一种全自动微型电机定子组装控制设备的制作方法
[0001]
本发明涉及电机加工技术领域,尤其涉及一种全自动微型电机定子组装控制设备。
背景技术:
[0002]
工业生产中对微型电机的需求量逐渐增大,由于体积缩小,各部件之间的连接变得细致,增加了微型电机在组装中的难度。由于微型电机体积较小,工人操作不便,组装速度低下,很难满足微型电机的大规模生产,且人工组装定子外壳和定子的劳动强度较大,电机定子的组装效率较低。
技术实现要素:
[0003]
基于背景技术中存在的技术问题,本发明提出了一种全自动微型电机定子组装控制设备。
[0004]
本发明提出的一种全自动微型电机定子组装控制设备,包括基台、第一组装机构、第二组装机构、第一传送机构、第二传送机构、驱动单元、第一驱动机构和第二驱动机构;其中:
[0005]
基台上可移动安装有相对布置的第一工作板、第二工作板,第一工作板、第二工作板上分别可移动安装有第一安装块、第二安装块;
[0006]
驱动单元与第一工作板、第二工作板连接并用于驱动第一工作板、第二工作板在x方向相互远离或靠近;
[0007]
第一驱动机构与第一安装块连接用于驱动第一安装块在第一工作板上在y方向来回移动;
[0008]
第二驱动机构与第二安装块连接用于驱动第二安装块在第二工作板上在y方向来回移动;
[0009]
第一传送机构、第二传送机构均用于传送第一工件;
[0010]
第一组装机构包括第一组装模具和第一压装组件;第一组装模具设置在第一定位板远离第一工作板一侧,第一组装模具设有用于放置第二工件的第一组装模腔;第一压装组件包括用于夹取第一传送机构上的第一工件并将第一工件上料至第一组装模腔的第一上料装置以及用于将第一组装模腔内的第一工件、第二工件组装在一起的第一冲压装置,第一上料装置、第一冲压装置依次安装在第一安装块远离第二工作板一侧;
[0011]
第二组装机构包括第二组装模具和第二压装组件;第二组装模具设置在第二定位板远离第二工作板一侧,第二组装模具设有用于放置第二工件的第二组装模腔;第二压装组件包括用于夹取第二传送机构上的第一工件并将第一工件上料至第二组装模腔的第二上料装置以及用于将第二组装模腔内的第一工件、第二工件组装在一起的第二冲压装置,第二上料装置、第二冲压装置依次安装在第二安装块远离第二工作板一侧。
[0012]
优选的,驱动单元包括滑台、驱动气缸、滑块、第一连杆、第二连杆,滑台安装在工
作台上且位于第一工作板、第二工作板之间,滑块可移动安装在滑台上,驱动气缸与滑块连接并驱动滑块沿y方向移动,第一连杆、第二连杆关于滑块对称设置,第一连杆一端与滑块铰接且其另一端与第一工作板铰接,第二连杆一端与滑块铰接且其另一端与第二工作板铰接。
[0013]
优选的,第一上料装置包括第一电动伸缩杆和第一夹爪,第一电动伸缩杆安装在第一安装块上,第一夹爪安装在第一电动伸缩杆远离第一安装块一端。
[0014]
优选的,第一冲压装置包括第二电动伸缩杆和第一压头,第二电动伸缩杆安装在第一安装块上,第一压头安装在第二电动伸缩杆远离第一安装块一端。
[0015]
优选的,第二上料装置包括第三电动伸缩杆和第二夹爪,第三电动伸缩杆安装在第二安装块上,第二夹爪安装在第三电动伸缩杆远离第二安装块一端。
[0016]
优选的,第二冲压装置包括第四电动伸缩杆和第二压头,第四电动伸缩杆安装在第二安装块上,第二压头安装在第四电动伸缩杆远离第二安装块一端。
[0017]
优选的,第一组装模具包括第一组装动模、第二组装动模、第三驱动机构和第四驱动机构,第一组装动模、第二组装动模均与基台滑动连接,第一组装动模、第二组装动模分别通过第三驱动机构、第四驱动机构驱动进行合模或分模;第一组装动模与第二组装动模合模形成第一组装模腔。
[0018]
优选的,基台上位于第一组装模具下方位置设有第一落料口,当第一组装动模与第二组装动模分模时,第一组装动模、第二组装动模退至第一落料口两侧。
[0019]
优选的,第二组装模具包括第三组装动模、第四组装动模、第五驱动机构和第六驱动机构,第三组装动模、第四组装动模均与基台滑动连接,第三组装动模、第四组装动模分别通过第五驱动机构、第六驱动机构驱动进行合模或分模;第三组装动模与第四组装动模合模形成第二组装模腔。
[0020]
优选的,基台上位于第二组装模具下方位置设有第二落料口,当第三组装动模与第四组装动模分模时,第三组装动模、第四组装动模退至第二落料口两侧。
[0021]
本发明提出的一种全自动微型电机定子组装控制设备,通过设置第一上料装置、第二上料装置实现自动上料,提高了生产效率,通过设置第一组装模具和组装模具,实现产品的自动卸料,提高生产效率。
附图说明
[0022]
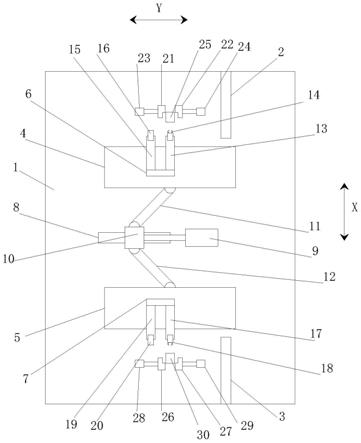
图1为本发明提出的一种全自动微型电机定子组装控制设备的结构示意图。
具体实施方式
[0023]
参照图1,本发明提出一种全自动微型电机定子组装控制设备,包括基台1、第一组装机构、第二组装机构、第一传送机构2、第二传送机构3、驱动单元、第一驱动机构和第二驱动机构;其中:
[0024]
基台1上可移动安装有相对布置的第一工作板4、第二工作板5,第一工作板4、第二工作板5上分别可移动安装有第一安装块6、第二安装块7。
[0025]
驱动单元与第一工作板4、第二工作板5连接并用于驱动第一工作板4、第二工作板5在x方向相互远离或靠近。具体地,驱动单元包括滑台8、驱动气缸9、滑块10、第一连杆11、
第二连杆12,滑台8安装在工作台上且位于第一工作板4、第二工作板5之间,滑块10可移动安装在滑台8上,驱动气缸9与滑块10连接并驱动滑块10沿y方向移动,第一连杆11、第二连杆12关于滑块10对称设置,第一连杆11一端与滑块10铰接且其另一端与第一工作板4铰接,第二连杆12一端与滑块10铰接且其另一端与第二工作板5铰接。
[0026]
第一驱动机构与第一安装块6连接用于驱动第一安装块6在第一工作板4上在y方向来回移动。
[0027]
第二驱动机构与第二安装块7连接用于驱动第二安装块7在第二工作板5上在y方向来回移动。
[0028]
第一传送机构2、第二传送机构3均用于传送定子。
[0029]
第一组装机构包括第一组装模具和第一压装组件。第一组装模具设置在第一定位板远离第一工作板4一侧,第一组装模具设有用于放置定子外壳的第一组装模腔。第一压装组件包括用于夹取第一传送机构2上的定子并将定子上料至第一组装模腔的第一上料装置以及用于将第一组装模腔内的定子、定子外壳组装在一起的第一冲压装置,第一上料装置、第一冲压装置依次安装在第一安装块6远离第二工作板5一侧。
[0030]
第二组装机构包括第二组装模具和第二压装组件。第二组装模具设置在第二定位板远离第二工作板5一侧,第二组装模具设有用于放置定子外壳的第二组装模腔。第二压装组件包括用于夹取第二传送机构3上的定子并将定子上料至第二组装模腔的第二上料装置以及用于将第二组装模腔内的定子、定子外壳组装在一起的第二冲压装置,第二上料装置、第二冲压装置依次安装在第二安装块7远离第二工作板5一侧。
[0031]
本发明工作时,事先在第一组装模腔、第二组装模腔内放入定子外壳,第一传送机构2、第二传送机构3分别传送定子,第一上料装置、第二上料装置分别夹取第一传送机构2、第二传送机构3上的定子,第一安装块6、第二安装块7移动带动第一上料装置、第二上料装置分别对准第一组装模腔、第二组装模腔,第一工作板4、第二工作板5移动并分别带动第一上料装置、第二上料装置将定子上料至第一组装模腔、第二组装模腔的定子外壳内;第一安装块6、第二安装块7移动,带动第一冲压装置、第二冲压装置分别对准第一组装模腔、第二组装模腔,第一工作板4、第二工作板5移动并分别带动第一冲压装置、第二冲压装置将定子压入定子外壳内。
[0032]
进一步的,第一上料装置包括第一电动伸缩杆13和第一夹爪14,第一电动伸缩杆13安装在第一安装块6上,第一夹爪14安装在第一电动伸缩杆13远离第一安装块6一端。第一冲压装置包括第二电动伸缩杆15和第一压头16,第二电动伸缩杆15安装在第一安装块6上,第一压头16安装在第二电动伸缩杆15远离第一安装块6一端。
[0033]
进一步的,第二上料装置包括第三电动伸缩杆17和第二夹爪18,第三电动伸缩杆17安装在第二安装块7上,第二夹爪18安装在第三电动伸缩杆17远离第二安装块7一端。第二冲压装置包括第四电动伸缩杆19和第二压头20,第四电动伸缩杆19安装在第二安装块7上,第二压头20安装在第四电动伸缩杆19远离第二安装块7一端。
[0034]
进一步的,第一组装模具包括第一组装动模21、第二组装动模22、第三驱动机构23和第四驱动机构24,第一组装动模21、第二组装动模22均与基台1滑动连接,第一组装动模21、第二组装动模22分别通过第三驱动机构23、第四驱动机构24驱动进行合模或分模;第一组装动模21与第二组装动模22合模形成第一组装模腔。基台1上位于第一组装模具下方位
置设有第一落料口25,当第一组装动模21与第二组装动模22分模时,第一组装动模21、第二组装动模22退至第一落料口25两侧。第三驱动机构23、第四驱动机构24分别驱动第一组装动模21、第二组装动模22移动进行分模,第一组装模腔的成品落入第一落料口25进行收集。
[0035]
进一步的,第二组装模具包括第三组装动模26、第四组装动模27、第五驱动机构29和第六驱动机构30,第三组装动模26、第四组装动模27均与基台1滑动连接,第三组装动模26、第四组装动模27分别通过第五驱动机构29、第六驱动机构30驱动进行合模或分模;第三组装动模26与第四组装动模27合模形成第二组装模腔。基台1上位于第二组装模具下方位置设有第二落料口28,当第三组装动模26与第四组装动模27分模时,第三组装动模26、第四组装动模27退至第二落料口28两侧。第五驱动机构29、第六驱动机构30分别驱动第三组装动模26、第四组装动模27移动进行分模,第二组装模腔的成品落入第二落料口28进行收集。
[0036]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1