定子层叠铁芯的制造方法及定子层叠铁芯与流程
定子层叠铁芯的制造方法及定子层叠铁芯
本技术是申请日为2018年01月23日,申请号为201880011807.1,发明名称为定子层叠铁芯的制造方法及定子层叠铁芯的申请的分案申请。要求优先权日为2017年02月13日的日本在先申请jp2017-024383和优先权日为2017年07月14日的日本在先申请jp2017-138428的优先权。
技术领域
1.本公开涉及一种定子层叠铁芯的制造方法及定子层叠铁芯。
背景技术:
2.一般而言,定子(stator)通过在定子层叠铁芯(定子铁芯)的齿部安装绕组(线圈)而构成。此时,需要确保绕组与定子层叠铁芯之间的绝缘性。例如,专利文献1公开了一种定子的制造方法,包括:将由绝缘片包裹的状态的线圈线材束插入齿部之间的切槽内的工序、以及在将线圈线材束压接于切槽开口的状态下向切槽内填充树脂的工序。在这种情况下,由于在切槽与线圈线材之间夹设有绝缘片,因此能够在两者之间确保绝缘性。现有技术文献专利文献
3.专利文献1:日本专利公开2015-076982号公报
技术实现要素:
(一)要解决的技术问题
4.但是,在专利文献1所记载的方法中,由于线圈线材束在绝缘片的内侧能够移动,因此填充于切槽内的树脂有可能从绝缘片与切槽开口的间隙漏出。在这种情况下,在形成于定子的中心部的空间内配置转子时,无法将定子的内周面与转子的外周面之间的空气隙保持恒定,有可能对电动机(马达)的性能造成影响。
5.另外,在专利文献1所记载的方法中,准备由绝缘片包裹的状态的线圈线材束,并大致同时地进行绕组向定子层叠铁芯的齿部的安装、以及树脂的填充。因此,需要特别的材料及装置,有可能导致成本增加。
6.因此,本公开对一种定子层叠铁芯及其制造方法进行说明,该定子层叠铁芯及其制造方法能够使定子层叠铁芯与转子的外周面之间的空气隙保持为规定的大小,并且能够低成本地进行绕组的安装。(二)技术方案
7.本公开的一个观点的定子层叠铁芯的制造方法包括:第一工序,获得层叠体,所述层叠体层叠多个铁芯部件而构成,且包含环状的轭部、以及沿着与轭部交叉的方向从轭部延伸的多个齿部;第二工序,向多个齿部中的在轭部的延伸方向上相邻的齿部之间的空间即多个切槽内分别插入芯部件;以及第三工序,向切槽与芯部件之间的填充空间填充树脂而形成树脂部。在第二工序中,芯部件的主体部沿着切槽的延伸方向延伸且与切槽的内壁
面分离,并且芯部件的与主体部连接的封闭部位于切槽的切槽开口侧且将切槽的切槽开口侧的开放端部封闭。
8.本公开的一个观点的定子层叠铁芯的制造方法包括:第一工序,获得层叠体,所述层叠体层叠多个铁芯部件而构成,且包含环状的轭部、以及沿着与轭部交叉的交叉方向从轭部延伸的多个齿部;第二工序,向多个齿部中的在轭部的周向上相邻的齿部之间的空间即多个切槽内分别插入芯部件;第三工序,在第一工序之后,用一对夹持板将层叠体从其层叠方向夹住;第四工序,在第一工序之后,以将各切槽的切槽开口封闭的方式在设置于层叠体的中央的贯穿孔内配置至少一个封闭部件;以及第五工序,在第三及第四工序之后,向切槽、芯部件、封闭部件之间的填充空间填充熔融状态的树脂而形成树脂部。在一对夹持板上,从与填充空间对置的区域到与相邻于该填充空间的齿部的端面的至少一部分对置的区域,连续地设置有辅助空间。以填充空间比辅助空间更向切槽侧突出的方式,使填充空间相对于辅助空间错位。在第二工序中,芯部件沿着切槽的延伸方向延伸且与切槽的内壁面分离。在第五工序中,向填充空间及辅助空间填充熔融状态的树脂而形成树脂部。
9.在本公开的另一个观点的定子层叠铁芯具备:层叠体,其层叠多个铁芯部件而构成,且包含环状的轭部、以及沿着与轭部交叉的方向从轭部延伸的多个齿部;以及树脂部,其以覆盖多个齿部中的在轭部的延伸方向上相邻的齿部之间的空间即切槽的内壁面的方式设置。树脂部未封闭切槽的切槽开口侧的开放端部。
10.本公开的另一个观点的定子层叠铁芯具备:层叠体,其层叠多个铁芯部件而构成,且包含环状的轭部、以及沿着与轭部交叉的交叉方向从轭部延伸的多个齿部;以及树脂部,其以覆盖多个齿部中的在轭部的周向上相邻的齿部之间的空间即切槽的内壁面并且将切槽的切槽开口封闭的方式设置。以树脂部的设置于切槽的内壁面的树脂主部比树脂部的设置于齿部及轭部的端面的树脂端部更向切槽侧突出的方式,使树脂主部相对于树脂端部偏移配置。(三)有益效果
11.根据本公开的定子层叠铁芯的制造方法及定子层叠铁芯,能够使定子层叠铁芯与转子的外周面之间的空气隙保持为规定的大小,并且能够低成本地进行绕组的安装。
附图说明
12.图1是表示定子层叠铁芯的一例的立体图。图2是将图1的ii部分放大表示的立体图。图3是将齿部的附近放大表示的俯视图。图4是沿着图3的iv-iv线的剖视图。图5是表示定子层叠铁芯的制造装置的一例的概要图。图6是表示树脂填充装置的一部分(下侧部分)的分解立体图。图7是表示树脂填充装置的一部分(上侧部分)的分解立体图。图8是表示下侧隔板的平面图。图9是表示上侧隔板的平面图。图10是用于说明制造定子层叠铁芯的过程的图,是表示树脂填充装置的一部分的剖视图。
图11是用于说明制造定子层叠铁芯的过程的图,是表示树脂填充装置的一部分及层叠体的剖视图。图12是用于说明制造定子层叠铁芯的过程的图,是表示树脂填充装置的一部分及层叠体的剖视图。图13是在除去了上侧的溢流板的状态下从上方观察插入有芯部件的一个切槽附近的图。图14是用于说明制造定子层叠铁芯的过程的图,是表示树脂填充装置及层叠体的剖视图。图15是在除去了上模的状态下从上方观察插入有芯部件的一个切槽附近的图。图16是用于说明制造定子层叠铁芯的过程的图,是表示树脂填充装置及层叠体的剖视图。图17是在另一例的定子层叠铁芯的制造方法中从上方观察插入有芯部件的一个切槽附近的图。图18是在另一例的定子层叠铁芯的制造方法中从上方观察插入有芯部件的一个切槽附近的图。图19是在另一例的定子层叠铁芯的制造方法中从上方观察插入有芯部件的一个切槽附近的图。图20是在另一例的定子层叠铁芯的制造方法中从上方观察插入有芯部件的一个切槽附近的图。图21是在另一例的定子层叠铁芯的制造方法中从上方观察插入有芯部件的一个切槽附近的图。图22是在另一例的定子层叠铁芯中与图4同样地剖切齿部时的剖视图。图23是在另一例的定子层叠铁芯中与图4同样地剖切齿部的上端面附近时的剖视图。图24是在另一例的定子层叠铁芯中将齿部的附近局部地放大进行观察的俯视图。图25是在另一例的定子层叠铁芯中将齿部的附近局部地放大进行观察的俯视图。图26是在另一例的定子层叠铁芯中将齿部的附近局部地放大进行观察的俯视图。图27是在另一例的定子层叠铁芯中将齿部的附近局部地放大进行观察的俯视图。图28是在另一例的定子层叠铁芯中将齿部的附近局部地放大进行观察的俯视图。图29是在另一例的定子层叠铁芯中将齿部的附近局部地放大进行观察的俯视图。图30是在另一例的定子层叠铁芯中将齿部的附近局部地放大进行观察的俯视图。图31是在另一例的定子层叠铁芯中将齿部的附近局部地放大进行观察的俯视图。图32是在另一例的定子层叠铁芯中将齿部的附近局部地放大进行观察的俯视图。图33是在另一例的定子层叠铁芯中将齿部的附近局部地放大进行观察的俯视图。图34是沿着图33的xxxiv-xxxiv线的剖视图。图35是表示在另一例的定子层叠铁芯的制造方法中使用的芯部件的上端附近的立体图。图36是用于说明在另一例的定子层叠铁芯的制造方法中使用的定位板的俯视图。图37是用于说明另一例的定子层叠铁芯的制造方法的图,是将齿部的附近局部地
放大进行观察的立体图。图38是用于说明另一例的定子层叠铁芯的制造方法的图,是将齿部的附近局部地放大进行观察的立体图。图39是用于说明使用了芯部件的绝缘检查的图,是将齿部的附近局部地放大进行观察的立体图。图40是在另一例的定子层叠铁芯的制造方法中将在切槽中插入有芯部件的状态局部地放大进行观察的立体图。图41是沿着图40的xli-xli线的剖视图。图42是在另一例的定子层叠铁芯的制造方法中与图41同样地剖切齿部时的剖视图。图43是在另一例的定子层叠铁芯的制造方法中与图41同样地剖切齿部时的剖视图。图44是在另一例的定子层叠铁芯的制造方法中将在切槽中插入有芯部件的状态局部地放大进行观察的立体图。图45是表示图44的方式的芯部件的分解立体图。图46是在另一例的定子层叠铁芯的制造方法中将在切槽中插入有芯部件的状态局部地放大进行观察的立体图。图47是表示图46的方式的芯部件的分解立体图。图48是在另一例的定子层叠铁芯的制造方法中与图41同样地剖切齿部时的剖视图。图49是表示在另一例的定子层叠铁芯的制造方法中使用的芯部件的上端附近的立体图。图50是表示另一例的定子层叠铁芯的立体图。图51是用于说明制造另一例的定子层叠铁芯的过程的图,是表示树脂填充装置及层叠体的剖视图。图52是用于说明制造另一例的定子层叠铁芯的过程的图,是表示树脂填充装置及层叠体的剖视图。图53是在另一例的定子层叠铁芯中与图4同样地剖切齿部时的剖视图。图54是用于说明制造另一例的定子层叠铁芯的过程的图,是局部地表示树脂填充装置及层叠体的剖视图。图55是用于说明图54的后续的工序的图,是局部地表示树脂填充装置及层叠体的剖视图。图56是用于说明图55的后续的工序的图,是局部地表示树脂填充装置及层叠体的剖视图。图57是用于说明图56的后续的工序的图,是局部地表示树脂填充装置及层叠体的剖视图。图58是在另一例的定子层叠铁芯中与图4同样地剖切齿部的上端面附近时的剖视图。图59是在另一例的定子层叠铁芯中与图4同样地剖切齿部的上端面附近时的剖视
图。图60是表示构成层叠体的最外层的冲裁部件与构成层叠体的最外层以外的其它层的冲裁部件的层叠状态的俯视图。图61是在另一例的定子层叠铁芯中与图4同样地剖切齿部的上端面附近时的剖视图。图62是从上方观察另一例的树脂填充装置的立体图。图63是从下方观察另一例的树脂填充装置的立体图。图64是表示输送部件的立体图。图65是用于说明使用另一例的树脂填充装置制造定子层叠铁芯的过程的图。图66是用于说明图65的后续工序的图。图67是用于说明图66的后续工序的图。图68是表示输送部件及下模的另一例的立体图。图69是在另一例的定子层叠铁芯中与图4同样地剖切齿部的上端面附近时的剖视图。图70是在构成另一例的定子层叠铁芯的冲裁部件中将齿部的附近局部地放大进行观察的俯视图。图71是在另一例的定子层叠铁芯中与图4同样地剖切齿部的上端面附近时的剖视图。图72是在另一例的定子层叠铁芯中与图4同样地剖切齿部的上端面附近时的剖视图。图73是用于说明制造另一例的定子层叠铁芯的过程的图,是局部地表示树脂填充装置及层叠体的剖视图。图74是用于说明图73的后续的工序的图,是局部地表示树脂填充装置及层叠体的剖视图。图75是用于说明图74的后续的工序的图,是局部地表示树脂填充装置及层叠体的剖视图。图76是用于说明制造另一例的定子层叠铁芯的过程的图,是表示树脂填充装置及层叠体的立体图。图77是用于说明制造另一例的定子层叠铁芯的过程的图,是表示树脂填充装置及层叠体的剖视图。图78是用于说明图77的后续的工序的图,是局部地表示树脂填充装置及层叠体的剖视图。图79是用于说明制造另一例的定子层叠铁芯的过程的图,是表示树脂填充装置及层叠体的剖视图。图80是用于说明制造另一例的定子层叠铁芯的过程的图,是表示树脂填充装置及层叠体的剖视图。图81是用于说明制造另一例的定子层叠铁芯的过程的图,是在除去了上侧的溢流板的状态下从上方观察插入有芯部件的一个切槽附近的图。图82是用于说明制造另一例的定子层叠铁芯的过程的图,是在除去了上侧的溢流
板的状态下从上方观察插入有芯部件的一个切槽附近的图。图83是用于说明制造另一例的定子层叠铁芯的过程的图,是用于说明利用封闭部件封闭开口的情况的俯视图。图84是用于说明制造另一例的定子层叠铁芯的过程的图,是局部地表示树脂填充装置及层叠体的剖视图。图85是将另一例的定子层叠铁芯的齿部的附近局部地放大进行观察的立体图。图86是用于说明制造另一例的定子层叠铁芯的过程的图,是在除去了上侧的溢流板的状态下从上方观察插入有芯部件的一个切槽附近的图。图87是用于说明制造另一例的定子层叠铁芯的过程的图,是局部地表示树脂填充装置及层叠体的剖视图。图88是表示另一方式的芯部件的立体图。图89是将另一例的定子层叠铁芯的齿部的附近局部地放大进行观察的立体图。图90是将图89的方式的齿部的附近局部地放大进行观察的俯视图。图91是用于说明制造另一例的定子层叠铁芯的过程的图,是表示封闭部件封闭开口的情况的俯视图。图92是用于说明制造另一例的定子层叠铁芯的过程的图,是表示封闭部件封闭开口的情况的俯视图。图93是用于说明制造另一例的定子层叠铁芯的过程的图,是表示封闭部件封闭开口的情况的俯视图。图94是用于说明制造另一例的定子层叠铁芯的过程的图,是表示封闭部件封闭开口的情况的俯视图。
具体实施方式
13.以下说明的本公开的实施方式是用于说明本发明的例示,本发明并不受以下内容限定。
14.<实施方式的概要>例1.本实施方式的一个例子的定子层叠铁芯的制造方法包括:第一工序,获得层叠体,所述层叠体层叠多个铁芯部件而构成,且包含环状的轭部、以及沿着与轭部交叉的交叉方向从轭部延伸的多个齿部;第二工序,向多个齿部中的在轭部的周向上相邻的齿部之间的空间即多个切槽内分别插入芯部件;以及第三工序,向切槽与芯部件之间的填充空间填充熔融状态的树脂而形成树脂部。在第二工序中,芯部件的主体部沿着切槽的延伸方向延伸且与切槽的内壁面分离,并且芯部件的与主体部连接的封闭部位于切槽的切槽开口侧且将切槽的切槽开口侧的开放端部封闭。
15.在本实施方式的一个例子的定子层叠铁芯的制造方法中,在第二工序中,在芯部件配置于切槽内的状态下,芯部件的主体部沿着切槽的延伸方向延伸且与切槽的内壁面分离,并且芯部件的封闭部位于切槽的切槽开口侧且将切槽的切槽开口侧的开放端部封闭。因此,即使熔融树脂在芯部件的周围流动,芯部件的形状也不会变形,因此基本上避免了熔融树脂向切槽开口的外侧漏出。因而,当在第三工序中向切槽与芯部件之间的填充空间填充熔融树脂时,在切槽的内壁面的与芯部件的主体部对置的区域形成树脂部,不在比切槽
开口侧更靠外侧形成树脂部。其结果是,能够将层叠体的内周面与转子的外周面之间的空气隙保持为规定的大小。另外,由于在向填充空间内填充熔融树脂的第三工序中,芯部件的封闭部存在于开放端部,因此开放端部未被熔融树脂填充。即,形成于切槽的内壁面的树脂部未封闭开放端部。因此,由于切槽开口保持开放状态,因此不需要特别的材料及装置,能够使用一般的绕线机等将绕组安装于齿部。因而,能够利用树脂部确保绕组与层叠体之间的绝缘性,并且能够低成本地进行绕线作业。而且,当在第三工序中向切槽与芯部件之间的填充空间填充熔融树脂时,在层叠的多个铁芯部件的间隙中也会有一些熔融树脂浸入。因此,通过熔融树脂固化,从而经由树脂使铁芯部件彼此接合。因而,能够抑制层叠方向上的铁芯部件的扩张。
16.例2.在例1所记载的方法中,可以是,在第二工序中,封闭部与开放端部的内壁面抵接。在这种情况下,不在切槽的开放端部侧的内壁面形成树脂部。因此,能够进一步抑制熔融树脂向切槽开口的外侧漏出。
17.例3.在例2所记载的方法中,可以是,在第二工序中,在切槽的比切槽开口更靠内侧的区域,封闭部与开放端部的内壁面抵接。另外,即使芯部件与切槽的内壁面抵接,当进行微观的观察时,也存在微小的间隙(例如几十μm程度的间隙)。熔融树脂因毛细管现象而浸透于该间隙,且有时会产生溢料。但是,根据第三项所记载的方法,芯部件未抵接于切槽的内壁面的从切槽开口到开放端部之间的区域。因此,能够产生毛细管现象的微小的间隙的终点存在于比切槽开口更靠切槽的内侧的区域。因而,即使熔融树脂浸透于该间隙,也不易在切槽开口的外侧形成溢料。
18.例4.在例3所记载的方法中,可以是,开放端部的内壁面具有相对于齿部的延伸方向倾斜的第一倾斜面,封闭部具有与第一倾斜面对应的第二倾斜面,开放端部的第一倾斜面与封闭部的第二倾斜面相互抵接。在这种情况下,芯部件与开放端部之间的接触面积增大。因此,可利用芯部件的封闭部更牢固地封闭开放端部。因而,能够进一步抑制熔融树脂向切槽开口的外侧漏出。另外,熔融树脂因毛细管现象而浸透微小的间隙并在到达该间隙的终点之后,以沿着第一及第二倾斜面的延伸方向延伸的方式发展。因此,在切槽开口侧,溢料不易附着于切槽的内壁面。因而,即使产生溢料也能够简单地除去。
19.例5.在例1~例4任意一个所记载的方法中,可以是,开放端部在周向上比齿部的轭部侧的基端部突出。在这种情况下,从切槽开口侧观察,形成于切槽的内壁面的树脂部被开放端部保护。因此,当利用例如绕线机将绕组安装于齿部时,树脂部不易因绕组或其安装装置而受损。因而,能够抑制由于树脂部的脱落等而产生异物。
20.例6.关于例1~例5任意一个所记载的方法,可以是,还包括第四工序,即在第一工序之后并且在第三工序之前,用一对夹持板将层叠体从其层叠方向夹住,在一对夹持板的与填充空间对置的区域,设置有与填充空间连通的辅助空间,在第三工序中,向填充空间及辅助空间填充熔融状态的树脂而形成树脂部。在这种情况下,在第三工序中,熔融树脂不仅填充于填充空间,也填充于夹持板的辅助空间内。因此,设置于切槽的内壁面的树脂部比层叠体的端面更向外侧突出。因而,当向齿部安装绕组时,绕组不易与层叠体(齿部)的端面抵接。另外,由于绕组与齿部的直线距离变大,因此不易在绕组与齿部之间发生沿面放电。而且,由于树脂部比层叠体的端面更向外侧突出,因此即使树脂部因热而收缩,也容易维持铁芯部件整体通过树脂部紧固的状态。因此,能够抑制位于层叠体的端面侧的铁芯部件的剥
离,并且能够抑制伴随着该剥离而产生的树脂部的缺口、裂纹(裂缝)等。此外,如果产生缺口,则会导致从树脂部脱落的树脂片作为异物向周围飞散,因此在使用定子层叠铁芯构成电动机的情况下,有可能对电动机的性能造成影响。如果产生裂纹,则有可能导致在产生了裂纹的区域,在绕组与层叠体之间发生沿面放电,绕组与层叠体导通。
21.例7.在例6所记载的方法中,可以是,在一对夹持板中,从与填充空间对置的区域到与相邻于该填充空间的齿部的端面的至少一部分对置的区域,连续地设置有辅助空间。在这种情况下,在第三工序中,熔融树脂不仅填充于填充空间,也填充于夹持板的辅助空间内。因此,树脂部形成于切槽的内壁面,并且在该内壁面上蔓延,从而也形成于齿部的端面。因而,当向齿部安装绕组时,绕组不易与层叠体(齿部)的端面抵接。
22.例8.在例6所记载的方法中,可以是,在一对夹持板上,从与填充空间对置的区域到与相邻于该填充空间的齿部的端面的至少一部分对置的区域,连续地设置有辅助空间,以填充空间比辅助空间更向切槽侧突出的方式,使填充空间相对于辅助空间错位。在这种情况下,在第三工序中,熔融树脂不仅填充于填充空间,也填充于夹持板的辅助空间内。因此,树脂部形成于切槽的内壁面,并且在该内壁面上蔓延,从而也形成于齿部的端面。因而,当向齿部安装绕组时,绕组不易与层叠体(齿部)的端面抵接。另外,在这种情况下,以填充空间比辅助空间更向切槽侧突出的方式,使填充空间相对于辅助空间错位。因此,在填充于填充空间及辅助空间的熔融树脂固化而成为树脂部的情况下,以树脂部的填充空间内的树脂主部比树脂部的辅助空间内的树脂端部更向切槽侧突出的方式,使树脂主部相对于树脂端部偏移配置。因而,当向齿部安装绕组时,绕组容易在树脂主部与树脂端部错开的阶梯部分折曲,可使卷绕于齿部的绕组减小直径。其结果是,线圈长度整体变短,因此能够抑制在绕组中产生的发热,并且能够使安装了绕组之后的定子层叠铁芯整体降低高度。
23.例9.在例7或例8所记载的方法中,可以是,一对夹持板具有与齿部的端面局部地抵接的区域。在这种情况下,在齿部的端面形成有被树脂部覆盖的覆盖区域、和未被树脂部覆盖的非覆盖区域。在此,树脂部可通过高温(例如120℃~200℃的程度)的熔融树脂冷却到常温并固化而获得,但是当温度从高温变化到常温时熔融树脂会收缩,因此有可能在树脂部内残留内部应力。在该内部应力大的情况下,容易在树脂部产生缺口、裂纹(裂缝)等。但是,在例9所记载的方法中,由于在齿部的端面存在非覆盖区域,因此可使树脂部的膨胀及收缩在该非覆盖区域缓和,不易在树脂部内残留内部应力。因此,能够抑制树脂部产生裂纹。
24.例10.在例7~例9的任意一个所记载的方法中,可以是,在一对夹持板上,从与填充空间对置的区域到与相邻于该填充空间的轭部的端面的至少一部分对置的区域,连续地设置有辅助空间。在这种情况下,在第三工序中,熔融树脂不仅填充于填充空间,也填充于夹持板的辅助空间内。因此,树脂部形成于切槽的内壁面,并且在该内壁面上蔓延,从而也形成于轭部的端面。因而,当向齿部安装绕组时,绕组不易与层叠体(轭部)的端面抵接。
25.例11.在例10所记载的方法中,可以是,辅助空间的与轭部的端面对置的部分沿着周向呈环状延伸。在这种情况下,由于轭部的端面在更宽范围内被树脂部覆盖,因此绕组更加不易与层叠体(轭部)的端面抵接。
26.例12.在例10或例11所记载的方法中,可以是,辅助空间的与轭部的端面对置的一部分,比辅助空间的与轭部的端面对置的剩余部分更高,且沿着周向延伸。在这种情况下,
当向辅助空间填充熔融树脂时,与辅助空间的该一部分对应地,在轭部的端面形成高度较高且沿周向延伸的树脂壁部。另外,在将多个齿部作为一组来卷绕绕组的情况下(所谓的分布卷绕的情况下),从一个切槽出来的绕组先是朝向轭部前进并以在轭部上爬行的方式延伸,之后再朝向不与一个切槽相邻的其它切槽前进。因此,若利用例12所记载的方法在轭部的端面预先形成了树脂壁部,则能够在进行分布卷绕时将树脂壁部用作绕组的导向件。因而,能够有效地对定子层叠铁芯安装绕组。
27.例13.在例7~例12的任意一个所记载的方法中,可以是,层叠体的端面的与辅助空间对置的部分进行了粗糙化处理,或者比层叠体的端面的其它部分凹陷。在这种情况下,提高了树脂部相对于层叠体的端面的附着性。因此,能够抑制树脂部从层叠体剥离。
28.例14.在例7~例13的任意一个所记载的方法中,可以是,构成辅助空间的凹槽的角部呈带圆角的剖面形状,或者相对于凹槽的底壁面和侧壁面倾斜。在这种情况下,树脂部的从切槽的内壁面蔓延至层叠体的端面的角部成为进行了倒角的状态。因此,当在齿部安装绕组时,容易将绕组沿着树脂部的外形卷绕。因此,由于降低了从绕组作用于树脂部的应力,因此能够抑制树脂部产生缺口、裂纹等。
29.例15.在例7~例14的任意一个所记载的方法中,可以是,随着朝向层叠方向上的层叠体的两端面,齿部的宽度变窄以及/或者轭部的内径变大。在这种情况下,齿部的切槽侧的角部以及/或者轭部的切槽侧的角部成为倾斜的状态。因此,容易确保树脂部的从切槽的内壁面蔓延至层叠体的端面的部分的厚度。因而,能够抑制树脂部的该部分的裂纹。另外,当在齿部上安装绕组时,能够利用树脂部的该部分抑制绕组与齿部以及/或者与轭部之间的绝缘破坏。
30.例16.关于例6~例15的任意一个所记载的方法,可以是,还包括第五工序,即在第一工序之后并且在第三工序之前,在用一对夹持板将层叠体从其层叠方向夹住的状态下,对层叠体从其层叠方向经由一对夹持板附加载荷,以使得层叠体的层叠厚度达到规定的目标层叠厚度。另外,构成层叠体的各铁芯部件的厚度未必相同。因此,如果向全部的层叠体都附加恒定的载荷并在切槽内形成树脂部,利用树脂部紧固多个铁芯部件,则有可能导致各定子层叠铁芯的高度不同。但是,根据例16项所记载的方法,以使得层叠体的层叠厚度达到规定的目标层叠厚度的方式对层叠体附加载荷。因此,所获得的定子层叠铁芯的高度全部大致相同。因而,能够获得符合设计的期望大小的定子层叠铁芯。
31.例17.在例16所记载的方法中,可以是,在第五工序中,将具有目标层叠厚度的高度的止动部件配置于一对夹持板之间,在用一对夹持板将层叠体与止动部件一起从其层叠方向夹住的状态下,以一对夹持板与止动部件抵接的方式,经由一对夹持板对层叠体从其层叠方向附加载荷。在这种情况下,能够利用限制器容易地使层叠体的层叠厚度与目标层叠厚度一致。
32.例18.在例6~例17的任意一个所记载的方法中,可以是,一对夹持板中的至少一方的热膨胀率比层叠体的热膨胀率高。在这种情况下,当向填充空间填充熔融树脂时,夹持板及层叠体被加热,因此夹持板比层叠体膨胀程度大。因此,层叠体被一对夹持板加压。因而,能够抑制填充于填充空间的熔融树脂从夹持板与层叠体之间的间隙漏出。
33.例19.在例6~例18的任意一个所记载的方法中,可以是,为了能够在一对夹持板中夹持不同的层叠厚度的层叠体,而在一对夹持板中的至少一方,在与各芯部件对应的位
置设置各芯部件能够通过的避让部。在这种情况下,在层叠体的层叠厚度相对较大的情况下,芯部件基本上或者完全不通过避让部,但是在层叠体的层叠厚度相对较小的情况下,芯部件的端部通过避让部。因此,能够使可由一对夹持板夹持的层叠体的层叠厚度具有一定的范围。因而,能够用一个树脂填充装置处理不同的层叠厚度的层叠体。
34.例20.在例1~例19的任意一个所记载的方法中,可以是,芯部件的热膨胀率比层叠体的热膨胀率高。在这种情况下,当向填充空间填充熔融树脂时,芯部件及层叠体被加热,因此芯部件比层叠体膨胀程度大。因此,可利用膨胀的芯部件的封闭部更牢固地封闭开放端部。因而,能够进一步抑制熔融树脂向切槽开口的外侧漏出。
35.例21.在例1~例20的任意一个所记载的方法中,可以是,对芯部件的表面实施了脱模处理。在这种情况下,当熔融树脂填充于填充空间并固化之后,容易从切槽内取出芯部件。
36.例22.在例1~例21的任意一个所记载的方法中,可以是,在芯部件设置有供制冷剂流通的流路。在这种情况下,通过在向填充空间填充熔融树脂之后使制冷剂在流路内流通,从而芯部件的体积收缩,因此容易从层叠体的切槽内拔出芯部件。因此,能够缩短从层叠体的切槽内取出芯部件所需要的时间,因此能够提高定子层叠铁芯的生产率。
37.例23.在例22所记载的方法中,可以是,芯部件的至少流路周围部分的导热率比层叠体的导热率高。在这种情况下,可促进芯部件的收缩,因此更加容易从层叠体的切槽内拔出芯部件。
38.例24.关于例1~例23的任意一个所记载的方法,可以是,还包括第六工序,即在第三工序之后向芯部件与层叠体之间施加电压来检查树脂部的绝缘性。在这种情况下,芯部件不仅具有在其与层叠体之间形成填充空间的功能,而且还作为用于进行绝缘检查的要素发挥功能。因此,不需要为了进行绝缘检查而取下中子并向切槽内插入其它检查部件等作业。因而,能够高效地进行绝缘检查。
39.例25.关于例1~例24的任意一个所记载的方法,可以是,还包括第七工序和第八工序,所述第七工序在第一工序之后并且在第三工序之前,将构成为能够在交叉方向上移动的多个扩径部件沿着周向排列并且配置于轭部的内侧,所述第八工序在第七工序之后,使各扩径部件向齿部移动,并使各扩径部件的外周面与层叠体的内周面抵接,从而对层叠体附加交叉方向的朝外的力。在这种情况下,可在利用扩径部件保持了层叠体的形状的状态下,将熔融树脂填充于填充空间。因此,可抑制由熔融树脂的热引起的层叠体的变形。因而,可按照符合设计的期望的形状来制造定子层叠铁芯,因此在使用该定子层叠铁芯构成电动机的情况下,能够提高电动机的性能。
40.例26.在例25所记载的方法中,可以是,各扩径部件的至少外周面由弹性材料构成。在这种情况下,当扩径部件的外周面与层叠体的内周面抵接时,扩径部件的外周面发生弹性变形。因此,即使在多个层叠体之间存在尺寸偏差的情况下,也能够在扩径部件吸收层叠体的尺寸偏差。
41.例27.关于例25或者例26所记载的方法,可以是,还包括第九工序,即在第一工序之后并且在第八工序之前,使多个定位部件与层叠体的外周面抵接,从而进行层叠体的定位,在第八工序中,通过各扩径部件和各定位部件在交叉方向上夹持层叠体。在这种情况下,能够进一步抑制由熔融树脂的热引起的层叠体的变形。
42.例28.在例27所记载的方法中,可以是,定位部件位于在交叉方向上与扩径部件对置的位置。在这种情况下,从扩径部件作用于层叠体的力的大部分被位于在径向上与该扩径部件对置的位置的定位部件阻挡,因此可抑制有助于层叠体的变形的力。因此,能够进一步抑制由熔融树脂的热引起的层叠体的变形。
43.例29.在例27或者例28所记载的方法中,可以是,在第八工序中,各定位部件按压层叠体的外周面。在这种情况下,不仅利用扩径部件从内周面侧朝径向外侧按压层叠体,而且还利用定位部件从外周面侧朝径向内侧按压层叠体。因此,可利用从层叠体的内外进行作用的力来保持层叠体的形状,因此能够进一步抑制由熔融树脂的热引起的层叠体的变形。
44.例30.在例1~例29的任意一个所记载的方法中,可以是,在第二工序中,将定位工具插入多个切槽中的至少两个切槽内,并且向剩余的切槽内插入芯部件,在第三工序之后,进行:从至少两个切槽内拔出定位工具并分别插入芯部件;向至少两个切槽与芯部件之间的填充空间填充熔融状态的树脂而形成树脂部。在这种情况下,可利用层叠体的切槽进行定位,因此极大地提高了定位的精度。因此,可在利用定位部件保持了层叠体的形状的状态下,将熔融树脂填充于填充空间。因而,可抑制由熔融树脂的热引起的层叠体的变形。其结果是,可按照符合设计的期望的形状来制造定子层叠铁芯,因此在使用该定子层叠铁芯构成电动机的情况下,能够提高电动机的性能。
45.例31.在例1~例30的任意一个所记载的方法中,可以是,芯部件通过将在其延伸方向以及与该延伸方向交叉的方向中的至少一方分割而成的多个分割片组合而构成。在这种情况下,可在切槽内组合多个分割片而构成一个芯部件。因此,与将在周围形成有树脂部的状态的一根芯部件从树脂部中拔出的情况相比,容易从树脂部内取出芯部件。
46.例32.在例1~例31的任意一个所记载的方法中,可以是,芯部件的至少一部分呈从一端侧朝向另一端侧缩径的锥形。在这种情况下,容易将在周围形成有树脂部的状态的芯部件从树脂部中拔出。
47.例33.在例1~例32的任意一个所记载的方法中,可以是,在芯部件的周面设置有保护覆膜。在这种情况下,能够抑制芯部件的周面磨损。另外,由于存在保护覆膜,容易进行芯部件从树脂部的脱模。
48.例34.在例1~例33的任意一个所记载的方法中,可以是,在第三工序中填充于填充空间的熔融状态的树脂含有各向异性填料。在这种情况下,能够与各向异性填料的尺寸对应地,提高树脂的流动性(提高树脂向填充空间的填充性)或者抑制树脂从间隙泄漏。
49.例35.在例1~例34的任意一个所记载的方法中,可以是,在第二工序中,将载置有层叠体的输送部件叠放于以多个芯部件朝向上方突出的方式设置的基座部件上,从而分别向载置于输送部件的层叠体的切槽内插入芯部件。在这种情况下,能够同时且简易地将多个芯部件插入对应的切槽内。
50.例36.在例35所记载的方法中,可以是,在基座部件设置有构成为能够在交叉方向上移动的多个扩径部件,第二工序包括:通过将输送部件叠放于基座部件上,从而分别向载置于输送部件的层叠体的切槽内插入芯部件,并且以多个扩径部件沿着周向排列的方式将多个扩径部件配置于轭部的内侧;使各扩径部件向齿部移动,并使各扩径部件的外周面与层叠体的内周面抵接,从而对层叠体附加交叉方向的朝外的力。在这种情况下,与将多个芯
部件插入对应的切槽内同时地,将多个扩径部件配置于层叠体的内部。因此,能够相对于层叠体简易且迅速地配置芯部件及扩径部件。另外,在这种情况下,可在利用扩径部件保持了层叠体的形状的状态下,将熔融树脂填充于填充空间。因此,可抑制由熔融树脂的热引起的层叠体的变形。因而,可按照符合设计的期望的形状来制造定子层叠铁芯,因此在使用该定子层叠铁芯构成电动机的情况下,能够提高电动机的性能。
51.例37.在例35或者例36所记载的方法中,可以是,在第三工序中,将在第二工序中叠放了输送部件的状态的基座部件输送到与输送部件相对于基座部件的叠放位置不同的位置,之后向填充空间填充熔融状态的树脂而形成树脂部。如果在相同的位置进行输送部件向基座部件的叠放和树脂向填充空间的填充,则存在如下倾向,即:由于在上下移动的输送部件或者基座部件的更上方配置有树脂的供给机构,因此导致树脂填充装置整体大型化。但是,根据例37所记载的方法,由于在不同的位置进行输送部件向基座部件的叠放和树脂向填充空间的填充,因此能够使树脂填充装置小型化。
52.例38.在例35~例37的任意一个所记载的方法中,可以是,在输送部件的与比层叠体的轭部更靠内侧对应的区域设置有贯穿孔。在这种情况下,当在切槽的内壁面形成了树脂部之后从基座部件取下了输送部件时,不仅能够从上方侧确认树脂部的形成状态,而且也能够从输送部件侧(下方侧)经由贯穿孔确认树脂部的形成状态。
53.例39.在例1~例38的任意一个所记载的方法中,可以是,层叠体中的切槽的内壁面是凹凸在层叠体的层叠方向上排列的凹凸面。在这种情况下,提高了树脂部相对于切槽的内周面的附着性。因此,能够抑制树脂部从层叠体剥离。
54.例40.在例1~例39的任意一个所记载的方法中,可以是,芯部件构成为能够在切槽内扩张缩小。在这种情况下,通过在配置于切槽内的状态下扩张芯部件,并在将熔融树脂填充于填充空间之后缩小芯部件,从而容易从切槽中拔出芯部件。
55.例41.在例1~例40的任意一个所记载的方法中,可以是,在第三工序中,依次重复向多个切槽中的一部分的切槽的填充空间填充熔融状态的树脂,在全部的切槽的内壁面形成树脂部。如果要一次对全部的切槽的填充空间填充熔融树脂,则具有树脂填充装置整体大型化的倾向。但是,根据例41所记载的方法,由于只要对一部分的切槽的填充空间依次填充熔融树脂即可,因此能够使树脂填充装置小型化。
56.例42.在例1~例41的任意一个所记载的方法中,可以是,在第三工序中,在层叠体的层叠方向上依次重复向填充空间内部分地填充熔融状态的树脂,在整个填充空间内形成树脂部。在这种情况下,将熔融树脂在层叠方向上部分地填充于填充空间。因此,与一次向填充空间填充熔融树脂的情况相比,能够提高熔融树脂向填充空间的填充性。
57.例43.在例1~例42的任意一个所记载的方法中,可以是,在第二工序中,在切槽的内壁面与芯部件的外周面之间,设置有相对于熔融状态的树脂的流路阻力比填充空间小且沿层叠体的层叠方向延伸的树脂注入流路,在第三工序中,经由树脂注入流路向填充空间填充熔融状态的树脂。在这种情况下,在第三工序中,熔融树脂以流路阻力升序的方式从树脂注入流路向填充空间流动。即,熔融树脂充满沿层叠方向延伸的树脂注入流路内,接着,从树脂注入流路朝向填充空间前进并沿着与层叠方向交叉的方向逐渐充满填充空间内。因此,根据例43所记载的方法,与不存在树脂注入流路的情况相比,能够更有效地使熔融树脂充满整个填充空间。此外,在本说明书中所谓的“流路阻力”是指:当在流路(树脂注入流路
或者填充空间)中流动时因作用于熔融树脂的摩擦而产生的能量损失。
58.例44.例1~例43的任意一个所记载的方法中,可以是,各芯部件与将层叠体从其层叠方向夹住的一对夹持板的至少一方、以及/或者配置于层叠体的内部的多个扩径部件的任意一个进行了一体化。
59.例45.在例1~例44的任意一个所记载的方法中,可以是,在树脂部设置有在切槽内相互对置且沿层叠体的层叠方向延伸的一对切口槽。在这种情况下,能够在一对切口槽内安装绝缘纸等绝缘部件。
60.例46.在例1~例45的任意一个所记载的方法中,可以是,在第三工序中,以齿部的前端侧与齿部的基端侧相比温度较低的方式对齿部或者芯部件加热,并且向填充空间填充熔融状态的树脂。在这种情况下,齿部的前端侧的熔融树脂的流动性相对较低。因此,能够抑制熔融树脂从切槽开口漏出。另一方面,在齿部的基端侧,熔融树脂的流动性相对较高。因此,在齿部的基端侧,能够提高熔融树脂向填充空间内的填充性。
61.例47.在例1~例46的任意一个所记载的方法中,可以是,在第三工序中,在填充空间的齿部的前端侧,填充流动性相对较低的熔融状态的树脂,并且在填充空间的齿部的基端部侧,填充流动性相对较高的熔融状态的树脂。在这种情况下,可获得与例46所记载的方法同样的作用效果。
62.例48.在例1~例47的任意一个所记载的方法中,可以是,在第三工序中,以与齿部的填充有熔融状态的树脂的一端面侧相比另一端面侧的温度较低的方式对齿部或者芯部件加热,并且向填充空间填充熔融状态的树脂。在这种情况下,齿部的另一端面侧的熔融树脂的流动性相对较低。因此,能够抑制熔融树脂从熔融树脂的填充口的相反侧漏出。另一方面,在齿部的一端面侧,熔融树脂的流动性相对较高。因此,能够在熔融树脂的填充口侧,提高熔融树脂向填充空间内的填充性。
63.例49.在例1~例48的任意一个所记载的方法中,可以是,在第三工序中,向填充空间填充了流动性相对较低的熔融状态的树脂之后,填充流动性相对较高的熔融状态的树脂。在这种情况下,可获得与例48所记载的方法同样的作用效果。
64.例50.在例1~例49的任意一个所记载的方法中,可以是,在第三工序中,通过设置于芯部件内的树脂流路,向填充空间填充熔融状态的树脂。在这种情况下,由于在填充空间的中途直接注入熔融树脂,因此能够提高熔融树脂向填充空间内的填充性。
65.例51.在例1~例50的任意一个所记载的方法中,可以是,在第三工序中,向填充空间填充了熔融状态的树脂之后,对芯部件进行冷却。在这种情况下,由于进行了热膨胀的芯部件发生收缩,因此容易从切槽中拔出芯部件。
66.例52.在例1~例51的任意一个所记载的方法中,可以是,在第三工序中,对芯部件进行加热,并且向填充空间填充熔融状态的树脂。在这种情况下,能够提高注入填充空间的熔融树脂的流动性。
67.例53.本实施方式的另一例的定子层叠铁芯的制造方法包括:第一工序,获得层叠体,所述层叠体层叠多个铁芯部件而构成,且包含环状的轭部、以及沿着与轭部交叉的交叉方向从轭部延伸的多个齿部;第二工序,向多个齿部中的在轭部的周向上相邻的齿部之间的空间即多个切槽内分别插入芯部件;第三工序,在第一工序之后,用一对夹持板将层叠体从其层叠方向夹住;第四工序,在第一工序之后,以将各切槽的切槽开口封闭的方式在设置
于层叠体的中央的贯穿孔内配置至少一个封闭部件;第五工序,在第二~第四工序之后,向切槽、芯部件、封闭部件之间的填充空间填充熔融状态的树脂而形成树脂部。在一对夹持板上,从与填充空间对置的区域到与相邻于该填充空间的齿部的端面的至少一部分对置的区域,连续地设置有辅助空间。以填充空间比辅助空间更向切槽侧突出的方式,使填充空间相对于辅助空间错位。在第二工序中,芯部件沿着切槽的延伸方向延伸且与切槽的内壁面分离。在第五工序中,向填充空间及辅助空间填充熔融状态的树脂而形成树脂部。
68.在本实施方式的另一例的定子层叠铁芯的制造方法中,在第二工序中,在芯部件配置于切槽内的状态下,芯部件沿着切槽的延伸方向延伸且与切槽的内壁面分离。另外,在第四工序中,封闭部件封闭了切槽开口。因此,当在第三工序中向切槽与芯部件之间的填充空间填充熔融树脂时,由于存在封闭部件而不会从切槽开口漏出熔融树脂,并在切槽的内壁面及切槽开口形成树脂部。因而,能够将层叠体的内周面与转子的外周面之间的空气隙保持为规定的大小。此外,在本实施方式的另一例的定子层叠铁芯的制造方法中,由于利用树脂部封闭了切槽开口,因此通过将预先卷绕成规定形状的绕组插入切槽内,从而能够使用一般的插入装置等在齿部安装绕组(所谓的插入式)。因而,能够利用树脂部确保绕组与层叠体之间的绝缘性,并且能够低成本地进行绕组安装。
69.在本实施方式的另一例的定子层叠铁芯的制造方法中,在第五工序中,不仅向填充空间填充熔融树脂,而且也向夹持板的辅助空间内填充熔融树脂。因此,树脂部形成于切槽的内壁面,并且在该内壁面上蔓延,从而也形成于齿部的端面。因而,当向齿部安装绕组时,绕组不易与层叠体(齿部)的端面抵接。另外,在本实施方式的另一例的定子层叠铁芯的制造方法中,以填充空间比辅助空间更向切槽侧突出的方式,使填充空间相对于辅助空间错位。因此,在填充于填充空间及辅助空间的熔融树脂固化而成为树脂部的情况下,以树脂部的填充空间内的树脂主部比树脂部的辅助空间内的树脂端部更向切槽侧突出的方式,使树脂主部相对于树脂端部偏移配置。因而,当向齿部安装绕组时,绕组容易在树脂主部与树脂端部错开的阶梯部分折曲,可使卷绕于齿部的绕组减小直径。其结果是,线圈长度整体变短,因此能够抑制在绕组中产生的发热,并且能够使安装了绕组之后的定子层叠铁芯整体降低高度。
70.例54.例53所记载的方法,可以是,还包括第六工序,即在第一工序之后并且在第五工序之前,用一对夹持板将层叠体从其层叠方向夹住,在一对夹持板的与填充空间对置的区域,设置有与填充空间连通的辅助空间,在第五工序中,向填充空间及辅助空间填充熔融状态的树脂而形成树脂部。在这种情况下,可获得与例6的方法同样的作用效果。
71.例55.在例54所记载的方法中,可以是,在一对夹持板上,从与填充空间对置的区域到与相邻于该填充空间的齿部的端面的至少一部分对置的区域,连续地设置有辅助空间。在这种情况下,可获得与例7的方法同样的作用效果。
72.例56.在例54所记载的方法中,可以是,在一对夹持板上,从与填充空间对置的区域到与相邻于该填充空间的齿部的端面的至少一部分对置的区域,连续地设置有辅助空间,以填充空间比辅助空间更向切槽侧突出的方式,使填充空间相对于辅助空间错位。在这种情况下,可获得与例8的方法同样的作用效果。
73.例57.在例55或例56所记载的方法中,可以是,一对夹持板具有与齿部的端面局部地抵接的区域。在这种情况下,可获得与例9的方法同样的作用效果。
74.例58.在例55~例57的任意一个所记载的方法中,在一对夹持板上,从与填充空间对置的区域到与相邻于该填充空间的轭部的端面的至少一部分对置的区域,连续地设置有辅助空间。在这种情况下,可获得与例10的方法同样的作用效果。
75.例59.在例58所记载的方法中,可以是,辅助空间的与轭部的端面对置的部分沿着周向呈环状延伸。在这种情况下,可获得与例11的方法同样的作用效果。
76.例60.在例58或例59所记载的方法中,可以是,辅助空间的与轭部的端面对置的一部分,比辅助空间的与轭部的端面对置的剩余部分更高,且沿着周向延伸。在这种情况下,可获得与例12的方法同样的作用效果。
77.例61.在例55~例60的任意一个所记载的方法中,可以是,层叠体的端面的与辅助空间对置的部分进行了粗糙化处理,或者比层叠体的端面的其它部分凹陷。在这种情况下,可获得与例13的方法同样的作用效果。
78.例62.在例55~例61的任意一个所记载的方法中,可以是,构成辅助空间的凹槽的角部呈带圆角的剖面形状,或者相对于凹槽的底壁面和侧壁面倾斜。在这种情况下,可获得与例14的方法同样的作用效果。
79.例63.在例55~例62的任意一个所记载的方法中,可以是,随着朝向层叠方向上的层叠体的两端面,齿部的宽度变窄以及/或者轭部的内径变大。在这种情况下,可获得与例15的方法同样的作用效果。
80.例64.例54~例63的任意一个所记载的方法,可以是,还包括第七工序,即在第一工序之后并且在第五工序之前,在用一对夹持板将层叠体从其层叠方向夹住的状态下,对层叠体从其层叠方向经由一对夹持板附加载荷,以使得层叠体的层叠厚度达到规定的目标层叠厚度。在这种情况下,可获得与例16的方法同样的作用效果。
81.例65.在例64所记载的方法中,可以是,在第七工序中,将具有目标层叠厚度的高度的止动部件配置于一对夹持板之间,在用一对夹持板将层叠体与止动部件一起从其层叠方向夹住的状态下,以一对夹持板与止动部件抵接的方式,经由一对夹持板对层叠体从其层叠方向附加载荷。在这种情况下,可获得与例17的方法同样的作用效果。
82.例66.在例54~例65的任意一个所记载的方法中,可以是,一对夹持板中的至少一方的热膨胀率比层叠体的热膨胀率高。在这种情况下,可获得与例18的方法同样的作用效果。
83.例67.在例53~例66的任意一个所记载的方法中,可以是,为了能够在一对夹持板中夹持不同的层叠厚度的层叠体,而在一对夹持板中的至少一方,在与各芯部件对应的位置设置各芯部件能够通过的避让部。在这种情况下,可获得与例19的方法同样的作用效果。
84.例68.在例53~例67的任意一个所记载的方法中,可以是,芯部件的热膨胀率比层叠体的热膨胀率高。在这种情况下,可获得与例20的方法同样的作用效果。
85.例69.在例53~例68的任意一个所记载的方法中,可以是,对芯部件的表面实施了脱模处理。在这种情况下,可获得与例21的方法同样的作用效果。
86.例70.在例53~例69的任意一个所记载的方法中,可以是,在芯部件设置有供制冷剂流通的流路。在这种情况下,可获得与例22的方法同样的作用效果。
87.例71.在例70所记载的方法中,可以是,芯部件的至少流路周围部分的导热率比层叠体的导热率高。在这种情况下,可获得与例23的方法同样的作用效果。
88.例72.例53~例71的任意一个所记载的方法,可以是,还包括第八工序,即在第五工序之后向芯部件与层叠体之间施加电压来检查树脂部的绝缘性。在这种情况下,可获得与例24的方法同样的作用效果。
89.例73.在例53~例72的任意一个所记载的方法中,可以是,在第四工序中,将构成为能够在交叉方向上移动的多个封闭部件沿着周向排列并且配置于轭部的内侧,之后使各封闭部件向齿部移动,从而使各封闭部件的外周面与切槽开口抵接,并对层叠体附加交叉方向的朝外的力。在这种情况下,可获得与例25的方法同样的作用效果。
90.例74.在例73所记载的方法中,可以是,各封闭部件的至少外周面由弹性材料构成。在这种情况下,可获得与例26的方法同样的作用效果。
91.例75.例73或者例74所记载的方法,可以是,还包括第九工序,所述第九工序在第一工序之后并且在第四工序之前,使多个定位部件与层叠体的外周面抵接,从而进行层叠体的定位,在第四工序中,通过各封闭部件和各定位部件在交叉方向上夹持层叠体。在这种情况下,可获得与例27的方法同样的作用效果。
92.例76.在例75所记载的方法中,可以是,定位部件位于在交叉方向上与封闭部件对置的位置。在这种情况下,可获得与例28的方法同样的作用效果。
93.例77.在例75或者例76所记载的方法中,可以是,在第四工序中,各定位部件按压层叠体的外周面。在这种情况下,可获得与例29的方法同样的作用效果。
94.例78.在例53~例77的任意一个所记载的方法中,可以是,在第二工序中,将定位工具插入多个切槽中的至少两个切槽内,并且向剩余的切槽内插入芯部件,在第五工序之后,进行:从至少两个切槽内拔出定位工具并分别插入芯部件;向至少两个切槽与芯部件之间的填充空间填充熔融状态的树脂而形成树脂部。在这种情况下,可获得与例30的方法同样的作用效果。
95.例79.在例53~例78的任意一个所记载的方法中,可以是,芯部件通过将在其延伸方向以及与该延伸方向交叉的方向中的至少一方分割而成的多个分割片组合而构成。在这种情况下,可获得与例31的方法同样的作用效果。
96.例80.在例53~例79的任意一个所记载的方法中,可以是,芯部件的至少一部分呈从一端侧朝向另一端侧缩径的锥形。在这种情况下,可获得与例32的方法同样的作用效果。
97.例81.在例53~例80的任意一个所记载的方法中,可以是,在芯部件的周面设置有保护覆膜。在这种情况下,可获得与例33的方法同样的作用效果。
98.例82.在例53~例81的任意一个所记载的方法中,可以是,在第五工序中填充于填充空间的熔融状态的树脂含有各向异性填料。在这种情况下,可获得与例34的方法同样的作用效果。
99.例83.在例53~例82的任意一个所记载的方法中,可以是,在第二工序中,将载置有层叠体的输送部件叠放于以多个芯部件朝向上方突出的方式设置的基座部件上,从而分别向载置于输送部件的层叠体的切槽内插入芯部件。在这种情况下,可获得与例35的方法同样的作用效果。
100.例84.在例83所记载的方法中,可以是,在基座部件设置有构成为能够在交叉方向上移动的多个扩径部件,第二工序包括:通过将输送部件叠放于基座部件上,从而分别向载置于输送部件的层叠体的切槽内插入芯部件,并且以多个扩径部件沿着周向排列的方式将
多个扩径部件配置于轭部的内侧;使各扩径部件向齿部移动,并使各扩径部件的外周面与层叠体的内周面抵接,从而对层叠体附加交叉方向的朝外的力。在这种情况下,可获得与例36的方法同样的作用效果。
101.例85.在例83或者例84所记载的方法中,可以是,在第五工序中,将在第二工序中叠放了输送部件的状态的基座部件输送到与输送部件相对于基座部件的叠放位置不同的位置,之后向填充空间填充熔融状态的树脂而形成树脂部。在这种情况下,可获得与例37的方法同样的作用效果。
102.例86.在例83~例85的任意一个所记载的方法中,可以是,在输送部件的与比层叠体的轭部更靠内侧对应的区域设置有贯穿孔。在这种情况下,可获得与例38的方法同样的作用效果。
103.例87.在例53~例86的任意一个所记载的方法中,可以是,层叠体中的切槽的内壁面是凹凸在层叠体的层叠方向上排列的凹凸面。在这种情况下,可获得与例39的方法同样的作用效果。
104.例88.在例53~例87的任意一个所记载的方法中,可以是,芯部件构成为能够在切槽内扩张缩小。在这种情况下,可获得与例40的方法同样的作用效果。
105.例89.在例53~例88的任意一个所记载的方法中,可以是,在第五工序中,重复向多个切槽中的一部分的切槽中的填充空间填充熔融状态的树脂,在全部的切槽的内壁面形成树脂部。在这种情况下,可获得与例41的方法同样的作用效果。
106.例90.在例53~例89的任意一个所记载的方法中,可以是,在第五工序中,在层叠体的层叠方向上依次重复向填充空间内部分地填充熔融状态的树脂,在整个填充空间内形成树脂部。在这种情况下,可获得与例42的方法同样的作用效果。
107.例91.在例53~例90的任意一个所记载的方法中,可以是,在第二工序中,在切槽的内壁面与芯部件的外周面之间,设置有相对于熔融状态的树脂的流路阻力比填充空间小且沿层叠体的层叠方向延伸的树脂注入流路,在第三工序中,经由树脂注入流路向填充空间填充熔融状态的树脂。在这种情况下,可获得与例43的方法同样的作用效果。
108.例92.例53~例91的任意一个所记载的方法中,可以是,各芯部件与将层叠体从其层叠方向夹住的一对夹持板的至少一方、以及/或者配置于层叠体的内部的多个扩径部件的任意一个进行了一体化。
109.例93.在例53~例92的任意一个所记载的方法中,可以是,在树脂部设置有在切槽内相互对置且沿层叠体的层叠方向延伸的一对切口槽。在这种情况下,可获得与例45的方法同样的作用效果。
110.例94.在例53~例93的任意一个所记载的方法中,可以是,在第五工序中,以齿部的前端侧与齿部的基端侧相比温度较低的方式对齿部或者芯部件加热,并且向填充空间填充熔融状态的树脂。在这种情况下,可获得与例46的方法同样的作用效果。
111.例95.在例53~例94的任意一个所记载的方法中,可以是,在第五工序中,在填充空间中的齿部的前端侧,填充流动性相对较低的熔融状态的树脂,并且在填充空间中的齿部的基端部侧,填充流动性相对较高的熔融状态的树脂。在这种情况下,可获得与例47项所记载的方法同样的作用效果。
112.例96.在例53~例95的任意一个所记载的方法中,可以是,在第五工序中,以与齿
部的填充有熔融状态的树脂的一端面侧相比另一端面侧的温度较低的方式对齿部或者芯部件加热,并且向填充空间填充熔融状态的树脂。在这种情况下,可获得与例48的方法同样的作用效果。
113.例97.在例53~例96的任意一个所记载的方法中,可以是,在第五工序中,向填充空间填充了流动性相对较低的熔融状态的树脂之后,填充流动性相对较高的熔融状态的树脂。在这种情况下,可获得与例49所记载的方法同样的作用效果。
114.例98.在例53~例97的任意一个所记载的方法中,可以是,在第五工序中,通过设置于芯部件内的树脂流路,向填充空间填充熔融状态的树脂。在这种情况下,可获得与例50的方法同样的作用效果。
115.例99.在例53~例98的任意一个所记载的方法中,可以是,在第五工序中,向填充空间填充了熔融状态的树脂之后,对芯部件进行冷却。在这种情况下,可获得与例51的方法同样的作用效果。
116.例100.在例53~例99的任意一个所记载的方法中,可以是,在第五工序中,对芯部件进行加热,并且向填充空间填充熔融状态的树脂。在这种情况下,可获得与例52的方法同样的作用效果。
117.例101.本实施方式的另一例的定子层叠铁芯具备:层叠体,其层叠多个铁芯部件而构成,且包含环状的轭部、以及沿着与轭部交叉的交叉方向从轭部延伸的多个齿部;树脂部,其以覆盖多个齿部中的在轭部的周向上相邻的齿部之间的空间即切槽的内壁面的方式设置。树脂部未封闭切槽的切槽开口侧的开放端部。本实施方式的另一例的定子层叠铁芯实现与例1的方法同样的作用效果。
118.例102.在例101所记载的定子层叠铁芯中,可以是,树脂部未设置于切槽的开放端部的内壁面。在这种情况下,可获得与例2的方法同样的作用效果。
119.例103.在例102所记载的定子层叠铁芯中,可以是,开放端部的内壁面具有相对于齿部的延伸方向倾斜的倾斜面。在这种情况下,可获得与例4的方法同样的作用效果。
120.例104.在例101~例103的任意一个所记载的定子层叠铁芯中,可以是,开放端部在周向上比齿部的轭部侧的基端部突出。在这种情况下,可获得与例5的方法同样的作用效果。
121.例105.在例104所记载的定子层叠铁芯中,可以是,树脂部在周向上不比开放端部突出。在这种情况下,可获得与例5的方法同样的作用效果。
122.例106.在例101~例105的任意一个所记载的定子层叠铁芯中,可以是,树脂部在层叠体的层叠方向上比层叠体的端面更向外方突出。在这种情况下,可获得与例6的方法同样的作用效果。
123.例107.在例106所记载的定子层叠铁芯中,可以是,树脂部以从切槽的内壁面蔓延至齿部的端面的方式形成于齿部的端面的至少一部分。在这种情况下,可获得与例7的方法同样的作用效果。
124.例108.在例107所记载的定子层叠铁芯中,可以是,齿部的端面具有被树脂部覆盖的覆盖区域、和未被树脂部覆盖的非覆盖区域。在这种情况下,可获得与例9的方法同样的作用效果。
125.例109.在例107或者例108所记载的定子层叠铁芯中,可以是,树脂部以从切槽的
内壁面蔓延至轭部的端面的方式形成于轭部的端面的至少一部分。在这种情况下,可获得与例10的方法同样的作用效果。
126.例110.在例109所记载的定子层叠铁芯中,可以是,树脂部的形成于轭部的端面的部分沿着周向呈环状延伸。在这种情况下,可获得与例11的方法同样的作用效果。
127.例111.在例109~例110的任意一个所记载的定子层叠铁芯中,可以是,树脂部的位于轭部的端面的一部分是高度比剩余部分高且沿周向延伸的树脂壁部。在这种情况下,可获得与例12的方法同样的作用效果。
128.例112.在例107~例111的任意一个所记载的定子层叠铁芯中,可以是,以树脂部的设置于切槽的内壁面的树脂主部比树脂部的设置于层叠体的端面的树脂端部更向切槽侧突出的方式,使树脂主部相对于树脂端部偏移配置。在这种情况下,可获得与例8的方法同样的作用效果。
129.例113.在例112所记载的定子层叠铁芯中,可以是,树脂部的设于层叠体的端面的树脂端部的角部进行了倒角。在这种情况下,可获得与例14的方法同样的作用效果。
130.例114.在例107~例113的任意一个所记载的定子层叠铁芯中,可以是,层叠体的端面的被树脂部覆盖的部分进行了粗糙化处理、或者比层叠体的端面的其它部分凹陷。在这种情况下,可获得与例13的方法同样的作用效果。
131.例115.在例107~例114的任意一个所记载的定子层叠铁芯中,可以是,随着朝向层叠体的层叠方向上的层叠体的两端面,齿部的宽度变窄以及/或者轭部的内径变大。在这种情况下,可获得与例15的方法同样的作用效果。
132.例116.在例101~例115的任意一个所记载的定子层叠铁芯中,可以是,在树脂部中包含各向异性填料。在这种情况下,可获得与例34的方法同样的作用效果。
133.例117.在例101~例116的任意一个所记载的定子层叠铁芯中,可以是,层叠体中的切槽的内壁面是凹凸在层叠体的层叠方向上排列的凹凸面。在这种情况下,可获得与例39的方法同样的作用效果。
134.例118.在例101~例117的任意一个所记载的定子层叠铁芯中,可以是,在树脂部设置有在切槽内相互对置且沿层叠体的层叠方向延伸的一对切口槽。在这种情况下,可获得与例45的方法同样的作用效果。
135.例119.本实施方式的另一例的定子层叠铁芯具备:层叠体,其层叠多个铁芯部件而构成,且包含环状的轭部、以及沿着与轭部交叉的交叉方向从轭部延伸的多个齿部;树脂部,其以覆盖多个齿部中的在轭部的周向上相邻的齿部之间的空间即切槽的内壁面并且将切槽的切槽开口封闭的方式设置。以树脂部的设置于切槽的内壁面的树脂主部比树脂部的设置于齿部及轭部的端面的树脂端部更向切槽侧突出的方式,使树脂主部相对于树脂端部偏移配置。本实施方式的另一例的定子层叠铁芯实现与例53的方法同样的作用效果。
136.例120.在例119所记载的定子层叠铁芯中,可以是,树脂部在层叠体的层叠方向上比层叠体的端面更向外方突出。在这种情况下,可获得与例6的方法同样的作用效果。
137.例121.在例120所记载的定子层叠铁芯中,可以是,树脂部以从切槽的内壁面蔓延至齿部的端面的方式形成于齿部的端面的至少一部分。在这种情况下,可获得与例7的方法同样的作用效果。
138.例122.在例121所记载的定子层叠铁芯中,可以是,齿部的端面具有被树脂部覆盖
的覆盖区域、和未被树脂部覆盖的非覆盖区域。在这种情况下,可获得与例9的方法同样的作用效果。
139.例123.在例121或者例122所记载的定子层叠铁芯中,可以是,树脂部以从切槽的内壁面蔓延至轭部的端面的方式形成于轭部的端面的至少一部分。在这种情况下,可获得与例10的方法同样的作用效果。
140.例124.在例123所记载的定子层叠铁芯中,可以是,树脂部的形成于轭部的端面的部分沿着周向呈环状延伸。在这种情况下,可获得与例11的方法同样的作用效果。
141.例125.在例123或者例124所记载的定子层叠铁芯中,可以是,树脂部的位于轭部的端面的一部分是高度比剩余部分高且沿周向延伸的树脂壁部。在这种情况下,可获得与例12的方法同样的作用效果。
142.例126.在例121~例125的任意一个所记载的定子层叠铁芯中,可以是,以树脂部的设置于切槽的内壁面的树脂主部比树脂部的设置于层叠体的端面的树脂端部更向切槽侧突出的方式,使树脂主部相对于树脂端部偏移配置。在这种情况下,可获得与例8的方法同样的作用效果。
143.例127.在例126所记载的定子层叠铁芯中,可以是,树脂端部的角部进行了倒角。在这种情况下,可获得与例14的方法同样的作用效果。
144.例128.在例121~例127的任意一个所记载的定子层叠铁芯中,可以是,层叠体的端面的被树脂部覆盖的部分进行了粗糙化处理、或者比层叠体的端面的其它部分凹陷。在这种情况下,可获得与例13的方法同样的作用效果。
145.例129.在例121~例128的任意一个所记载的定子层叠铁芯中,可以是,随着朝向层叠体的层叠方向上的层叠体的两端面,齿部的宽度变窄以及/或者轭部的内径变大。在这种情况下,可获得与例15的方法同样的作用效果。
146.例130.在例119~例129的任意一个所记载的定子层叠铁芯中,可以是,在树脂部中包含各向异性填料。在这种情况下,可获得与例34的方法同样的作用效果。
147.例131.在例119~例130的任意一个所记载的方法中,可以是,层叠体中的切槽的内壁面是凹凸在层叠体的层叠方向上排列的凹凸面。在这种情况下,可获得与例39的方法同样的作用效果。
148.例132.在例119~例131的任意一个所记载的方法中,可以是,在树脂部设置有在切槽内相互对置且沿层叠体的层叠方向延伸的一对切口槽。在这种情况下,可获得与例45的方法同样的作用效果。
149.<实施方式的例示>下面参照附图对本公开的实施方式的一例更详细地进行说明。在以下的说明中,对于相同要素或者具有相同功能的要素使用相同的附图标记,并省略重复的说明。
150.[定子层叠铁芯的结构]首先,参照图1至图4对定子层叠铁芯1的结构进行说明。定子层叠铁芯1是定子(stator)的一部分。定子在定子层叠铁芯1上安装有绕组。定子与转子(rotor)组合而构成电动机(马达)。
[0151]
定子层叠铁芯1具备层叠体2和多个树脂部3。层叠体2呈圆筒形状。即,在层叠体2的中央部分设置有沿着中心轴ax延伸的贯穿孔2a。在贯穿孔2a内能够配置转子。
[0152]
层叠体2具有轭部4和多个齿部5。轭部4呈圆环状并以围绕中心轴ax的方式延伸。轭部4的径向(下面简称为“径向”)上的宽度、内径、外径以及厚度分别能够根据电动机的用途及性能而设定成各种大小。
[0153]
在层叠体2(轭部4)的外周面设置有多个凹槽6(在图1中是六个异形部)。在层叠体2设置有一对凹槽6a和四个凹槽6b。凹槽6向中心轴ax侧凹陷。凹槽6在层叠体2的层叠方向(下面简称为“层叠方向”)上从层叠体2的一个端面向另一端面呈直线状延伸。一对凹槽6a关于中心轴ax对置。四个凹槽6b在轭部4的周向(下面简称为“周向”)上大致等间隔地排列。
[0154]
可以是,在轭部4的外周面一体地设置有向径向外侧突出的多个耳部(未图示)。可以是,在该耳部设置有在层叠体2的层叠方向上贯穿耳部的贯穿孔。贯穿孔例如作为螺栓的插通孔发挥功能,所述螺栓的插通孔用于将定子层叠铁芯1固定于电动机的壳体(未图示)。耳部的数量(贯穿孔的数量)可以根据定子层叠铁芯1的种类等适当设定。
[0155]
各齿部5以从轭部4的内缘朝向中心轴ax侧的方式沿着径向(相对于轭部4交叉的方向)延伸。即,各齿部5从轭部4的内缘朝向中心轴ax侧突出。在层叠体2中,四十八个齿部5与轭部4一体地形成。各齿部5在周向上大致等间隔地排列。在相邻的齿部5之间,划定了用于配置绕组(未图示)的空间即切槽7。
[0156]
如图2及图3详细示出的那样,各齿部5包括基端部5a、开放端部5b。基端部5a从轭部4延伸,从上方观察呈矩形状。开放端部5b相对于基端部5a而言设置于中心轴ax侧的端部。开放端部5b也是齿部5的中心轴ax侧的前端部。开放端部5b与在周向上相邻的其它开放端部5b分离。因此,在周向上相邻的开放端部5b彼此之间,划定了沿着层叠方向延伸的狭缝状的开口(切槽开口)8。切槽7与开口8连通。
[0157]
开放端部5b在周向上比基端部5a突出。即,开放端部5b的宽度比基端部5a宽,并具有在周向上比基端部5a更靠外方的一对突出部5c。突出部5c呈梯形形状。突出部5c的内壁面f1随着沿径向朝向开口8而接近在周向上相邻的其它的齿部5。即,突出部5c的内壁面f1相对于齿部5的延伸方向(径向)倾斜。换言之,开放端部5b具有相对于齿部5的延伸方向倾斜的倾斜面即内壁面f1(第一倾斜面)。
[0158]
层叠体2层叠多个冲裁部件w(铁芯部件)而构成。冲裁部件w是将后述的电磁钢板es(金属板、被加工板)冲裁成规定形状的板状体,且呈与层叠体2对应的形状。层叠体2也可以通过所谓的旋转层叠构成。所谓的“旋转层叠”是指使冲裁部件w彼此的角度相对地偏移来层叠多个冲裁部件w。实施旋转层叠的主要目的是抵消层叠体2的板厚偏差。旋转层叠的角度可以设定成任意的大小。
[0159]
多个树脂部3分别在切槽7内一一对应设置。具体而言,如图2~图4所示,树脂部3包括主部3a和端部3b。主部3a以覆盖切槽7的比开放端部5b更靠近内侧(轭部4侧)的内壁面f2的方式配置。即,主部3a(树脂部3)未覆盖开放端部5b的内壁面,也未封闭开放端部5b及开口8。而且,主部3a(树脂部)也不覆盖层叠体2(齿部5)的内周面。主部3a的厚度可以基于树脂部3的介电常数、采用定子层叠铁芯1的电动机的使用电压而适当设定。主部3a的厚度例如可以比突出部5c的突出量小,并可以是0.2mm程度。在这种情况下,主部3a在周向上不比开放端部5b(突出部5c)突出。
[0160]
端部3b在层叠方向上分别一体地设置于主部3a的上端及下端,并从内壁面f2蔓延
至层叠体2的端面(轭部4的端面f3及齿部5的端面f4)。端部3b在层叠方向上比端面f3、f4向外方突出,并且局部地覆盖端面f3、f4。即,端面f3、f4分别具有被树脂部3覆盖的覆盖区域r1、和未被树脂部3覆盖的非覆盖区域r2(参照图4)。在本实施方式中,端面f4(齿部5)的非覆盖区域r2沿着齿部5的延伸方向(层叠体2的径向)呈直线状延伸。因此,在齿部5上,在周向上相邻的树脂部3的端部3b彼此不连接。
[0161]
在本实施方式中,树脂部3的角部进行了倒角。因此,也对树脂部3中的从内壁面f2蔓延至端面f3、f4的角部进行了倒角。作为倒角的形状,可以是r倒角,也可以是c倒角,只要是该角部被切削的状态,例如也可以是梯形形状、阶梯状等其它的形状。或者也可以是,树脂部3的主部3a或者端部3b以沿着安装于齿部5的绕组的形状的方式呈凹部和凸部在齿部的延伸方向上交替排列的凹凸状。
[0162]
[定子层叠铁芯的制造装置]接着,参照图5对定子层叠铁芯1的制造装置100进行说明。
[0163]
制造装置100是用于从带状的金属板即电磁钢板es来制造定子层叠铁芯1的装置。制造装置100具备开卷机110、送出装置120、冲裁装置130、树脂填充装置200、以及控制器140(控制部)。
[0164]
开卷机110在安装有卷材111的状态下将卷材111可旋转地保持,所述卷材111是卷绕成卷状的带状的电磁钢板es。送出装置120具有从上下将电磁钢板es夹住的一对辊121、122。一对辊121、122基于来自控制器140的指示信号而进行旋转以及停止,将电磁钢板es朝向冲裁装置130单向且间歇地依次送出。
[0165]
构成线圈材料111的电磁钢板es的长度例如可以是500m至10000m的程度。电磁钢板es的厚度例如可以是0.1mm至0.5mm的程度。从获得具有更好的磁特性的定子层叠铁芯1的观点出发,电磁钢板es的厚度例如可以是0.1mm至0.3mm的程度。电磁钢板es的宽度例如可以是50mm至500mm的程度。
[0166]
冲裁装置130基于来自控制器140的指示信号进行工作。冲裁装置130具有:对通过送出装置120间歇地送出的电磁钢板es依次进行冲裁加工而形成冲裁部件w的功能、以及将通过冲裁加工所获得的冲裁部件w依次层叠来制造层叠体2的功能。
[0167]
层叠体2在从冲裁装置130排出后被载置于输送机cv,该输送机cv以在冲裁装置130与树脂填充装置200之间延伸的方式设置。输送机cv基于来自控制器140的指示进行工作,并将层叠体2向树脂填充装置200送出。此外,在冲裁装置130与树脂填充装置200之间,也可以通过输送机cv以外的方式来输送层叠体2。例如,层叠体2可以在载置于容器的状态下通过人手输送。
[0168]
树脂填充装置200具有如下功能,即:向填充空间v1(后述)填充熔融状态的树脂,使构成层叠体2的冲裁部件w彼此连接。对于树脂填充装置200的详情将会在后面进行说明。
[0169]
控制器140例如基于存储介质(未图示)中所存储的程序或者操作员的操作输入等而生成分别用于使送出装置120和冲裁装置130工作的指示信号,并向送出装置120和冲裁装置130发送。
[0170]
[树脂填充装置的结构]接着,参照图6~图9对树脂填充装置200的结构进行说明。树脂填充装置200具备:下模210(夹持板)、多个引导轴220、多个定位块230a(定位部件)、多个定位销230b(定位部
件)、一对溢流板240(夹持板)、扩径工具250、多个芯部件260、下侧隔板270(夹持板)、上侧隔板280(夹持板)、以及上模290。
[0171]
如图6所示,下模210是呈矩形状的板状部件。下模210构成为能够对所载置的层叠体2进行保持。在下模210设置有:多个插入孔211、多个插入孔212、多个插入孔213、多个插入孔214、以及多个导轨215。
[0172]
在本实施方式中,在下模210设置有四个插入孔211。各插入孔211一一位于下模210的四角。插入孔211具有与引导轴220的外形对应的形状。在本实施方式中,插入孔211呈圆形状。
[0173]
在本实施方式中,在下模210设置有两个插入孔212。插入孔212分别位于下模210的一对外缘附近,且关于下模210的中心部对置。插入孔212具有与定位块230a对应的形状。在本实施方式中,插入孔212呈大致矩形状。
[0174]
在本实施方式中,在下模210设置有四个插入孔213。插入孔213比插入孔211更靠内侧,并一一位于下模210的四角。插入孔213具有与定位销230b的外形对应的形状。在本实施方式中,插入孔213呈圆形状。
[0175]
在本实施方式中,在下模210设置有四十八个插入孔214。多个插入孔214比插入孔211~213更靠内侧,并大致等间隔地排列成圆形。各插入孔214配置在与载置于下模210的状态的层叠体2的各切槽7一一对应的位置。插入孔214具有与芯部件260对应的形状且大小与芯部件260为同等程度。在本实施方式中,插入孔214呈大致梯形形状。插入孔214从下模210的中心部向外侧呈放射状延伸。构成插入孔214的一对底边中的短边侧位于靠近下模210的中心部。构成插入孔214的一对底边中的长边侧位于靠近下模210的外缘。
[0176]
在本实施方式中,四个导轨215以从下模210的表面向上方突出的方式设置。多个导轨215比插入孔214更靠内侧,并大致等间隔地排列成圆形。导轨215从下模210的中心部向外侧呈放射状延伸。
[0177]
各引导轴220分别固定于对应的插入孔211内。即,在本实施方式中,树脂填充装置200具备数量与插入孔211相同的四根引导轴220。引导轴220呈圆柱形状。在各引导轴220的上端附近安装有未图示的保持器(例如滚珠保持器)。该各保持器通过未图示的弹性部件(例如压缩螺旋弹簧)被向上方施力。
[0178]
各定位块230a分别固定于对应的插入孔212内。即,在本实施方式中,树脂填充装置200具备数量与插入孔211相同的两个定位块230a。定位块230a呈大致长方体形状。在定位块230a的一个侧面设置有沿上下方向呈直线状延伸的突条231。定位块230a以突条231朝向下模210的中心部侧的方式配置于插入孔212内。
[0179]
各定位销230b分别固定于对应的插入孔213内。即,在本实施方式中,树脂填充装置200具备数量与插入孔213相同的四个定位销230b。定位销230b呈圆柱形状。
[0180]
溢流板240(下面简记为“板240”)是呈圆环状的薄板。在板240设置有:一个贯穿孔240a、多个贯穿孔242、多个贯穿孔243、以及多个贯穿孔244。贯穿孔240a呈圆形状,且位于板240的中心部。贯穿孔240a可以与层叠体2的内径为同等程度或者比层叠体2的内径稍大。
[0181]
在本实施方式中,在板240设置有两个贯穿孔242。贯穿孔242分别位于板240的外周缘附近,且隔着贯穿孔240a对置。贯穿孔242具有与定位块230a对应的形状。在本实施方式中,贯穿孔242呈大致矩形状。
[0182]
在本实施方式中,在板240设置有四个贯穿孔243。贯穿孔243沿着板240的外周缘大致等间隔地排列成圆形。贯穿孔243具有与定位销230b的外形对应的形状。在本实施方式中,贯穿孔243呈圆形状。
[0183]
在本实施方式中,在板240设置有四十八个贯穿孔244。多个贯穿孔244比贯穿孔242、243更靠内侧,并以围绕贯穿孔240a的方式大致等间隔地排列成圆形。各贯穿孔244配置在与载置于下模210的状态的层叠体2的各切槽7一一对应的位置。贯穿孔244具有与芯部件260对应的形状且比芯部件260大一圈。在本实施方式中,贯穿孔244呈大致梯形形状。贯穿孔244从贯穿孔240a向外侧呈放射状延伸。构成贯穿孔244的一对底边中的短边侧位于靠近贯穿孔240a。构成贯穿孔244的一对底边中的长边侧位于靠近板240的外周缘。
[0184]
扩径工具250包括多个扩径部件251、以及按压部件252。扩径部件251从上方观察呈扇形状。扩径部件251例如可以通过将圆环状的柱状体分割成多个而获得。扩径部件251的上表面及下表面都是由圆弧状的外周缘、长度比该外周缘短的圆弧状的内周缘、连接外周缘的一端与内周缘的一端的直线状的侧缘、以及连接外周缘的另一端与内周缘的另一端的直线状的侧缘构成。扩径部件251的内周面253呈随着朝向下方而接近内侧的倾斜面。
[0185]
在扩径部件251的下表面设置有凹槽254(参照图10等)。凹槽254呈在扩径部件251的内周面253与外周面之间延伸的长孔状。能够向凹槽254内插入对应的导轨215。凹槽254的长度比导轨215的长度长。因此,扩径部件251能够沿导轨215的延伸方向移动。
[0186]
按压部件252配置于扩径部件251的内周面253内。按压部件252呈随着朝向前端(下端)而缩径的圆锥台形状。因此,按压部件252的外周面呈锥面状,且具有与扩径部件251的内周面253对应的形状。
[0187]
如图7所示,芯部件260呈具有大致梯形形状的底面的四棱柱形状。在本实施方式中,树脂填充装置200具备:数量与插入孔214及贯穿孔244、274、284相同的四十八个芯部件260。
[0188]
如图7及图8所示,下侧隔板270(下面简记为“板270”)是呈矩形状的板状部件。在板270设置有:一个贯穿孔270a、多个贯穿孔271、多个贯穿孔272、多个贯穿孔273、多个贯穿孔274、以及多个贯穿孔275。贯穿孔270a呈圆形状,且位于板270的中心部。贯穿孔270a可以与层叠体2的内径为同等程度或者比层叠体2的内径稍大。
[0189]
在本实施方式中,在板270设置有四个贯穿孔271。各贯穿孔271一一位于板270的四角。在各贯穿孔271内,插通有位于引导轴220的上端附近的保持器。因此,板270能够相对于引导轴220沿着其延伸方向(上下方向)滑动。在本实施方式中,贯穿孔271呈圆形状。
[0190]
在本实施方式中,在板270设置有两个贯穿孔272。贯穿孔272分别位于板270的一对外缘附近,且隔着贯穿孔270a对置。贯穿孔272具有与定位块230a对应的形状。在本实施方式中,贯穿孔272呈大致矩形状。
[0191]
在本实施方式中,在板270设置有四个贯穿孔273。贯穿孔273比贯穿孔271更靠内侧,并一一位于板270的四角。贯穿孔273具有与定位销230b的外形对应的形状。在本实施方式中,贯穿孔273呈圆形状。
[0192]
在本实施方式中,在板270设置有四十八个贯穿孔274。多个贯穿孔274比贯穿孔271~273更靠内侧,并以围绕贯穿孔270a的方式大致等间隔地排列成圆形。各贯穿孔274配置在与载置于下模210的状态的层叠体2的各切槽7一一对应的位置。贯穿孔274呈与插入孔
214相同的形状。
[0193]
如图8所示,在本实施方式中,在一个贯穿孔274的周围配置有三个贯穿孔275。具体而言,是以与构成贯穿孔274的一对底边中的长边相邻的方式配置有一个贯穿孔275。并以与构成贯穿孔274的一对侧边相邻的方式各配置有一个贯穿孔275。
[0194]
如图7及图9所示,上侧隔板280(下面简记为“板280”)是呈圆环状的板状部件。在板280设置有:一个贯穿孔280a、多个贯穿孔284、多个贯穿孔285、以及多个凹槽286。贯穿孔280a呈圆形状,且位于板280的中心部。贯穿孔280a可以与层叠体2的内径为同等程度或者比层叠体2的内径稍大。
[0195]
在本实施方式中,在板280设置有四十八个贯穿孔284。多个贯穿孔284以围绕贯穿孔280a的方式大致等间隔地排列成圆形。各贯穿孔284配置在与载置于下模210的状态的层叠体2的各切槽7一一对应的位置。贯穿孔284呈与插入孔214及贯穿孔274相同的形状。
[0196]
在本实施方式中,如图9所示,在一个贯穿孔284的周围配置有三个贯穿孔285。具体而言,是以与构成贯穿孔284的一对底边中的长边相邻的方式配置有一个贯穿孔285。并以与构成贯穿孔284的一对侧边相邻的方式各配置有一个贯穿孔285。
[0197]
在本实施方式中,在板280的表面形成有十二个凹槽286。多个凹槽286以围绕在贯穿孔284的周围的方式排列成圆形。一个凹槽286呈梳齿状,且从板280的外周缘侧围绕四个贯穿孔284。具体而言,凹槽286包括一个主部286a、以及多个分支部286b。主部286a在板280的外周缘与贯穿孔284之间沿着板280的外周缘延伸。多个分支部286b从主部286a分支并向贯穿孔280a延伸。各分支部286b的前端部与配置在一个凹槽286所围绕的四个贯穿孔284的周围的贯穿孔285连接。
[0198]
如图7所示,上模290是呈矩形状的板状部件。在上模290设置有:多个插入孔291(参照图14)、以及多个贯穿孔292。在本实施方式中,在上模290的下表面侧设置有四个插入孔291。各插入孔291一一位于上模290的四角。插入孔291具有与引导轴220的外形对应的形状。在本实施方式中,插入孔291呈圆形状。在本实施方式中,如图9所示,各贯穿孔292配置在与板280的各凹槽286的主部286a一一对应的位置。
[0199]
[定子层叠铁芯的制造方法]接着,参照图10~图16对定子层叠铁芯1的制造方法进行说明。首先,形成层叠体2(第一工序)。具体而言,基于控制器140的指示,利用送出装置120将电磁钢板es向冲裁装置130送出,并利用冲裁装置130将电磁钢板es的被加工部位冲裁成规定形状。由此,形成冲裁部件w。通过重复该冲裁加工,从而使多个冲裁部件w层叠规定张数来制造一个层叠体2。
[0200]
当形成冲裁部件w时,可以从电磁钢板es中同时地冲裁出:与层叠体2的切槽7对应的区域、以及与层叠体2的定位部(例如凹槽6、螺栓孔等)对应的区域。在这种情况下,能够降低层叠体2的定位部与切槽7的相对位置偏移。
[0201]
接着,基于控制器140的指示,输送机cv将从冲裁装置130排出的层叠体2输送到树脂填充装置200。在树脂填充装置200中,在层叠体2到达之前,进行用以将层叠体2载置于下模210的准备。具体而言,是如图10所示那样,在各插入孔211各安装一个引导轴220,在各插入孔212各安装一个定位块230a,在各插入孔213各安装一个定位销230b。另外,以在扩径部件251的凹槽254内插入有导轨215的方式,将扩径工具250载置于下模210上。此时,按压部件252相对于内周面253而言位于上方。因此,各扩径部件251整体靠近下模210的中心部。
[0202]
接着,如图11所示,将板240载置于下模210上。具体而言,是以在贯穿孔240a中插通有扩径工具250、在各贯穿孔242中各插通有一个定位块230a、在各贯穿孔243中各插通有一个定位销230b的方式,使板240朝向下模210下降。此时,板240的各贯穿孔244与插入孔214一一互相重合。从上方观察,构成贯穿孔244的一对底边中的短边侧的部分与构成插入孔214的一对底边中的短边侧的部分互相重合。另一方面,由于贯穿孔244比插入孔214大一圈,因此从上方观察,相对于构成贯穿孔244的该短边而言的外侧部分位于比相对于构成插入孔214的该短边而言的外侧部分更靠外方。
[0203]
接着,如图11所示,在完成准备的下模210上载置层叠体2。具体而言,是以在层叠体2的贯穿孔2a中插通有扩径工具250、在各凹槽6a中各卡合有一个定位块230a的突条231、在各凹槽6b中各卡合有一个定位销230b的外周面的方式,使层叠体2朝向下模210及板240下降。在本实施方式中,各定位销230b位于在径向上与对应的扩径部件251对置的位置。此时,层叠体2的各切槽7与贯穿孔244一一互相重合。另外,各扩径部件251以在贯穿孔2a内沿周向排列的方式位于轭部4及齿部5的内侧(第六工序)。而且,利用定位块230a的突条231和定位销230b的外周面来进行层叠体2相对于下模210的定位(第八工序)。
[0204]
接着,如图11所示,将板240载置于层叠体2上。由此,用一对板240夹持层叠体2,并用板240的除了贯穿孔244之外的区域覆盖层叠体2的各端面(第四工序)。
[0205]
接着,如图12所示,在各切槽7内各插入一个芯部件260(第二工序)。此时,向在层叠方向上连通的插入孔214、贯穿孔244以及切槽7内配置一个芯部件260。具体而言,是如图13所示那样,芯部件260的主体部260a沿着切槽7的延伸方向(层叠体2的径向)延伸,并与切槽7的内壁面f2分离。芯部件260的封闭部260b在开口8侧与主体部260a一体地连接,并封闭开放端部5b。因此,在比封闭部260b更靠主体部260a侧,在主体部260a与切槽7之间形成有填充空间v1。
[0206]
在本实施方式中,封闭部260b呈梯形形状,且随着朝向开口8而宽度变窄。即,封闭部260b的一对外侧面f5相对于芯部件260的延伸方向(层叠体2的径向)倾斜。换言之,封闭部260b具有相对于芯部件260的延伸方向倾斜的倾斜面即外侧面f5(第二倾斜面)。封闭部260b的外侧面f5与开放端部5b的内壁面f2相互抵接。另一方面,芯部件260(封闭部260b)不存在于突出部5c之间。因此,封闭部260b在比开口8更靠切槽7内侧的区域与切槽7的内壁面抵接。
[0207]
返回图12,填充空间v1在其上下方向上与板240的贯穿孔244连通。即,被贯穿孔244和芯部件260围绕的空间作为与填充空间v1连通的辅助空间v2发挥功能。在本实施方式中,辅助空间v2以与填充空间v1对置并且与轭部4的端面f3及齿部5的端面f4局部地对置的方式从填充空间v1起连续地扩张(参照图15)。换言之,板240的贯穿孔244以外的区域与层叠体2的端面f3、f4抵接。
[0208]
接着,如图12所示,向下方压入扩径工具250的按压部件252。由此,保持按压部件252的周面(锥面)抵接于各扩径部件251的内周面253的状态,按压部件252对各扩径部件251进行按压。因此,按压部件252的周面(锥面)一边在周面253上滑动一边向内周面253附加朝外的力。因而,各扩径部件251被导轨215引导并向层叠体2的径向外侧移动。由此,各扩径部件251的外周面分别与贯穿孔2a、240a的内周面抵接,并对它们附加朝径向外侧的力(第七工序)。在此,层叠体2在其外周面侧通过定位块230a及定位
销230b进行了定位。因此,当利用扩径部件251附加朝径向外侧的力时,层叠体2在径向上被夹持在扩径部件251与定位块230a以及定位销230b之间。
[0209]
接着,如图14所示,将板270载置于层叠体2及板240上。具体而言,是以在板270的贯穿孔270a中插通有扩径工具250、在各贯穿孔271中各插通有一个引导轴220、在各贯穿孔272中各插通有一个定位块230a、在各贯穿孔273中各插通有一个定位销230b、在各贯穿孔274中各插通有一个芯部件260的方式,使板270朝向层叠体2及板240下降。此时,如图15所示,三个贯穿孔275围绕在一个贯穿孔244的周围,从上方观察,这些贯穿孔275与贯穿孔244局部地互相重合。即,贯穿孔275与对应的贯穿孔244连通。
[0210]
这样,成为位于层叠体2的下侧的辅助空间v2被下模210覆盖,位于层叠体2的上侧的辅助空间v2被板270覆盖的状态。即,利用通过组合下模210和贯穿孔244而产生的凹槽来构成下侧的辅助空间v2,利用通过组合板270和贯穿孔244而产生的凹槽来构成上侧的辅助空间v2。
[0211]
接着,如图14所示,将板280载置于板270上。这样,层叠体2被夹持在下模210与板270、280之间。具体而言,是以在各贯穿孔284中各插通有一个芯部件260的方式,使板280朝向板270下降。此时,如图15所示,三个贯穿孔285围绕在一个贯穿孔244的周围,从上方观察,这些贯穿孔285与贯穿孔275互相重合。即,贯穿孔285与对应的贯穿孔275连通。
[0212]
接着,如图14所示,将上模290载置于板280上。具体而言,是以在各插入孔291中各插通有一个引导轴220的方式,使上模290朝向板280下降。这样,层叠体2被夹持在下模210与上模290之间。此时,如图9所示,从上方观察,一个贯穿孔292与一个凹槽286互相重合。即,贯穿孔292与对应的凹槽286连通。此外,利用未图示的致动器等,经由下模210及上模290向层叠体2附加载荷。由此,使构成层叠体2的冲裁部件w彼此之间的间隙减小。
[0213]
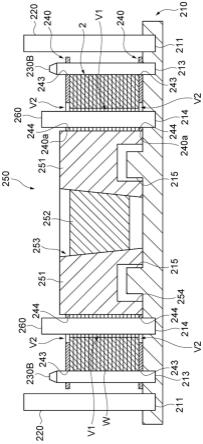
接着,如图16所示,在各贯穿孔292中配置树脂颗粒p。树脂颗粒p是呈圆柱状的固体状的树脂。接着,在各贯穿孔292内各插入一个推杆293。在该状态下,控制器140使未图示的加热器工作,并且使推杆293工作。由此,成为熔融状态的树脂颗粒p被推杆293推出,该熔融树脂按顺序填充于贯穿孔292、凹槽286、贯穿孔285、贯穿孔275、贯穿孔244(辅助空间v2)、填充空间v1、贯穿孔244(辅助空间v2)。之后,熔融树脂因成型时的加热所引起的化学变化而固化,从而在填充空间v1及辅助空间v2内形成树脂部3(第三工序)。此时,构成层叠体2的冲裁部件w彼此通过树脂部3进行连接并一体化。这样,完成了在层叠体2的切槽7的内壁面f2设置有树脂部3的定子层叠铁芯1。
[0214]
[作用]在以上这样的本实施方式中,在芯部件260配置于切槽7内的状态下,芯部件260的主体部260a与内壁面f2分离,并且芯部件260的封闭部260b封闭开放端部5b。因此,即使熔融树脂在芯部件260的周围流动,芯部件260的形状也不会变形,因此基本上避免了熔融树脂向开口8的外侧漏出。因而,当向填充空间v1填充熔融树脂时,在切槽7的内壁面f2形成树脂部3,而不在比开口8侧更靠外侧的区域形成树脂部3。其结果是,能够将层叠体2(贯穿孔2a)的内周面与转子的外周面之间的空气隙保持为规定的大小。另外,由于在向填充空间v1内填充熔融树脂的工序中,芯部件260的封闭部260b存在于开放端部5b,因此开放端部5b未被熔融树脂填充。即,形成于切槽7的内壁面f2的树脂部3未封闭开放端部5b。因此,由于开
口8保持开放状态,因此不需要特别的材料及装置,能够使用一般的绕线机等将绕组安装于齿部5。因而,能够利用树脂部3确保绕组与层叠体2之间的绝缘性,并且能够低成本地进行绕线作业。此外,在将绕组安装于齿部5之后,可以在绕组上附加用于将绕组固定于齿部5的固定材料。具体而言,可以向绕组滴下清漆进行浸渍并进行干燥,也可以在绕组的周围涂覆热固性树脂(例如环氧树脂等),之后使其固化。
[0215]
在本实施方式中,封闭部260b与开放端部5b的内壁面抵接。因此,不在切槽7的开放端部5b侧的内壁面形成脂部3。因而,能够进一步抑制熔融树脂向开口8的外侧(层叠体2的贯穿孔2a内)漏出。
[0216]
另外,即使芯部件260与切槽7的内壁面抵接,当进行微观的观察时,也存在微小的间隙(例如几十μm程度的间隙)。熔融树脂因毛细管现象而浸透于该间隙,且有时会产生溢料。在本实施方式中,封闭部260b在比开口8更靠切槽7的内侧的区域与切槽7的内壁面抵接。因此,能够产生毛细管现象的微小的间隙的终点存在于比切槽开口更靠切槽的内侧。因而,即使熔融树脂浸透于该间隙,也不易在开口8的外侧形成溢料。
[0217]
在本实施方式中,封闭部260b的外侧面f5与开放端部5b的内壁面f2都是倾斜面,且相互抵接。因此,封闭部260b与开放端部5b之间的接触面积增大。因而,可利用芯部件260的封闭部260b更牢固地封闭开放端部5b。其结果是,能够进一步抑制熔融树脂向开口8的外侧漏出。另外,熔融树脂因毛细管现象而浸透微小的间隙并在到达该间隙的终点之后,以沿着内壁面f2及外侧面f5的延伸方向延伸的方式发展。因此,在开口8侧,溢料不易附着于切槽7的内壁面。因而,即使产生溢料也能够简单地除去。
[0218]
在本实施方式中,开放端部5b的宽度比基端部5a宽,且具有在周向上比基端部5a更靠外方的一对突出部5c。换言之,树脂部3(主部3a)在周向上不比突出部5c突出。因此,从开口8侧观察,形成于切槽7的内壁面f2的树脂部3被开放端部5b保护。因而,当利用例如绕线机将绕组安装于齿部5时,树脂部3不易因绕组或其安装装置而受损。其结果是,能够抑制由于树脂部3的脱落等而产生异物。
[0219]
在本实施方式中,在填充空间v1的上下形成有与填充空间v1连通的辅助空间v2。因此,熔融树脂不仅填充于填充空间v1,也填充于辅助空间v2内。因而,设置于切槽7的内壁面f2的树脂部3比层叠体2的端面f3、f4向外侧突出。其结果是,当向齿部5安装绕组时,绕组不易与齿部5的端面f4抵接。另外,由于绕组与齿部5的直线距离变大,因此不易在绕组与齿部5之间发生沿面放电。而且,由于树脂部3比层叠体2的端面f3、f4更向外侧突出,因此即使树脂部3因热而收缩,也容易维持冲裁部件w整体通过树脂部3结合的状态。因此,能够抑制位于层叠体2的端面f3、f4侧的冲裁部件w的剥离,并且能够抑制伴随着该剥离而产生的树脂部3的缺口、裂纹(裂缝)等。此外,如果产生缺口,则会导致从树脂部3脱落的树脂片作为异物向周围飞散,因此在使用定子层叠铁芯1构成电动机的情况下,有可能对电动机的性能造成影响。如果产生裂纹,则有可能导致在产生了裂纹的区域,在绕组与层叠体2之间发生沿面放电,绕组与层叠体2导通。
[0220]
在本实施方式中,辅助空间v2以与填充空间v1对置并且与轭部4的端面f3及齿部5的端面f4局部地对置的方式从填充空间v1连续地扩张。因此,树脂部3形成于切槽7的内壁面f2,并且在该内壁面f2上蔓延,从而也形成于轭部4的端面f3及齿部5的端面f4。因而,当向齿部5安装绕组时,绕组不易与层叠体2的端面f3、f4抵接。
[0221]
在本实施方式中,板240的贯穿孔244以外的区域与层叠体2的端面f3、f4抵接。不在层叠体2的端面f3、f4的与板240抵接的区域形成树脂部3。因此,在齿部5的端面f4形成有被树脂部3的端部3b覆盖的覆盖区域r1、和未被树脂部3覆盖的非覆盖区域r2。在此,树脂部3可通过高温(例如120℃~200℃的程度)的熔融树脂冷却到常温并固化而获得,但是当温度从高温变化到常温时熔融树脂会收缩,因此有可能在树脂部3内残留内部应力。在该内部应力大的情况下,容易在树脂部3产生缺口、裂纹(裂缝)等。但是,在本实施方式中,由于在齿部5的端面f4存在非覆盖区域r2,因此可使树脂部3的膨胀及收缩在该非覆盖区域r2缓和,不易在树脂部3内残留内部应力。因此,能够抑制树脂部3产生裂纹。
[0222]
在本实施方式中,可以是,构成辅助空间v2的凹槽的角部呈带圆角的剖面形状,或者相对于凹槽的底壁面和侧壁面倾斜。或者,在本实施方式中,可以是,构成辅助空间v2的凹槽的角部是阶梯状。在这些情况下,树脂部3的从切槽7的内壁面蔓延至层叠体2的端面的角部成为进行了倒角(r倒角或者c倒角)的状态或者为阶梯状。因此,当在齿部5安装绕组时,容易将绕组沿着树脂部3的外形卷绕。因此,由于降低了从绕组作用于树脂部3的应力,因此能够抑制树脂部3产生缺口、裂纹等。另外,由于绕组紧凑地卷绕于齿部5,因此在使用这样的定子层叠铁芯1构成电动机的情况下,能够实现电动机的小型化、高效率化以及高输出化。
[0223]
在本实施方式中,通过使各扩径部件251向层叠体2的径向外侧移动,从而对层叠体2(贯穿孔2a)的内周面附加朝向径向外侧的力。因此,可在利用扩径部件251保持层叠体2的形状的状态下,将熔融树脂填充于填充空间v1。因而,可抑制由熔融树脂的热引起的层叠体2的变形。其结果是,可按照符合设计的期望的形状来制造定子层叠铁芯1,因此在使用该定子层叠铁芯1构成电动机的情况下,能够提高电动机的性能。而且,在本实施方式中,由于在芯部件260插入切槽7内的状态下封闭部260b与开放端部5b的内壁面抵接,因此当利用扩径部件251朝向径向外侧按压齿部5时,则开放端部5b被封闭部260b更牢固地封闭。因此,能够进一步抑制熔融树脂向开口8的外侧(层叠体2的贯穿孔2a内)漏出。
[0224]
在本实施方式中,当层叠体2载置于下模210上时,在各凹槽6a各卡合有一个定位块230a的突条231,在各凹槽6b各卡合有一个定位销230b的外周面,从而进行层叠体2的定位。因此,当利用扩径部件251附加朝向径向外侧的力时,则层叠体2在径向上被夹持在扩径部件251与定位块230a以及定位销230b之间。因此,能够进一步抑制由熔融树脂的热引起的层叠体2的变形。
[0225]
在本实施方式中,各定位销230b位于在径向上与对应的扩径部件251对置的位置。因此,从扩径部件251作用于层叠体2的力的大部分被位于在径向上与该扩径部件251对置的位置的定位销230b阻挡,因此可抑制有助于层叠体2的变形的力。因此,能够进一步抑制由熔融树脂的热引起的层叠体的变形。
[0226]
[变形例]以上对本公开的实施方式进行了详细说明,但是也可以在本发明的主旨的范围内对上述实施方式施加各种变形。
[0227]
1)例如,齿部5的开放端部5b及芯部件260的封闭部260b不限于上述实施方式,而可以采用各种形状。例如可以是,如图17所示那样,开放端部5b随着朝向贯穿孔2a而宽度变
窄。即可以是,随着朝向开口8侧而使切槽7扩大。在这种情况下,可以是,芯部件260的封闭部260b呈梯形形状,并且是随着朝向开口8而宽度变宽的梯形形状。
[0228]
2)如图18所示,可以是,齿部5的宽度在其延伸方向上大致恒定。在这种情况下,可以是,芯部件260的封闭部260b在周向上比主体部260a向外方突出。
[0229]
3)如图19所示,可以是,芯部件260的封闭部260b封闭开放端部5b直到开口8。
[0230]
4)如图20所示,可以是,芯部件260的封闭部260b位于切槽7的外部,并利用封闭部260b封闭开口8。在这种情况下,树脂部3的主部3a形成于切槽7的内周壁的整面。在此,由于封闭部260b位于切槽7的外部,因此在扩径部件251的外周面预先设置了在使用扩径部件251对层叠体2(贯穿孔2a)的内周面附加朝向径向外侧的力时与封闭部260b对应的凹槽。
[0231]
5)如图21(a)所示,可以是,在齿部5设置有沿层叠方向延伸且向切槽7突出的突条5d。在这种情况下,可以是,在芯部件260的封闭部260b设置有与突条5d对应的凹槽260c。另一方面,如图21(b)所示,可以是,在芯部件260的封闭部260b设置有沿层叠方向延伸且向齿部5突出的突条260e。在这种情况下,可以是,在齿部5设置有与突条260e对应的凹槽5e。此外,虽然突条5d、260e及凹槽260c、5e在图21中呈四边形状,但是只要能够相互卡合,则这些凹槽及突条的形状没有特别限定。
[0232]
6)如图22所示,可以是,层叠体2的端面f3、f4的被树脂部3的端部3b覆盖的部分比其它部分凹陷。或者可以是,虽未图示,层叠体2的端面f3、f4的被树脂部3的端部3b覆盖的部分进行了粗糙化处理。在这种情况下,提高了树脂部3相对于层叠体2的端面f3、f4的附着性。因此,能够抑制树脂部3从层叠体2剥离。
[0233]
7)如图23(a)所示,可以是,齿部5(基端部5a)的端面f4的大致整体被树脂部3的端部3b覆盖。
[0234]
8)如图23的(b)、(c)所示,可以是,无论是在齿部5的端面f4具有未被树脂部3的端部3b覆盖的非覆盖区域r2的情况下,还是在齿部5的端面f4的大致整体被树脂部3的端部3b覆盖的情况下,端部3b都具有规定的厚度。但是,由于具有端部3b的厚度越大则卷绕于齿部5的绕组的铜损就越大的倾向,因此可以根据与电动机的性能的均衡而适当设定端部3b的厚度上限。另一方面,如果端部3b过薄,则卷绕于齿部5的绕组与齿部5的直线距离较小,容易发生沿面放电。因此,可以是,考虑到沿面放电来适当设定端部3b的厚度下限。例如,端部3b的厚度可以与主部3a的厚度为同等程度,也可以比主部3a的厚度大。
[0235]
9)如图24所示,可以是,在轭部4的端面f3,树脂部3的端部3b向轭部4的外周缘扩张。此时,如图25所示,向轭部4的外周缘扩张的端部3b相互进行了一体化,端部3b整体呈环状。在这种情况下,也可以如图26所示,齿部5(基端部5a)的端面f4的大致整体被树脂部3的端部3b覆盖,也可以如图27所示,齿部5(基端部5a)的端面f4被树脂部3的端部3b局部地覆盖。在图27所示的例子中,在基端部5a的端面f4,在端部3b形成有矩形状的开口,基端部5a局部地从该开口露出。在这些情况下,由于轭部4的端面f3在更宽范围内被树脂部3覆盖,因此绕组不易与轭部4的端面f3抵接。或者可以是,以局部地覆盖齿部5的端面f4的方式,使在周向上相邻的树脂部3的端部3b彼此相互进行了一体化。例如,如图28(a)所示,可以是,从齿部5的端面f4的与轭部4的边界附近的区域(基端部5a的端面)到轭部4,使树脂部3的端部3b相互进行了一体化。如图28(b)所示,可以是,仅在齿部5的端面f4的与轭部4的边界附近的区域(基端部5a的端面),使树脂部3的端部3b相互进行了一
体化。端部3b的使在周向上相邻的树脂部3进行了一体化的部分,可以遍及全部的树脂部3延伸并整体呈环状,也可以未遍及全部的树脂部3延伸而呈弧状。
[0236]
10)如图29所示,可以是,不在层叠体2的端面f3、f4形成树脂部3。此时,树脂部3可以在层叠方向上比层叠体2的端面f3、f4向外方突出,也可以不突出。
[0237]
11)如图30及图31所示,可以是,主部3a没有局部地设置于切槽7的内壁面f2的与轭部4对应的区域。同样地,可以是,端部3b没有局部地设置于轭部4的端面f3。即可以是,在一个切槽7内,树脂部3是沿周向分割的状态。在这种情况下,能够削减树脂的使用量。
[0238]
12)如图30及图31所示,可以是,在主部3a没有局部地设置于切槽7的内壁面f2的与轭部4对应的区域的情况下,层叠体2如图32所示那样,是组合多个铁芯片2a而成的组件。具体而言,各铁芯片2a由一个轭片部4a和一个齿部5构成。轭片部4a是沿剖切线cl剖切轭部4时的轭部4的一部分。在图32中,剖切线cl以不与树脂部3重叠的方式沿着轭部4的径向延伸。即,层叠体2是在中心轴ax的周向上相邻的铁芯片2a在轭片部4a的端部(剖切线cl)进行了一体化的结构。可以是,在以不与剖切线cl重叠的方式将树脂部3设置于层叠体2之后,通过沿剖切线cl分割层叠体2而获得各铁芯片2a。或者可以是,在分割状态的各铁芯片2a分别独立地设置有树脂部3。
[0239]
13)如图33及图34所示,可以是,一个齿部5的端面f4及与其对应的轭部4的端面f3被端部3b局部地覆盖,并且该一个齿部5和在周向上相邻的其它齿部5的端面f4及与其对应的轭部4的端面f3被端部3b整体地覆盖。换言之,即设置于在周向上相邻的齿部5的端面f4的端部3b的范围可以不同。如图34所示,在将例如三个齿部5作为一组来卷绕绕组400的情况下(所谓的分布卷绕的情况下),绕组400整体呈椭圆形状,因此具有位于中央的齿部5与绕组400的距离变大的倾向。因此,在不易发生绕组400与位于中央的齿部5的端面f4的抵接的区域,能够省略端部3b的形成。因而,能够削减树脂的使用量。在将两个齿部5作为一组来卷绕绕组400的情况下、将四个以上的齿部5作为一组来卷绕绕组400的情况下也是同样的,即可以在齿部5的端面f4的不易发生与绕组400的抵接的区域省略端部3b的形成。
[0240]
14)当在轭部4的端面f3或者齿部5的端面f4形成树脂部3的端部3b时,可以预先在端面f3、f4形成沿层叠方向延伸的孔,并也向该孔内填充熔融树脂。在这种情况下,能够利用锚固效果提高树脂部3(端部3b)相对于层叠体2的附着力。此外,可以是,以该孔的剖面形状成为例如t字状的方式,使该孔的前端部向相对于该孔的延伸方向交叉的方向扩张。
[0241]
15)但是,熔融树脂一边将存在于填充空间v1的空气卷入一边逐渐填充于填充空间v1。如图2~图5、图22、图23(b)、图24、图25、图27~图34所示那样,在轭部4的端面f3或者齿部5的端面f4存在有未形成端部3b的区域(非覆盖区域r2)的情况下,即,在板240与层叠体2的端面f3、f4局部地抵接的情况下,能够使被熔融树脂卷入的空气从端面f3、f4与板240的间隙容易地进行排气。此外,由于该间隙通常与熔融树脂所含的树脂填料的粒径相比足够小,因此熔融树脂不会从该间隙漏出。
[0242]
16)另外,由于冲裁部件w经由冲压加工而形成,因此有时会在齿部5产生塌边、溢料等而齿部5未必是平坦的。因此,可以是,当向填充空间v1填充熔融树脂时,为了抑制熔融树脂浸入齿部5彼此之间而向齿部5适当加压。具体而言,可以是,使板240与齿部5的端面f4局部地抵接。例如可以是,以使得在一个齿部5沿周向相邻的端部3b的间隔距离g(参照图4)至少是电磁钢板es的厚度的1/4程度的方式,来设定齿部5的端面f4与板240抵接的区域。
[0243]
17)如图35的(a)、(b)所示,可以是,在芯部件260设置有沿其长度方向贯穿的贯穿孔260d(流路)。在这种情况下,通过在向填充空间v1填充熔融树脂之后,使制冷剂在贯穿孔260d内流通,从而芯部件260的体积收缩,因此容易从层叠体2的切槽7内拔出芯部件260。因此,可缩短从层叠体2的切槽内7取出芯部件260所需要的时间,因此能够提高定子层叠铁芯1的生产率。此外,可以是,取代贯穿孔260d而形成有使制冷剂能够在芯部件260内流通的流路。即,流路的入口及出口可以在芯部件260配置于任意的位置。为了提高热交换效率,贯穿孔260d可以不是直线状而是曲线状、螺旋状、蛇行形状等各种形状。作为制冷剂,可以是液体,也可以是气体。作为液体能够举出例如水、油等。作为气体,能够举出空气、制冷剂气体(碳氟化合物类、非碳氟化合物类)等。
[0244]
18)如图35(b)所示,可以是,芯部件260的贯穿孔260d(流路)周围的部分261由与比该部分261更靠外侧的部分262不同的材质构成。例如可以是,部分261的导热率比层叠体2及部分262的导热率高。或者可以是,芯部件260整体的导热率比层叠体2的导热率高。在这种情况下,可促进芯部件260的收缩,因此更加容易从层叠体2的切槽7内拔出芯部件260。
[0245]
19)如图36所示,可以是,使用呈沿着层叠体2的外周面的形状的定位部件230c来进行层叠体2的定位。如该图所示,可以是,利用定位部件230c对层叠体2的外周面附加朝向径向内侧的力。在这种情况下,不仅利用扩径部件251而且也利用定位部件230c从层叠体2的内外来按压层叠体2。因此,可利用从层叠体2的内外进行作用的力来保持层叠体2的形状,因此能够进一步抑制由熔融树脂的热引起的层叠体2的变形。
[0246]
20)在上述实施方式中,在分别将芯部件260插入全部的切槽7内之后,向填充空间v1填充熔融树脂。但是,如图37所示,可以是,在层叠体2的切槽7中进行定位。具体而言,可以是,以取代芯部件260而在至少两个切槽7内分别插入有定位部件500、并在剩余的切槽7内插入有芯部件260的状态,向切槽7与芯部件260之间的填充空间v1内填充熔融树脂。由此,如图37所示,可在切槽7与芯部件260之间形成树脂部3,但是不在切槽7与定位部件500之间形成树脂部3。
[0247]
此外,定位部件500包括主体部500a和端部500b。主体部500a呈与切槽7对应的形状。端部500b呈与芯部件260同样的形状。因此,当将定位部件500插入切槽7内时,在切槽7与主体部500a之间基本上不产生间隙。下侧的端部500b插入下模210的插入孔214。上侧的端部500b插通于板270的贯穿孔274及板280的贯穿孔284。
[0248]
之后,如图38所示,从切槽7拔出定位部件500并插入芯部件260。接着,向切槽7与芯部件260之间的填充空间v1填充熔融树脂。由此,在曾经插入有定位部件500的切槽7也形成树脂部3。
[0249]
这样,若将定位部件500插入切槽7来进行层叠体2的定位,则极大地提高了层叠体2的定位精度。因此,可在利用定位部件500保持了层叠体2的形状的状态下,将熔融树脂填充于填充空间v1。因而,可抑制由熔融树脂的热引起的层叠体2的变形。其结果是,可按照符合设计的期望的形状来制造定子层叠铁芯1,因此在使用定子层叠铁芯1构成电动机的情况下,能够提高电动机的性能。
[0250]
21)此外,可以是,定位部件500的热膨胀率比层叠体2的热膨胀率高。具体而言,可以是,将定位部件500的热膨胀率及主体部500a的尺寸设定为使得在填充熔融树脂时的温度下主体部500a与切槽7大致一致的值。可以是,在从切槽7拔出定位部件500的前后,在相
同的树脂填充装置200中向填充空间v1填充熔融树脂。或者可以是,在从切槽7拔出定位部件500之后,在将层叠体2移载到不同的树脂填充装置200的状态下,向填充空间v1填充熔融树脂。定位部件500的形状不限于上述方式。即,定位部件500只要具有与切槽7的形状对应的部分即可。
[0251]
22)如图39所示,可以是,在于层叠体2形成树脂部3之后并且在从树脂填充装置200取出所获得的定子层叠铁芯1之前,检查树脂部3的绝缘性。具体而言,可以是,在将检查装置300所具备的电源(未图示)的一方连接于各芯部件260、并将该电源的另一方连接于层叠体2的状态下,向各芯部件260与层叠体2之间施加电压。在这种情况下,芯部件260不仅具有在其与层叠体2之间形成填充空间v1的功能,而且还作为用于进行绝缘检查的要素发挥功能。因此,不需要为了进行绝缘检查而取下中子并向切槽7内插入其它检查部件等作业。因而,能够高效地进行绝缘检查。此外,可以是,先将芯部件260拔出并向切槽7内插入其它的检查部件,向该检查部件与层叠体2之间施加电压,从而检查树脂部3的绝缘性。
[0252]
23)在上述实施方式中,相对于一个填充空间v1连通有三个贯穿孔275、285,但是也可以相对于一个填充空间v1连通有至少一个贯穿孔275、285。
[0253]
24)在上述实施方式中,来自贯穿孔292的熔融树脂在凹槽286中分支并向多个贯穿孔285供给,但是也可以不存在这样的凹槽286,而是将收纳树脂颗粒p的一个贯穿孔292与一个填充空间v1通过一个树脂流路一对一地连接。
[0254]
25)可以是,扩径部件251的至少外周面由弹性材料构成。在这种情况下,当扩径部件251的外周面与层叠体2的内周面抵接时,扩径部件251的外周面弹性发生变形。因此,即使在多个层叠体2之间存在尺寸偏差的情况下,也能够在扩径部件251吸收层叠体2的尺寸偏差。另外,容易使扩径部件251的外周面紧贴于层叠体2的内周面。因此,能够进一步抑制熔融树脂向开口8的外侧(层叠体2的贯穿孔2a内)漏出。作为弹性材料能够举出例如氟类树脂、硅类树脂、聚氨酯类树脂等。
[0255]
26)可以是,对芯部件260的表面实施了脱模处理。在这种情况下,当熔融树脂填充于填充空间v1并固化后,容易从切槽7内取出芯部件260。作为脱模处理,可以是,在芯部件260的表面形成至少包含氟类树脂而构成的涂层膜。该涂层膜可以是例如含有氟类树脂的非电解镀镍膜。或者可以是,作为脱模处理在芯部件260的表面施加镀硬铬膜,也可以是,在芯部件260的表面涂覆(例如喷涂等)脱模剂(例如石蜡等)。
[0256]
27)可以是,芯部件260在与其延伸方向交叉的交叉方向(与延伸方向交叉的交叉面)上分割成多个。例如可以是,如图40及图41所示,芯部件260具有在其延伸方向的中央附近以交叉面分割成两个的分割片263、264。如图41所示,分割片263呈随着接近分割片264而剖面积变小的锥形。分割片264呈随着接近分割片263而剖面积变小的锥形。在这种情况下,在树脂部3形成于芯部件260周围的状态下,容易将分割片263向上方拔出,并且容易将分割片264向下方拔出。可以在分割片263的缩径侧的端面设置有凹部263a,也可以在分割片264的缩径侧的端面设置有凸部264a。在这种情况下,当分割片263、264彼此组合时,凹部263a与凸部264a卡合而使分割片263、264的缩径侧的端部彼此连接,因此能够抑制两者偏移。
[0257]
此外可以是,如图42所示,分割片263、264的缩径侧的端部的一部分具有一定的剖面积。如图43所示,可以是,芯部件260在其延伸方向上靠近层叠体2的一个端面分割成两个。
[0258]
28)可以是,芯部件260在其延伸方向(沿着延伸方向延伸的延伸面)上分割成多个。例如可以是,如图44及图45所示,芯部件260具有在其宽度方向的中央附近以延伸面分割成两个的分割片265、266。如图45所示,分割片265呈随着从下端侧朝向上端侧而剖面积变小的锥形。更具体而言,分割片265的与分割片266抵接的抵接面265a呈锥面。分割片266呈随着从上端侧朝向下端侧而剖面积变小的锥形。更具体而言,分割片266中的与分割片265抵接的抵接面266a呈锥面。在这种情况下,在树脂部3形成于芯部件260周围的状态下,容易将分割片265向下方拔出,并且容易将分割片266向上方拔出。
[0259]
29)可以是,芯部件260在与其延伸方向交叉的交叉方向(沿着芯部件260的周向延伸的延伸面)上分割成多个。例如可以是,如图46及图47所示,芯部件260具有在其周面附近以延伸面分割成两个的分割片267、268。分割片267由主体部267a、和从主体部267a向外方突出的突出部267b构成。分割片268由围绕主体部267a的周面的主体部268a、和覆盖突出部277b的周面并且从主体部268a向外方突出的一对突出部268b构成。在这种情况下,当将芯部件260配置于切槽7内时,如图46所示,首先,以一对突出部268b位于开口8的方式,将分割片268配置于切槽7内,接着,将分割片267插入分割片268内。这样,一对突出部268b被突出部267b推压扩张,因此可利用一对突出部268b牢固地封闭开口8。因而,能够更可靠地抑制所填充的熔融树脂从开口8泄漏。另外,在树脂部3形成于芯部件260周围的状态下,首先,将分割片267从分割片268拔出,接着,将分割片268从切槽7拔出,从而容易从切槽7中取出芯部件260。
[0260]
30)可以是,将上述27)~29)的芯部件260的分割方法组合。即可以是,芯部件260通过将在其延伸方向以及与该延伸方向交叉的方向的至少一方分割而成的多个分割片组合而构成。
[0261]
31)如图48所示,可以是,芯部件260呈在层叠体2的层叠方向上随着从上模290朝向下模210而剖面积变小的锥形。或者可以是,虽未图示,芯部件260呈在层叠体2的层叠方向上随着从下模210朝向上模290而剖面积变小的锥形。可以是,芯部件260的全部侧面相对于层叠方向倾斜,也可以是,芯部件260的侧面中的至少一个侧面相对于层叠方向倾斜。在这种情况下,容易从切槽7内取出芯部件260。
[0262]
32)如图49所示,可以是,在芯部件260的周围设置有保护覆膜pf。作为在芯部件260周围配置保护覆膜pf针对的方法,例如可以举出将热收缩的薄膜、带等配置于芯部件260周围之后进行加热的方法。作为保护覆膜pf的材料,例如能够举出硅。在这种情况下,与芯部件260相比,保护覆膜pf的脱模性较高,因此在树脂部3形成于芯部件260周围的状态下,容易拔出芯部件260。另外,由于存在保护覆膜pf,能够抑制芯部件260自身的磨损。
[0263]
33)可以是,芯部件260由具有能够在一定程度上保持其形状的保形性、高耐热性以及弹力性的材料构成。在这种情况下,可以是,将芯部件260配置于切槽7内,接着向芯部件260内填充气体(例如空气、惰性气体等),从而维持了芯部件260的形状,并在此状态下向填充空间v1填充熔融树脂。在形成了树脂部3之后,从芯部件260中放出气体,因而容易从切槽7拔出芯部件260。
[0264]
34)可以是,芯部件260的热膨胀率比层叠体2的热膨胀率高。在这种情况下,当向填充空间v1填充熔融树脂时,芯部件260及层叠体2被加热,因此芯部件260比层叠体2膨胀程度大。因此,可利用膨胀的芯部件260的封闭部260b更牢固地封闭开放端部5b。因而,能够
进一步抑制熔融树脂向开口8的外侧漏出。另外,在这种情况下,在向填充空间v1填充熔融树脂之后,使芯部件260冷却到常温,从而使芯部件260相对于层叠体2而言较大程度地收缩。因此,容易从形成了树脂部3之后的切槽7取出芯部件260。
[0265]
35)在上述实施方式中,由于构成层叠体2的冲裁部件w由电磁钢板es形成,因此芯部件260的热膨胀率可以比电磁钢板es的热膨胀率(10[10-6
/k])高。具体而言,芯部件260可以由不锈钢、铝、铜合金、铝合金(例如al-cu、al-zn-mg)等构成。作为不锈钢,例如可以使用sus303。sus303的热膨胀率(线膨胀率)是17.3[10-6
/k]程度。铝的热膨胀率(线膨胀率)是23[10-6
/k]程度。
[0266]
36)可以是,下模210及下侧的板240(在此统称为下侧夹持板)的热膨胀率比层叠体2的热膨胀率高。或者可以是,上侧的板240、板270、280及上模290(在此统称为上侧夹持板)的热膨胀率比层叠体2的热膨胀率高。也可以是,下侧夹持板及上侧夹持板双方的热膨胀率比层叠体2的热膨胀率高。在这些情况下,当向填充空间v1填充熔融树脂时,下侧夹持板或者上侧夹持板比层叠体2膨胀程度大。因此,层叠体2在层叠方向上被下侧夹持板及上侧夹持板加压。因而,能够抑制填充于填充空间v1的熔融树脂从下侧夹持板或者上侧夹持板与层叠体2之间的间隙漏出。
[0267]
37)可以是,对构成下侧夹持板的至少一个部件的表面与芯部件260同样地实施了脱模处理。可以是,对构成上侧夹持板的至少一个部件的表面与芯部件260同样地实施了脱模处理。
[0268]
38)作为下侧夹持板的下模210及下侧的板240,可以如上述实施方式那样是分体,也可以是进行了一体化。作为上侧夹持板的上侧的板240、板270、280以及上模290中的在层叠方向上相邻的至少两个,可以如上述实施方式那样是分体,也可以是进行了一体化。
[0269]
39)在上述实施方式中,未在上模290设置供芯部件260插入的插入孔,但也可以是在上模290设置有供芯部件260插入的插入孔。另外,根据定子层叠铁芯1的种类不同,齿部5及切槽7的形状会有不同,相应地,芯部件260的形状也会有所不同。因此,在前者的情况下,不需要在制造不同种类的定子层叠铁芯1时更换上模290。
[0270]
40)熔融树脂可以含有填料。填料可以是各向异性填料。本说明书中所谓的“各向异性填料”是指:具有长边和短边的尺寸不同的形状而不是立方体状、正球状等形状的填料。填料的材质例如可以是二氧化硅、氧化铝、氮化铝等。填料的粒径可以是10μm~150μm的程度,也可以是20μm~70μm的程度。如果填料的粒径为10μm以上,则具有如下倾向,即:含有填料的熔融树脂的流动性变高的倾向(含有填料的熔融树脂向填充空间v1及辅助空间v2的填充性变高的倾向)。如果填料的粒径是150μm以下,则具有抑制含有填料的熔融树脂从间隙泄漏的倾向。在此,芯部件260的封闭部260b与齿部5的开放端部5b之间的间隔距离可以是20μm以下,也可以是10μm以下。在这种情况下,尤其能够抑制含有填料的熔融树脂从封闭部260b与开放端部5b之间的间隙漏出。
[0271]
41)在上述实施方式中,是在将层叠体2装配到下模210上之后对下模210安装芯部件260,但也可以是在将芯部件260安装于下模210之后将层叠体2装配到下模210上。
[0272]
42)可以一次将全部的芯部件260安装于下模210,也可以每次一个或者每次多个地将芯部件260安装于下模210。
[0273]
43)作为向齿部5安装绕组的方法,可以是从喷嘴送出金属线并使其直接卷绕于齿
部5的串绕式,也可以是将完成卷绕的绕组从层叠方向插入层叠体2的插入方式。
[0274]
44)在上述实施方式中,是层叠多个冲裁部件w而构成层叠体2,但层叠体2也可以是层叠多个块体(铁芯部件)的结构。块体例如是层叠多个冲裁部件w并进行了一体化的结构。
[0275]
45)铁芯部件(冲裁部件w或者块体)彼此可以通过铆接而相互接合,也可以通过粘接剂而相互接合,也可以通过焊接而相互接合。或者,如图50所示,铁芯部件彼此也可以经由临时相互固定部9而相互接合。在这种情况下,可以在利用树脂填充装置200于层叠体2形成了树脂部3之后将临时相互固定部9除去,也可以在利用树脂填充装置200于层叠体2形成树脂部3之前将临时相互固定部9除去。
[0276]
在此,临时相互固定部9与层叠体2的凹槽6嵌合。临时相互固定部9通过层叠临时相互固定片9a而构成。将临时相互固定片9a通过推回等而被沿着规定的剖切线压入原来的铁芯部件,从而以无法用人手简单地分开的程度与铁芯部件临时地嵌合。临时相互固定片9a彼此通过临时相互固定9b而相互紧固。具体而言,临时相互固定9b具有:折曲部(未图示),其形成于临时相互固定部9的位于最下层以外的其它层的临时相互固定片9a;以及贯穿孔(未图示),其形成于临时相互固定部9的位于最下层的临时相互固定片9a。折曲部由形成于临时相互固定片9a的表面侧的凹部、和形成于临时相互固定片9a的背面侧的凸部构成。一个临时相互固定片9a的折曲部的凹部与相邻于该一个临时相互固定片9a的表面侧的另一个临时相互固定片9a的折曲部的凸部接合。一个临时相互固定片9a的折曲部的凸部与在该一个临时相互固定片9a的背面侧相邻的又一个临时相互固定片9a的折曲部的凹部接合。在贯穿孔中接合有与临时相互固定部9的最下层相邻的临时相互固定片9a的折曲部的凸部。贯穿孔具有如下功能:在连续制造层叠体2时,防止后续制造的层叠体2的临时相互固定部9通过折曲部而紧固于已经制造的层叠体2。
[0277]
46)在上述实施方式中,扩径工具250是由扩径部件251及按压部件252构成,但是只要能够从层叠体2的内径侧(贯穿孔2a的内侧)朝向径向外侧按压层叠体2(齿部5),也可以使用其它结构的扩径工具。例如,也可以使用机械式、液压式、气动式等的扩径工具。或者,也可以使用利用热膨胀特性工作的扩径工具。
[0278]
47)利用扩径工具250使各扩径部件251向层叠体2的径向外侧移动,从而使各扩径部件251的外周面分别与贯穿孔2a、240a的内周面抵接的时机,并不限于上述实施方式,可以是在层叠体2及板240上载置了板270之后,也可以是在板270上载置了板280之后,也可以是在板280上载置了上模290之后。即,可以是在经由下模210及上模290向层叠体2附加了载荷之后,使各扩径部件251的外周面分别与贯穿孔2a、240a的内周面抵接。
[0279]
48)另外,构成层叠体2的各冲裁部件w的厚度未必一定相同,有时会有偏差。因此,若对全部的层叠体2附加恒定的载荷并在切槽7内形成树脂部3且利用树脂部3紧固多个冲裁部件w,则有可能在所获得的定子层叠铁芯1的高度上产生偏差。因此,当经由下模210及上模290向层叠体2附加载荷时,可以是,以使得层叠体2的层叠厚度达到规定的目标层叠厚度的方式,经由下模210及上模290对层叠体2从其层叠方向附加载荷。在这种情况下,所获得的定子层叠铁芯1的高度都大致相同。因而,能够获得符合设计的期望大小的定子层叠铁芯1。此外,也可以是,以使得层叠厚度在例如目标层叠厚度
±
0.01mm的范围内的方式,来附加规定范围内的载荷。如果载荷为规定的下限值以上,则不易在相邻的冲裁部件w彼此之间
产生间隙,因此能够抑制熔融树脂从该间隙漏出。如果载荷为规定的上限值以下,则当载荷消除时层叠体2试图返回到载荷附加前的层叠厚度的力(也称为回弹力)较小,因此不易产生应力集中所引起的树脂部3的裂纹。作为该规定的范围内的载荷,例如可以是20kn~50kn的程度。
[0280]
为了以使得层叠体2的层叠厚度达到规定目标层叠厚度的方式,经由下模210及上模290对层叠体2从其层叠方向附加载荷,可以在下模210及上模290之间配置具有目标层叠厚度的高度的止动部件。例如可以是,如图51所示,使用一体地设置有多个止动部件210a的下模210a。在这种情况下,经由下模210a及上模290向层叠体2附加载荷,直到板270a与止动部件210a的前端抵接为止,从而使得层叠体2的层叠厚度与止动部件210a的高度大致一致。而且,例如可以是,如图52所示,除了使用一体地设置有多个止动部件210a的下模210a之外,还使用具有目标层叠厚度的高度的扩径部件251,并且将板270a的贯穿孔270a的内径设定为比扩径部件251的外形小。在这种情况下,经由下模210a及上模290向层叠体2附加载荷,直到板270a与止动部件210a的前端及扩径部件251抵接为止,从而使得层叠体2的层叠厚度与止动部件210a的高度大致一致。这样,能够容易地使层叠体2的层叠厚度与目标层叠厚度一致。此外,也可以使用具有目标层叠厚度的高度的止动部件210a和具有目标层叠厚度的高度的扩径部件251中的至少一方。另外,在图51及图52的方式中,板240分别与下模210a及板270a进行了一体化。
[0281]
49)为了进一步提高齿部5的至少位于切槽7的开口8附近的部分与绕组之间的绝缘性,也可以对该部分追加设置绝缘物(例如树脂成型物、绝缘纸等)。
[0282]
50)为了抑制绕组从切槽7的开口8向贯穿孔2a侧(转子侧)鼓出或者为了在切槽7内固定绕组,也可以向切槽7的开口8追加设置绝缘纸。此时,也可以在齿部5的位于开口8附近的侧面(开放端部5b的侧面)设置有卡定部(例如图21(b)所示的凹部、图21(a)所示的凸部)。在这种情况下,能够在该卡定部稳定地安装绝缘纸,并且能够提高在开口8附近配置有绝缘纸的层叠体2的生产率。
[0283]
51)在本实施方式中,是对在利用冲裁装置130形成层叠体2的工序之后,进行利用树脂填充装置200来形成树脂部3的工序的情况进行了说明,但也可以是在向树脂填充装置200投入层叠体2之前,对层叠体2实施规定的热处理。作为该热处理,例如可以是烧除(burn-off),也可以是退火及发蓝的组合,也可以是烧除及发蓝的组合。如图50所示,在铁芯部件彼此经由临时相互固定部9相互接合的情况下,可以在对层叠体2进行热处理之前从层叠体2除去临时相互固定部9,也可以在对层叠体2进行热处理之后从层叠体2除去临时相互固定部9。如果在对层叠体2进行热处理之前从层叠体2除去临时相互固定部9,则由于铁芯部件彼此未被临时相互固定部9约束,因此不易在铁芯部件产生伴随着热处理而发生的弯曲。因此,当利用树脂填充装置200进行树脂填充处理时,由于层叠体2被牢固地夹持于下模210与板270之间,因此熔融树脂不易从树脂填充装置200漏出。
[0284]
52)在本实施方式中,使用了从电磁钢板es冲裁出的冲裁部件w构成层叠体2,但是也可以使用从非结晶材料的薄板冲裁出的冲裁部件构成层叠体2。
[0285]
53)在本实施方式中,使用了热固性树脂形成树脂部3,但是也可以使用热塑树脂形成树脂部3。
[0286]
54)如图53所示,可以采用不同的工序来形成树脂部3的主部3a和端部3b。此时,主
部3a的树脂的种类和端部3b的树脂的种类可以不同。例如,可以使用粘度相对较低的(流动性高的)第一树脂构成主部3a,并使用粘度相对较高的第二树脂构成端部3b。在这种情况下,能够顺畅地向填充空间v1内填充第一树脂。另外,由于使用第二树脂形成当向齿部5安装绕组时容易作用负载的端部3b,因此提高了端部3b的强度。因此,能够抑制端部3b产生缺口、裂纹等。
[0287]
在此,参照图54~图57对采用不同的工序来形成树脂部3的主部3a和端部3b的方法的一例进行说明。首先,如图54所示,在下模210上按照规定的顺序安装:引导轴220、定位块230a、定位销230b、扩径工具250、层叠体2、芯部件260、板270b、板280以及上模290。在此,板270b的贯穿孔275与填充空间v1直接连通,这一点与上述实施方式的板270不同。
[0288]
接着,如图55所示,在上模290的各贯穿孔292中配置树脂颗粒p1。树脂颗粒p1例如可以由粘度相对较低的(流动性高的)第一树脂构成。接着,在各贯穿孔292内各插入一个推杆293。在该状态下,控制器140使未图示的加热器工作,并且使推杆293工作。由此,成为熔融状态的树脂颗粒p1被推杆293推出,该熔融树脂按顺序填充于贯穿孔292、凹槽286、贯穿孔285、贯穿孔275、填充空间v1。之后,熔融树脂因成型时的加热所引起的化学变化而固化,从而在填充空间v1内形成主部3a。此时,构成层叠体2的冲裁部件w彼此通过主部3a进行连接并一体化。这样,获得在切槽7内设置有主部3a的层叠体2。
[0289]
接着,如图56所示,在下模210b上按照规定的顺序安装:引导轴220、定位块230a、定位销230b、板240、扩径工具250、在切槽7内设置有主部3a的层叠体2、板240、芯部件260、板270、板280以及上模290。在此,在下模210b设置有与板240的贯穿孔244分别连通的多个贯穿孔216,这一点与上述实施方式的下模210不同。
[0290]
接着,如图57所示,向下模210b的各贯穿孔216中配置树脂颗粒p2,并且向上模290的各贯穿孔292中配置树脂颗粒p2。树脂颗粒p2例如可以由粘度相对较高的第二树脂构成。接着,在各贯穿孔216内各插入一个推杆217,并且在各贯穿孔292内各插入一个推杆293。在该状态下,控制器140使未图示的加热器工作,并且使推杆217、293工作。由此,成为熔融状态的树脂颗粒p2被推杆217推出,该熔融树脂按顺序填充于贯穿孔216、下侧的贯穿孔244(辅助空间v2)。同样地,成为熔融状态的树脂颗粒p2被推杆293推出,该熔融树脂按顺序填充于贯穿孔292、凹槽286、贯穿孔285、贯穿孔275、上侧的贯穿孔244(辅助空间v2)。之后,熔融树脂因成型时的加热所引起的化学变化而固化,从而在辅助空间v2内形成端部3b。这样,完成了在层叠体2的切槽7的内壁面f2设置有树脂部3的定子层叠铁芯1。
[0291]
55)如图58所示,可以是,以主部3a比端部3b更向切槽7侧突出的方式使主部3a相对于端部3b偏移配置。即可以是,在主部3a与端部3b之间设置有阶梯st。在这种情况下,当向齿部5安装绕组时,绕组容易在主部3a与端部3b错开的阶梯st上折曲,可使卷绕于齿部5的绕组减小直径。因此,线圈长度整体变短。因而,能够抑制在绕组中产生的发热,并且能够使安装了绕组之后的定子层叠铁芯整体降低高度。此外,阶梯st的宽度例如可以是0.1mm以下。关于主部3a相对于端部3b偏移的树脂部3,例如可以是,以填充空间v1相对于辅助空间v2错位的方式在板240设置有贯穿孔244。
[0292]
如图58的(a)所示,可以是,端部3b的主部3a侧的角部进行了倒角,另一方面,端部3b的远离主部3a侧的角部未进行倒角。如图58的(b)所示,可以是,在端部3b的主部3a侧的角部以及远离主部3a侧的角部都进行了倒角。在这种情况下,作为倒角的形状,可以是r倒
角,也可以是c倒角,只要是该角部被切削的状态,例如也可以是梯形形状、阶梯状等其它的形状。或者也可以是,树脂部3的主部3a或者端部3b以沿着安装于齿部5的绕组的形状的方式呈凹部和凸部在齿部的延伸方向上交替排列的凹凸状。此外,如果端部3b的角部进行了倒角,则能够容易进行端部3b的脱模。
[0293]
在此,如果想要形成主部3a侧的角部进行了倒角的端部3b,则需要在板240设置具有与该倒角对应的形状的凸部。端部3b的进行了倒角的角部在层叠方向上越接近主部3a则越向外方扩张,因此该凸部的前端变得尖锐。因此,在主部3a与端部3b之间不存在阶梯st的情况下,凸部的壁厚变薄。因而,导致该凸部的前端(变得尖锐的部分)的强度变弱,因此有可能无法稳定地制造角部进行了倒角的端部3b。但是,在为了于主部3a与端部3b之间设置阶梯st而想要确保由该凸部的前端规定的阶梯st的宽度(也称为该凸部的“按压剩余部分”)的情况下,可使该凸部变厚。因此,可确保该凸部的前端的强度,因此能够更稳定地制造主部3a侧的角部进行了倒角的端部3b。
[0294]
虽未图示,也可以是,端部3b的主部3a侧的角部以及远离主部3a侧的角部都不进行倒角。
[0295]
56)可以是随着朝向层叠方向上的层叠体2的两端面而齿部5的宽度变窄,也可以是轭部4的内径增大。例如,可以是如图59及图60所示那样,构成层叠体2的最外层(最上层或者最下层)的冲裁部件w1的齿部5的宽度,比构成层叠体2的最外层以外的其它层的冲裁部件w2的齿部5的宽度小,并且构成层叠体2的最外层的冲裁部件w1的轭部4的内径,比构成层叠体2的最外层以外的其它层的冲裁部件w2的轭部4的内径大。如图60的(a)所示,可以是,构成层叠体2的最外层的冲裁部件w1的齿部5的前端,与构成层叠体2的最外层以外的其它层的冲裁部件w2的齿部5的前端大致一致。如图60的(b)所示,可以是,构成层叠体2的最外层的冲裁部件w1的齿部5的前端,位于比构成层叠体2的最外层以外的其它层的冲裁部件w2的齿部5的前端更靠近轭部4。
[0296]
在这些情况下,齿部5的切槽7侧的角部以及/或者轭部4的切槽7侧的角部成为缺失的状态。因此,容易确保树脂部3的从切槽7的内壁面f2蔓延至层叠体2的端面f3、f4的部分的厚度。因而,能够抑制树脂部3的该部分的裂纹。另外,当在齿部上安装绕组时,能够利用树脂部3的该部分来抑制绕组与齿部5以及/或者轭部4之间的绝缘破坏。
[0297]
此外,可以是,构成层叠体2的最外层附近的多个冲裁部件w1的齿部5的宽度,比其它冲裁部件w的齿部5的宽度小,也可以是构成层叠体2的最外层附近的多个冲裁部件w1的轭部4的内径,比其它冲裁部件w的轭部4的内径大。可以是,构成层叠体2的最外层附近的多个冲裁部件w1的齿部5的宽度在层叠方向上恒定,也可以是,随着朝向层叠体2的端面而连续地或者阶段性地变小。可以是,构成层叠体2的最外层附近的多个冲裁部件w1的轭部4的内径在层叠方向上恒定,也可以是,随着朝向层叠体2的端面而连续地或者阶段性地变大。另外,在图59及图60所例示的方式中,如图61所示,可以是,在主部3a与端部3b之间设置有阶梯st,也可以是,端部3b的角部进行了倒角。
[0298]
57)可以是,使用与上述实施方式不同结构的树脂填充装置来制造定子层叠铁芯1。在此,参照图62~图64对另一例的树脂填充装置700进行说明。树脂填充装置700具备:输送机构710、移动机构720、填充机构730。
[0299]
如图62及图63所示,输送机构710具有输送辊711、一对移载臂712。输送辊711设置
于冲裁装置130与移动机构720之间、以及移动机构720与后续的其它装置之间。输送辊711具有如下功能,即:在冲裁装置130、移动机构720以及后续的其它装置之间输送以载置层叠体2的方式构成的输送部件701的功能。因此,输送辊711分别配置于移动机构720的上游侧与下游侧。
[0300]
在此,输送部件701如图64所详细示出的那样,具有输送板702和多个定位销703。输送板702是呈矩形状的板状部件,能够载置层叠体2。在输送板702设置有一个贯穿孔702a和多个贯穿孔702b。贯穿孔702a呈圆形状,位于输送板702的中心部。贯穿孔702a可以与层叠体2的内径为同等程度,或者比层叠体2的内径稍小。
[0301]
在本实施方式中,在输送板702设置有四十八个贯穿孔702b。多个贯穿孔702b比贯穿孔702a更靠外侧,并以围绕贯穿孔702a的方式大致等间隔地排列成圆形。各贯穿孔702b配置在与载置于输送板702的状态的层叠体2的各切槽7一一对应的位置。各贯穿孔702b具有与芯部件260对应的形状且大小与芯部件260为同等程度。在各贯穿孔702b的周围并且在输送板702的表面,设置有具有与芯部件260对应的形状且比芯部件260大一圈的凹槽702c。在冲裁装置130中形成的层叠体2以贯穿孔2a与贯穿孔702a互相重合且各切槽7与对应的贯穿孔702b互相重合的方式载置于输送板702上。
[0302]
多个定位销703以从输送板702的表面向上方突出的方式设置于输送板702。在本实施方式中,在输送板702设置有六个定位销703。定位销703呈四棱柱状。定位销703比贯穿孔702b更靠外侧,并大致等间隔地排列成圆形。这些定位销703在层叠体2载置于输送板702的状态下与层叠体2的对应的凹槽6卡合。
[0303]
返回图62及图63,一对移载臂712构成为能够从侧方夹持输送板702。一对移载臂712具有如下功能,即:将利用上游侧的输送辊711输送到移动机构720附近的输送板702夹持、并向移动机构720的下模210(详细情况将会在后面进行说明)移载的功能。一对移载臂712具有将载置于下模210的状态的输送板702夹持、并向下游侧的输送辊711移载的功能。
[0304]
移动机构720具有:基座721、升降机构722、一对导轨723、下模210(基座部件)、扩径工具250、扩径机构724以及多个芯部件260。
[0305]
基座721是呈矩形状的板状部件。在基座721设置有贯穿孔721a。升降机构722包括升降杆722a、驱动源722b。升降杆722a呈直棒状。升降杆722a插通于基座721的贯穿孔721a内,并沿铅垂方向延伸。在升降杆722a的上端设置有比升降杆722a更向径向外方凸出的凸缘部722c。驱动源722b安装于升降杆722a的下端。驱动源722b构成为能够使升降杆722a相对于基座721升降。驱动源722b例如可以是液压缸、直动致动器等。
[0306]
一对导轨723设置于基座721上。一对导轨723以隔着基座721的贯穿孔721a对置的方式平行地延伸。一对导轨723的一端位于贯穿孔721a附近。一对导轨723的另一端延伸到基座721的外方。从上方观察,一对导轨723的另一端位于上游侧的输送辊711与下游侧的输送辊711之间。
[0307]
下模210经由设置于下模210下表面的滑动单元725安装于一对导轨723。因此,下模210能够沿着一对导轨723在一对导轨723的一端与另一端之间移动。在下模210的中央部设置有贯穿孔210b(参照图63)。
[0308]
扩径工具250载置于下模210上。扩径工具250的结构与上述实施方式相同。即,扩径工具250包括多个扩径部件251以及按压部件252。从上方观察,多个扩径部件251整体呈
圆环状。在扩径部件251的下表面设置有凹槽254,设置于下模210表面的导轨215能够插入凹槽254内。因此,扩径部件251能够沿导轨215的延伸方向移动。虽未图示,在多个扩径部件251安装有架设于它们的环状弹性部件(例如o型环等)。因此,利用该弹性部件对多个扩径部件251向使其相互接近的方向(径向内侧)附加作用力。按压部件252配置于扩径部件251的内周面253内。
[0309]
如图63所示,扩径机构724包括升降杆724a、卡合部件724b、辅助保持板724c、弹性部件724d。升降杆724a呈直棒状。升降杆724a插通于下模210的贯穿孔210b内,并沿铅垂方向延伸。在升降杆724a的上端安装有按压部件252。
[0310]
卡合部件724b呈大致c字形状。卡合部件724b以其开放端侧朝向下方的方式安装于升降杆724a的下端。卡合部件724b与下模210一起沿着一对导轨723移动,当卡合部件724b到达凸缘部722c时,则卡合部件724b与凸缘部722c卡合。
[0311]
辅助保持板724c在下模210的下表面侧安装于下模210。辅助保持板724c在插通有升降杆724a的状态下位于卡合部件724b的上方。
[0312]
弹性部件724d载置于辅助保持板724c上。弹性部件724d具有对升降杆724a向上方施力的功能。弹性部件724d例如可以是压缩螺旋弹簧。因此,当卡合部件724b与凸缘部722c卡合,升降杆724a向下方拉紧时,按压部件252也随之下降。因此,各扩径部件251沿着导轨215向径向外方移动。另一方面,当卡合部件724b从凸缘部722c分离,从升降杆724a的下端除去拉伸力时,弹性部件724d对升降杆724a施力,向上方推举升降杆724a。因此,也从按压部件252除去针对各扩径部件251的负载。此时,同时地利用环状的弹性部件,使各扩径部件251沿着导轨215向径向内侧移动。
[0313]
多个芯部件260以从下模210的上表面向上方突出的方式安装于下模210。多个芯部件260以围绕扩径工具250的方式大致等间隔地排列成圆形。各芯部件260配置于与层叠体2的各切槽7一一对应的位置。
[0314]
填充机构730具有板270及上模290。在图62的方式中,使板240、280与板270一体化,这一点与上述实施方式的板270不同。在图62的方式中,在上模290上与扩径工具250、各芯部件260以及各定位销703对应的位置设置有贯穿孔,这一点与上述实施方式的上模290不同。
[0315]
接着,参照图62及图65~图67对使用以上这样的树脂填充装置200在层叠体2的各切槽7形成树脂部3的方法(定子层叠铁芯1的制造方法)进行说明。
[0316]
首先,在冲裁装置130中形成层叠体2,并在层叠体2从冲裁装置130排出后,将层叠体2载置到输送板702上。此时,层叠体2的贯穿孔2a与输送板702的贯穿孔702a互相重合。层叠体2的各切槽7与输送板702的对应的各贯穿孔702b互相重合。输送板702的各定位销703与层叠体2的对应的凹槽6卡合(参照图62)。
[0317]
接着,载置有层叠体2的输送板702(输送部件701)通过上游侧的输送辊711被输送到移动机构720附近(参照图62)。此时,下模210位于一对导轨723的另一端侧(第一位置)。
[0318]
接着,一对移载臂712进行工作,利用一对移载臂712从两侧把持输送板702,并将输送部件701移载至下模210。具体而言,移载臂712以使输送部件701向下模210下降的方式向下模210叠放输送部件701。此时,扩径工具250插通于输送板702的贯穿孔702a以及层叠体2的贯穿孔2a。各芯部件260插通于输送板702的对应的贯穿孔702b以及层叠体2的对应的
切槽7(参照图65)。
[0319]
接着,下模210在一对导轨723上移动,并到达一对导轨723的一端侧(第二位置)。此时,卡合部件724b与凸缘部722c卡合,各扩径部件251进行扩径。因此,各扩径部件251的外周面与贯穿孔2a的内周面抵接,并对其附加朝向径向外侧的力。
[0320]
接着,在层叠体2上载置板270及上模290,并在上模290的各贯穿孔292内一一配置有树脂颗粒p及推杆293的状态下,使推杆293工作(参照图66)。由此,成为熔融状态的树脂颗粒p被推杆293推出,熔融树脂填充于填充空间v1及辅助空间v2内。之后,熔融树脂固化,在填充空间v1及辅助空间v2内形成树脂部3。这样,完成了在层叠体2的切槽7的内壁面f2设置有树脂部3的定子层叠铁芯1。
[0321]
根据以上的树脂填充装置700,仅通过向下模210叠放输送部件701,就能够同时且简易地将多个芯部件260插入对应的切槽7内。
[0322]
根据以上的树脂填充装置700,仅通过向下模210叠放输送部件701,即可在层叠体2的内部配置扩径工具250。因此,也能够将扩径工具250简易且迅速地配置于层叠体2。
[0323]
根据以上的树脂填充装置700,输送部件701在下模210上的叠放位置(第一位置)与熔融树脂向层叠体2的填充位置(第二位置)不同。因此,填充机构730配置在与利用移载臂712向下模210移载输送部件701的区域不同的区域。因而,能够实现树脂填充装置700的小型化。
[0324]
此外,在以上的树脂填充装置700中,可以是,向下模210叠放输送部件701的位置(第一位置)、与向层叠体2填充熔融树脂的位置(第二位置)相同或者相互接近。即,在这种情况下,树脂填充装置700可以不具备导轨723或者移动机构720自身。
[0325]
也可以是,不在下模210设置扩径工具250。
[0326]
在以上的树脂填充装置700中,是利用移载臂712向下模210叠放输送部件701,也可以是通过下模210向输送部件701上升来叠放二者。即可以是,通过使输送部件701及下模210的至少一方向另一方移动来叠放二者。
[0327]
如图68所示,可以是,不在输送板702设置贯穿孔702b及凹槽702c,而是在下模210设置辅助板218,该辅助板218设置有与凹槽702c对应的凹槽218a。在这种情况下,当层叠体2载置于输送板702时,轭部4在输送板702的贯穿孔702b附近的区域被支撑,齿部5由于与贯穿孔702b互相重合而未被输送板702支撑。在这种情况下,如该图68所示,当在切槽7的内壁面f2形成了树脂部3之后从下模210取下输送部件701时,不仅能够从上方侧确认树脂部3的形成状态,而且也能够从输送板702侧(下方侧)经由贯穿孔702b来确认树脂部3的形成状态。
[0328]
58)切槽7的内壁面f2可以是凹凸在层叠方向上排列的凹凸面。例如可以是,如图69及图70所示,使在切槽7的内周面(轭部4的内周缘以及/或者齿部5的构成切槽7的周缘)设置有切口7a的冲裁部件w3、和未设置切口7a的冲裁部件w1混合存在并层叠,从而获得层叠体2。在这种情况下,由于树脂部3也设置于切口7a内,因此提高了树脂部3相对于切槽7的内壁面f2的附着性。因此,能够抑制树脂部3从层叠体2剥离。此外可以是,如图70的(a)所示,切口7a局部地设置于切槽7的内周面。可以是如图70的(b)所示,切口7a遍及切槽7的大致整个内周面设置。在图70的(b)中,为了容易理解冲裁部件w1、w3的层叠状态,也用单点划线表示冲裁部件w1。
[0329]
如图71所示,可以是,在冲裁部件w3的轭部4的内周缘以及/或者齿部5的构成切槽7的周缘,取代切口7a而设置有异形部7b。具体而言,在图71的(a)所示的方式中,异形部7b的剖面呈三角形状。在图71的(b)所示的方式中,异形部7b呈厚度比其它区域薄的剖面形状。这些异形部7b例如可以通过压印加工形成。如图72所示,可以是,仅使设置有异形部7b的冲裁部件w3层叠而构成层叠体2。
[0330]
59)可以是,使用构成为能够在切槽7内扩张缩小的芯部件260a。具体而言可以是,如图73所示,芯部件260a通过纵向分割被分割成两部分,各部分利用弹性部件260f连接。因此,芯部件260a的各部分通过弹性部件260f被以相互接近的方式施力。弹性部件260f例如可以是压缩螺旋弹簧。在芯部件260a的上端面及下端面分别设置有凹部260g。凹部260g随着朝向底壁而缩径。
[0331]
参照图73~图75对使用这样的芯部件260a形成树脂部3的过程进行说明。首先,如图73所示,在下模210c上按照规定的顺序安装:引导轴220、定位块230a、定位销230b、板240、扩径工具250、在切槽7内设置有主部3a的层叠体2、板240、芯部件260a、板270、板280以及上模290a。由此,成为在切槽7内配置有芯部件260a的状态。在此,下模210c在与芯部件260a对应的位置设置有贯穿孔216,这一点与上述实施方式的下模210不同。另外,上模290a在与芯部件260a对应的位置设置有贯穿孔294,这一点与上述实施方式的上模290不同。
[0332]
接着,如图74所示,从贯穿孔216插入推杆217,并且从贯穿孔294插入推杆295。推杆217、295的前端部随着朝向前端而缩径。因此,当推杆217的前端部插入芯部件260a的上端面的凹部260g、推杆293的前端部插入芯部件260a的下端面的凹部260g时,芯部件260a的各部分克服弹性部件260f的作用力而相互分离。因此,以该状态将熔融树脂填充于填充空间v1及辅助空间v2内。
[0333]
当熔融树脂固化而在填充空间v1及辅助空间v2内形成了树脂部3时,如图75所示,从贯穿孔216、294拔出推杆217、295。由此,芯部件260a的各部分被弹性部件260f牵拉靠近。因此,芯部件260a从树脂部3分离。因而,容易进行芯部件260a向切槽7内的插入以及拔出。
[0334]
60)在上模290设置有能够配置树脂颗粒p及推杆293的多个贯穿孔292,如果要一次向全部切槽7的填充空间v1填充熔融树脂,则具有树脂填充装置200整体大型化的倾向。因此可以是,如图76所示,在多个贯穿孔292中的一部分配置树脂颗粒p及推杆293,并向对应的切槽7的填充空间v1内填充熔融树脂。之后可以重复进行:使层叠体2侧和推杆293侧的至少一方进行旋转或者移动而从其它的贯穿孔292向剩余的切槽7的填充空间v1内填充熔融树脂。在这种情况下,只要依次对一部分的切槽7的填充空间v1填充熔融树脂即可,因此能够使树脂填充装置200小型化。
[0335]
61)如图77所示,可以使用比层叠体2的层叠厚度小的芯部件260。参照图77及图78对在这种情况下使用这样的芯部件260来形成树脂部3的过程进行说明。首先,如图77所示,在下模210c上按照规定的顺序安装:引导轴220、定位块230a、定位销230b、板240、扩径工具250、在切槽7内设置有主部3a的层叠体2、板240、芯部件260、板270c、板280a以及上模290。由此,成为在切槽7内的下部配置有芯部件260的状态。
[0336]
在此,下模210c在与芯部件260对应的位置设置有贯穿孔216,这一点与上述实施方式的下模210不同。可以是,在板270c的下表面的与切槽7对应的位置设置有保持芯部件260的保持部件276。保持部件276具有与切槽7对应的形状,在芯部件260插入下模210的插
入孔214的状态下,在保持部件276与下模210之间夹持芯部件260。在下模210及保持部件276设置有贯穿它们且以连通贯穿孔285与填充空间v1的方式构成的贯穿孔270b。板280a未在与芯部件260对应的位置设置贯穿孔284,这一点与上述实施方式的板280不同。
[0337]
接着,向多个贯穿孔292分别一一配置树脂颗粒p及推杆293,并通过贯穿孔285、270b向被下模210、芯部件260、保持部件276以及切槽7围绕的空间即填充空间v1a(填充空间v1的下部)以及下方的辅助空间v2内填充熔融树脂。
[0338]
接着,从层叠体2取下板270c、280a以及上模290,并取而代之如图78所示那样,对层叠体2安装板270d、270a以及上模290。接着,从贯穿孔216插入推杆217,并推举芯部件260直到芯部件260的上端与板270d抵接为止。在该状态下,再次向多个贯穿孔292分别一一配置树脂颗粒p及推杆293,并通过贯穿孔285、270b向被已经在切槽7的下方形成的树脂部3、板270d、芯部件260以及切槽7围绕的空间即填充空间v1b(填充空间v1的上部)以及上方的辅助空间v2内填充熔融树脂。由此,完成了在层叠体2的切槽7的内壁面f2设置有树脂部3的定子层叠铁芯1。
[0339]
根据以上所述,熔融树脂在层叠方向上分别部分地填充于填充空间v1a、v1b。因此,与一次向填充空间v1填充熔融树脂的情况相比,能够提高熔融树脂向填充空间v1的填充性。此外,在以上的说明中,是对分两次向填充空间v1内填充熔融树脂的情况进行了说明,但是也可以分三次以上向填充空间v1内填充熔融树脂。此外,在像这样分多次向填充空间v1内填充熔融树脂的情况下,向一个填充空间v1填充的熔融树脂的种类可以相同也可以不同。
[0340]
62)如图79及图80所示,还可以在板270与上模290之间夹设中间板800。具体而言,在中间板800设置有多个贯穿孔801、多个贯穿孔802、以及多个贯穿孔803。贯穿孔801设置于与上模290的插入孔291对应的位置。贯穿孔802设置于与上模290的贯穿孔292对应的位置。贯穿孔803设置于与芯部件260对应的位置。因而,如图79所示,在将层叠厚度相对较大的层叠体2设置于树脂填充装置200的情况下,引导轴220的上端部位于中间板800的贯穿孔801内,芯部件260的上端部位于板280的贯穿孔285内。另一方面,如图80所示,在将层叠厚度相对较小的层叠体2设置于树脂填充装置200的情况下,引导轴220的上端部位于上模290的插入孔291内,芯部件260的上端部位于中间板800的贯穿孔803内。
[0341]
根据以上情况,中间板800的贯穿孔801、803分别作为引导轴220及芯部件260能够通过的避让部发挥功能。在这种情况下,能够用一个树脂填充装置处理不同的层叠厚度的层叠体2。此外,在图79及图80中,省略了定位销230b、和供其插入的插入孔213及贯穿孔243、273的图示。也可以是,取代在图79及图80中示出的中间板800而使板270、280或者上模290的厚度增大,并在它们上设置引导轴220或者芯部件260能够通过的避让部(插通孔、贯穿孔等)。
[0342]
63)也可以是,在芯部件260的外周面与切槽7的内壁面f2之间设置有沿层叠方向延伸的树脂注入流路fp。树脂注入流路fp设定成相对于熔融树脂的流路阻力比填充空间v1小。在这种情况下,熔融树脂以流路阻力升序的方式从树脂注入流路fp向填充空间v1流动。即,熔融树脂充满沿层叠方向延伸的树脂注入流路fp内,接着,从树脂注入流路fp朝向填充空间v1前进并沿着与层叠方向交叉的方向逐渐充满填充空间v1内。因此,与不存在树脂注入流路fp的情况相比,能够更有效地使熔融树脂充满整个填充空间v1。此外可以是,树脂注
入流路fp从层叠体2的一端面向另一端面延伸。
[0343]
如图81的(a)所示,树脂注入流路fp例如可以是设置于切槽7的内壁面f2的轭部4的内周面的凹槽。如图81的(b)所示,树脂注入流路fp例如可以是设置于切槽7的内壁面f2的齿部5的侧面的凹槽。如图82的(a)所示,树脂注入流路fp例如可以是设置于切槽7的内壁面f2与芯部件260之间的空间。如图82的(b)所示,树脂注入流路fp例如可以是设置于芯部件260的外周面的凹槽。树脂注入流路fp的数量及形状没有特别限定。此外,在图81及图82中,在芯部件260的外周面与切槽7的内壁面f2的间隔距离是例如0.3mm~0.5mm的程度的情况下,树脂注入流路fp的宽度可以是例如0.7mm~0.9mm的程度。
[0344]
64)如图83所示,可以是,扩径部件251与芯部件260进行了一体化。在这种情况下,一体地连结扩径部件251与芯部件260的连结部255具有与切槽7的开口8为同等程度的宽度,并封闭开口8。在将层叠体2安装于树脂填充装置200时,如图83的(a)所示,在扩径部件251整体靠近下模210的中心部的状态下,将各芯部件260插入对应的切槽7内,并且将连结部255配置于开口8内。接着,如图83的(b)所示,在连结部255封闭开口8的状态下,扩径部件251向层叠体2的径向外侧移动,扩径部件251的外周面与层叠体2的贯穿孔2a的内周面抵接。
[0345]
65)可以是,芯部件260与树脂填充装置200的夹持层叠体2的部件(在上述的实施方式中,例如是下模210、板240、270、280或者上模290)进行了一体化。例如可以是,如图84所示,芯部件260分割成两个部分269,一部分269与下模210成为一体,另一部分269与上模290成为一体。由此,当层叠体2设置于树脂填充装置200时,与下模210成为一体的部分269和与上模290成为一体的部分269在切槽7内抵接,并构成芯部件260。
[0346]
66)虽未图示,可以是,扩径部件251、芯部件260、以及树脂填充装置200的夹持层叠体2的部件成为一体。
[0347]
67)虽未图示,可以是,辅助空间v2的与轭部4的端面f3对置的一部分,比辅助空间v2的与轭部4的端面f3对置的剩余部分更高,且沿着周向延伸。在这种情况下,当熔融树脂填充于辅助空间v2时,与辅助空间v2的该一部分对应地,在轭部4的端面f3形成高度较高且沿周向延伸的树脂壁部。另外,在将多个齿部5作为一组来卷绕绕组的情况下(所谓的分布卷绕的情况下),从一个切槽7出来的绕组先是朝向轭部4前进,并以在达轭部4上爬行的方式延伸,之后再朝向不与一个切槽7相邻的其它切槽7前进。在这种情况下,若是如上述那样在轭部4的端面f3上形成了树脂壁部,则能够在进行分布卷绕时将树脂壁部用作绕组的导向件。因而,能够有效地对定子层叠铁芯1安装绕组。树脂壁部可以在端面f3上呈环状,也可以在周向上不连续地延伸(可以呈弧状)。
[0348]
如图85所示,可以是,在树脂部3设置有在切槽7内相互对置且沿层叠方向延伸的一对切口槽3d。在这种情况下,能够在一对切口槽3d内安装绝缘纸等绝缘部件。因此可以是,如图85所示,未在切槽7的内壁面f2的轭部4的内周面设置树脂部3。
[0349]
68)在将熔融树脂填充于填充空间v1时,可以是,将流动性低的状态的熔融树脂填充于填充空间v1的齿部5的前端侧,并且将流动性高的状态的熔融树脂填充于填充空间v1的齿部5的基端侧。在这种情况下,能够抑制熔融树脂从切槽7的开口8漏出,并且在齿部5的基端侧,能够提高熔融树脂向填充空间v1内的填充性。
[0350]
例如可以是,如图86所示,在设置于齿部5的前端侧的贯穿孔292内配置加热到相
对较低温度的树脂颗粒p3,并且在设置于齿部5的基端侧的贯穿孔292内配置加热到相对较高温度的树脂颗粒p4,在此状态下使这些树脂颗粒p3、p4成为熔融状态并且利用推杆293向填充空间v1内推出。当将树脂加热到相对较低温度时,反应比较不容易进行,因此流动性低(粘性高)且固化速度较慢。另一方面,当将树脂加热到相对较高温度时,反应比较容易进行,因此流动性高(粘性低)且固化速度较快。因此,能够将流动性低的状态的熔融树脂填充于填充空间v1的齿部5的前端侧,并将流动性高的状态的熔融树脂填充于填充空间v1的齿部5的基端侧。此外,温度相对较低的树脂颗粒p3与温度相对较高的树脂颗粒p4的温度差可以是20℃的程度。树脂颗粒p3的加热温度例如可以是40℃~60℃的程度,树脂颗粒p4的加热温度例如可以是60℃~80℃的程度。也可以使用加热到不同温度的三个以上的树脂颗粒。
[0351]
例如,在设置于齿部5的前端侧的贯穿孔292内配置的树脂颗粒p3的特性,与在设置于齿部5的基端侧的贯穿孔292内配置的树脂颗粒p4的特性可以不同。即,根据构成树脂颗粒p3、p4的树脂的种类、以及树脂颗粒p3、p4所含填料的种类等,树脂颗粒p3成为熔融树脂时的流动性可以比树脂颗粒p4成为熔融树脂时的流动性低。
[0352]
例如可以是,以齿部5的前端侧的温度比齿部5的基端侧的温度低的方式,对齿部5或者芯部件260进行加热。在这种情况下,填充于填充空间v1的熔融树脂在齿部5的前端侧比较不容易进行反应且流动性较低,另一方面,在齿部5的基端侧比较容易进行反应且流动性较高。
[0353]
可以是,为了使齿部5或者芯部件260在齿部5的延伸方向上局部地成为不同的温度,在下模210以及/或者上模290设置不同的两个以上的独立的加热器。可以是,这些加热器呈环状,并以沿着齿部5的延伸方向排列的方式配置成同心圆形。设定成:位置越靠近齿部5的前端侧的加热器的温度就越低,位置越靠近齿部5的基端侧的加热器的温度就越高。
[0354]
可以是,为了使齿部5或者芯部件260在齿部5的延伸方向上局部地成为不同的温度,在芯部件260的内部设置不同的两个以上的独立的加热器。这些加热器可以在齿部5的径向上排列。设定成:位置越靠近齿部5的前端侧的加热器的温度就越低,位置越靠近齿部5的基端侧的加热器的温度就越高。
[0355]
69)在将熔融树脂填充于填充空间v1时,可以是,在将流动性低的状态的熔融树脂填充于填充空间v1之后,将流动性高的状态的熔融树脂填充于填充空间v1。在这种情况下,向填充空间v1的熔融树脂的填充口的相反侧,填充流动性低的状态的熔融树脂。因此,能够抑制熔融树脂从填充口的相反侧漏出。另一方面,在填充口侧填充流动性高的状态的熔融树脂。因此,能够在填充口侧提高熔融树脂的填充性。
[0356]
例如可以是,如图87所示,在将加热到相对较低温度的树脂颗粒p3和加热到相对较高温度的树脂颗粒p4,以树脂颗粒p3位于比树脂颗粒p4更靠近填充空间v1的方式配置于贯穿孔292内的状态下,使这些树脂颗粒p3、p4成为熔融状态并且利用推杆293向填充空间v1内推出。当将树脂加热到相对较低温度时,反应比较不容易进行,因此流动性低(粘性高)且固化速度较慢。另一方面,当将树脂加热到相对较高温度时,反应比较容易进行,因此流动性高(粘性低)且固化速度较快。因此,能够在将流动性低的状态的熔融树脂填充于填充空间v1之后,将流动性高的状态的熔融树脂填充于填充空间v1。此外,温度相对较低的树脂颗粒p3与温度相对较高的树脂颗粒p4的温度差可以是20℃的程度。树脂颗粒p3的加热温度
例如可以是40℃~60℃的程度,树脂颗粒p4的加热温度例如可以是60℃~80℃的程度。也可以使用加热到不同温度的三个以上的树脂颗粒。
[0357]
例如,配置于一个贯穿孔292内的树脂颗粒p3、p4的特性可以不同。即,根据构成树脂颗粒p3、p4的树脂的种类、以及树脂颗粒p3、p4所含填料的种类等,树脂颗粒p3成为熔融树脂时的流动性可以比树脂颗粒p4成为熔融树脂时的流动性低。
[0358]
例如可以是,以使得齿部5的熔融树脂的填充口的相反侧的温度比填充口侧的温度低的方式,对齿部5或者芯部件260进行加热。在这种情况下,填充于填充空间v1的熔融树脂在填充口的相反侧比较不容易进行反应且流动性较低,另一方面,在填充口侧比较容易进行反应且流动性较高。
[0359]
可以是,为了使齿部5或者芯部件260在层叠方向上局部地成为不同的温度,在下模210和上模290设置不同的独立的加热器。在从上模290侧填充熔融树脂的情况下,设定成:位置越靠近下模210的加热器的温度就越低,位置越靠近上模290的加热器的温度就越高。
[0360]
可以是,为了使齿部5或者芯部件260在层叠方向上局部地成为不同的温度,在芯部件260的内部设置不同的两个以上的独立的加热器。这些加热器可以在层叠方向上排列。在从上模290侧填充熔融树脂的情况下,设定成:位置越靠近下模210侧的加热器的温度就越低,位置越靠近上模290侧的加热器的温度就越高。
[0361]
70)如图88所示,可以是,在芯部件260设置有遍及芯部件260的端面和侧面延伸的树脂流路260h。在这种情况下,可以通过芯部件260的树脂流路260h向填充空间v1内填充熔融树脂。在这种情况下,由于在填充空间的中途直接注入熔融树脂,因此能够提高熔融树脂向填充空间v1内的填充性。此外,如图88所示,如果构成为芯部件260以能够在树脂流路260h的位置进行分割,则容易将残留于树脂流路260h内的熔融树脂的固化物(所谓的“残余料(
カル
)”)除去。
[0362]
71)填充于各填充空间v1内的熔融树脂的种类可以全部相同,也可以对应于填充空间v1而不同。
[0363]
72)对各填充空间v1内填充熔融树脂,可以是从下模210侧填充,也可以是从上模290侧填充,也可以从下模210侧及上模290侧双方进行填充。
[0364]
73)虽未图示,齿部5可以分支成多个。例如,可以对轭部4设置两叉状的齿部5。在这种情况下,也可以在齿部5的分支的间隙设置树脂部3。
[0365]
74)虽未图示,对芯部件260进行加热的加热装置可以连接于芯部件260。在这种情况下,通过在向填充空间v1内填充熔融树脂之前利用加热装置对芯部件260进行加热,从而芯部件260发生热膨胀,芯部件260能够更可靠地封闭开口8。因此,能够进一步抑制熔融树脂从开口8漏出。另外,通过对芯部件260加热,从而熔融树脂也被加热,因此能够提高熔融树脂的流动性。另一方面,在向填充空间v1内填充了熔融树脂之后,停止对芯部件260的加热,从而芯部件260会收缩为原来的形状,能够在设置于切槽7的内壁面f2的树脂部3与芯部件260之间形成间隙。因此,容易相对于切槽7插拔芯部件260。作为芯部件260的加热方法,例如能够举出利用加热器对芯部件260加热、以及使加热流体在设置于芯部件260的流路中流通等方法。
[0366]
75)可以是,当获得在层叠多个冲裁部件w而成的块体的切槽7内设置有树脂部3的
中间体之后,将多个中间体叠放并一体化来制造定子层叠铁芯1。
[0367]
76)可以从切槽7的上方插拔全部的芯部件260,也可以从切槽7的下方插拔全部的芯部件260。或者,也可以从切槽的上方插拔一部分的芯部件260并从切槽7的下方插拔其余的芯部件260。在这种情况下,当向切槽7内插入芯部件260时,可使层叠体2中产生的载荷(摩擦阻力)在层叠体2的上端面侧和下端面侧分散,因此容易向切槽7内插入芯部件260,并且容易从切槽7内取出芯部件260。
[0368]
77)以上对没有利用树脂部3对开口8进行封闭的方式进行了说明,但是对于利用树脂部3封闭开口8的方式也同样能够适用本发明。例如可以是,如图89及图90所示,利用树脂部3的封闭部3c封闭开口8。封闭部3c与主部3a及端部3b形成为一体。
[0369]
在此,为了制造利用树脂部3封闭开口8的定子层叠铁芯1,而例如是如图91所示那样,在配置于切槽7内的芯部件260与切槽7的内壁面f2分离并且利用配置于贯穿孔2a内的封闭部件600封闭了全部的开口8的状态下,向填充空间v1内填充熔融树脂。例如可以是,如图64所示那样,封闭部件600是具有与层叠体2(齿部5)的内径大致相同的外径的圆柱状体。例如可以是,如图92所示那样,封闭部件600在圆柱状体的封闭部件600的周面设置有与各开口8对应的突条601。在这种情况下,可将各开口8利用对应的突条601进行封闭,因此能够抑制熔融树脂从开口8漏出。
[0370]
例如可以是,如图93所示那样,封闭部件600由多个柱状体602构成。柱状体602可以是圆柱状,也可以是四棱柱状,也可以是剖面呈其它各种形状的柱状。在利用封闭部件600封闭开口8的情况下,各柱状体602一一配置于对应的开口8。如图94所示,也可以利用连接部件603将相邻的柱状体602彼此连接。在这种情况下,可以利用连接部件603连接全部柱状体602,柱状体602整体可以呈环状,也可以利用连接部件603连接一部分柱状体602而不是连接全部的柱状体602。虽未图示,也可以将扩径工具250用作封闭部件600,利用扩径部件251的外周面来封闭开口8。
[0371]
此外,虽然在图91~图94中示出了封闭部件600完全抵接于开口8的情况,但是也可以在开口8与封闭部件600之间存在微小的间隙(例如,几十μm程度的间隙)。附图标记说明
[0372]
1-定子层叠铁芯;2-层叠体;3-树脂部;4-轭部;5-齿部;5b-开放端部;7-切槽;8-开口(切槽开口);100-制造装置;140-控制器(控制部);200-树脂填充装置;210-下模(夹持板);230a-定位块(定位部件);230b-定位销(定位部件);240-溢流板(夹持板);250-扩径工具;251-扩径部件;252-按压部件;260-芯部件;260a-主体部;260b-封闭部;260d-贯穿孔(流路);270-下侧隔板(夹持板);280-上侧隔板(夹持板);500-定位部件;600-封闭部件;es-电磁钢板;f1-内壁面(第一倾斜面;倾斜面);f2-内壁面;f3、f4-端面;f5-外侧面(第二倾斜面);r1-覆盖区域;r2-非覆盖区域;v1-填充空间;v2-辅助空间;w-冲裁部件(铁芯部件)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1