胶固定,比较费时而且不良率较高,其成本高,无法采用全自动化生产装配,导致其生产周期较大,存在不良的大电流功率电感缺陷。
4.针对上述问题,急需在原有电感结构的基础上进行创新设计。
技术实现要素:
5.本实用新型的目的在于提供一种便于自动化组装的大电流功率电感,以解决上述背景技术中提出的在装配过程中,都是需求要用人工进行装配,然后点胶固定,比较费时而且不良率较高,其成本高,无法采用全自动化生产装配,导致其生产周期较大,存在不良的大电流功率电感缺陷的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种便于自动化组装的大电流功率电感,包括u型磁芯、i型磁芯、单圈镀锡铜线和玻璃珠环氧树脂胶,所述u型磁芯的上端安装有i型磁芯,且u型磁芯的内端嵌套安装有单圈镀锡铜线,并且单圈镀锡铜线与i型磁芯的下端位置相互对应,所述u型磁芯的上端粘接连接有玻璃珠环氧树脂胶,且玻璃珠环氧树脂胶与i型磁芯的下端相互粘接,所述u型磁芯和i型磁芯通过玻璃珠环氧树脂胶珠径大小来调整电感值的磁芯构成一个闭合的磁场,所述单圈镀锡铜线作为大电流使用的绕组,所述玻璃珠环氧树脂胶将上述所有材料组装粘接及调整电感值的作用。
7.优选的,所述u型磁芯和i型磁芯通过玻璃珠环氧树脂胶的珠径大小来调整电感值的磁芯,且u型磁芯和i型磁芯位置相互对应。
8.优选的,所述玻璃珠环氧树脂胶关于u型磁芯的中心点位置相互对应,且玻璃珠环氧树脂胶与u型磁芯的上端相互贴合。
9.优选的,所述u型磁芯设置有第一粘接气囊、输气软管、导向槽、第二粘接气囊和限位组件,且u型磁芯的内端粘接连接有第一粘接气囊,且第一粘接气囊的外端贯穿安装有输气软管,并且输气软管延伸至u型磁芯的内部,所述u型磁芯的边端内侧开设有导向槽,且导向槽的内端粘接连接有第二粘接气囊,并且第二粘接气囊与输气软管的末端相互接通,所述第二粘接气囊的外侧粘接连接有限位组件。
10.优选的,所述第一粘接气囊与单圈镀锡铜线的下端相互接触,且第一粘接气囊通过输气软管与第二粘接气囊相互接通,让第一粘接气囊负压的情况下,可通过输气软管向第二粘接气囊的内部进行供气处理。
11.优选的,所述限位组件通过第二粘接气囊的横向膨胀力沿着u型磁芯的外侧形成滑动结构,且限位组件关于u型磁芯的中心点对称分布,并且限位组件与限位组件的外侧形成压合结构,让第二粘接气囊膨胀的过程中可推动限位组件沿着u型磁芯的外侧进行定位处理。
12.与现有技术相比,本实用新型的有益效果是:
13.1.该便于自动化组装的大电流功率电感,本实用新型专利提供了一种低成本可以采用全自动化生产装配,大幅提升效率,降低不良的大电流功率电感,同时实现快速定位的结构效果,进一步的保证其成品自动化生产步骤,保证其使用周期;
14.2.该便于自动化组装的大电流功率电感,其中单圈镀锡铜线作为大电流使用的绕组,并且玻璃珠环氧树脂将上述所有材料组装粘接及调整电感值的作用,减少了常规的高成本铜片以低成本单圈镀锡铜线来替代,同时又可以实现自动化装配,提高了工作效率及产品良率。
附图说明
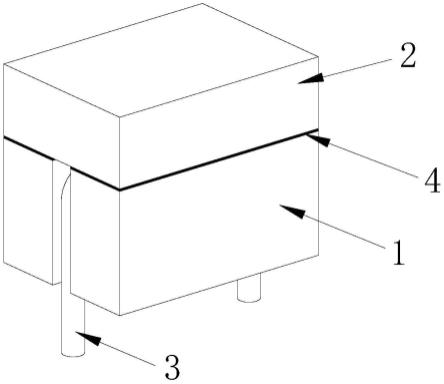
15.图1为本实用新型立体结构示意图;
16.图2为本实用新型拆分结构示意图;
17.图3为本实用新型侧视结构示意图;
18.图4为本实用新型正视结构示意图;
19.图5为本实用新型u型磁芯正剖视结构示意图。
20.图中:1、u型磁芯;101、第一粘接气囊;102、输气软管;103、导向槽;104、第二粘接气囊;105、限位组件;2、i型磁芯;3、单圈镀锡铜线;4、玻璃珠环氧树脂胶。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.请参阅图1-5,本实用新型提供一种技术方案:一种便于自动化组装的大电流功率电感,包括u型磁芯1、第一粘接气囊101、输气软管102、导向槽103、第二粘接气囊104、限位组件105、i型磁芯2、单圈镀锡铜线3和玻璃珠环氧树脂胶4。
23.u型磁芯1的上端安装有i型磁芯2,且u型磁芯1的内端嵌套安装有单圈镀锡铜线3,并且单圈镀锡铜线3与i型磁芯2的下端位置相互对应,u型磁芯1的上端粘接连接有玻璃珠环氧树脂胶4,且玻璃珠环氧树脂胶4与i型磁芯2的下端相互粘接,u型磁芯1和i型磁芯2通过玻璃珠环氧树脂胶4珠径大小来调整电感值的磁芯构成一个闭合的磁场,单圈镀锡铜线3作为大电流使用的绕组,玻璃珠环氧树脂胶4将上述所有材料组装粘接及调整电感值的作用。
24.u型磁芯1和i型磁芯2通过玻璃珠环氧树脂胶4的珠径大小来调整电感值的磁芯,且u型磁芯1和i型磁芯2位置相互对应。玻璃珠环氧树脂胶4关于u型磁芯1的中心点位置相互对应,且玻璃珠环氧树脂胶4与u型磁芯1的上端相互贴合。
25.u型磁芯1及i型磁芯2通过玻璃珠环氧树脂胶4的珠径大小来调整电感值的磁芯就构成一个闭合的磁场,同时一个单圈镀锡铜线3作为大电流使用的绕组,并且玻璃珠环氧树脂胶4将上述所有材料组装粘接及调整电感值的作用,该结构减少了常规的高成本铜片以低成本单圈镀锡铜线3来替代。
26.u型磁芯1设置有第一粘接气囊101、输气软管102、导向槽103、第二粘接气囊104和限位组件105,且u型磁芯1的内端粘接连接有第一粘接气囊101,且第一粘接气囊101的外端贯穿安装有输气软管102,并且输气软管102延伸至u型磁芯1的内部,u型磁芯1的边端内侧开设有导向槽103,且导向槽103的内端粘接连接有第二粘接气囊104,并且第二粘接气囊104与输气软管102的末端相互接通,第二粘接气囊104的外侧粘接连接有限位组件105。第一粘接气囊101与单圈镀锡铜线3的下端相互接触,且第一粘接气囊101通过输气软管102与第二粘接气囊104相互接通。限位组件105通过第二粘接气囊104的横向膨胀力沿着u型磁芯1的外侧形成滑动结构,且限位组件105关于u型磁芯1的中心点对称分布,并且限位组件105与限位组件105的外侧形成压合结构。
27.让单圈镀锡铜线3接触到u型磁芯1内部的第一粘接气囊101时,可使其通过输气软管102向第二粘接气囊104的内部进行供气处理,从而推动接触的2组限位组件105相向靠拢,进而对单圈镀锡铜线3的外侧进行自限位处理,避免其出现位置偏斜的现象,保证其自动化生产的稳定性。
28.工作原理:在使用该便于自动化组装的大电流功率电感时,根据图1-5,首先将该装置放置在需要进行工作的位置,设计了一个u型磁芯1及一个i型磁芯2,与一个单圈镀锡铜线3由玻璃珠环氧树脂胶4粘接组装在一起而成,u型磁芯1及i型磁芯2通过玻璃珠环氧树脂胶4的珠径大小来调整电感值的磁芯就构成一个闭合的磁场,同时一个单圈镀锡铜线3作为大电流使用的绕组,并且玻璃珠环氧树脂胶4将上述所有材料组装粘接及调整电感值的作用,所述的结构减少了常规的高成本铜片以低成本单圈镀锡铜线3来替代,同时又可以实现自动化装配,提高了工作效率及产品良率,增加了整体的实用性。
29.本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
30.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1