对基板作业机的制作方法
[0001]
本公开涉及设置相邻的两个对基板作业机时的对位。
背景技术:
[0002]
以往,存在排列多个进行元件对基板的安装的对基板作业机而构成一个生产线的技术(例如,专利文献1等)。专利文献1的对基板作业机与并列设置的其他对基板作业机经由连结部件而连结,并被定位。被连结的两个对基板作业机在彼此之间设置间隙地相邻配置。
[0003]
现有技术文献
[0004]
专利文献1:日本特开2001-179546号公报
技术实现要素:
[0005]
发明所要解决的课题
[0006]
在上述生产线中,跨多个对基板作业机地输送基板。各对基板作业机沿着安装有带式输送机等的引导件而输送基板。在这种对基板作业机的设置作业中,若例如在相邻的对基板作业机的引导件间产生段差,则需要对准引导件的位置。在以往的对基板作业机中,例如,在相邻的对基板作业机之间确保有间隙,调整对基板作业机的上下方向、前后方向的位置来对齐引导件的位置。该调整作业存在依靠作业者的感觉的部分,可能会因作业者的感觉的差异而产生误差。
[0007]
本公开鉴于上述课题而作出,其目的在于,提供能够减少作业者进行的调整作业且在设置了相邻的对基板作业机的情况下能够高精度地对彼此的引导件进行对位的对基板作业机。
[0008]
用于解决课题的手段
[0009]
为了解决上述课题,本公开公开一种对基板作业机,具备:模块,进行元件对于被输送来的基板的安装作业;基座,在该基座的上部配置上述模块;及输送部,沿着引导件输送上述安装作业涉及的被输送物;上述基座具有成为上述基座的位置的基准的基准面,上述输送部的引导件配置于以上述基准面为基准的预定的位置,上述对基板作业机中,并列设置多个上述对基板作业机,由多个上述对基板作业机中的任意的上述对基板作业机的上述输送部沿着上述引导件搬出的上述被输送物能够由相邻的上述对基板作业机的上述输送部沿着上述引导件搬入,在使上述任意的上述对基板作业机的上述基准面的位置与上述相邻的上述对基板作业机的上述基准面的位置对准的情况下,上述任意的上述对基板作业机的上述引导件与上述相邻的上述对基板作业机的上述引导件的位置被对准。
[0010]
发明效果
[0011]
根据本公开的对基板作业机,在设置作业中,能够通过对准任意的对基板作业机的基准面的位置与相邻的对基板作业机的基准面的位置,而对准相邻的引导件的位置地进行配置。由此,进行设置的作业者能够通过对准基座的基准面的位置而对准输送部的引导
件的位置。因此,能够减少依靠作业者的感觉的位置调整作业,能够对相邻的对基板作业机的引导件高精度地进行对位。其结果是,能够通过输送部稳定地输送在对基板作业机之间移动的被输送物。
附图说明
[0012]
图1是示出实施方式中的生产系统的立体图。
[0013]
图2是示出更换机器人和电子元件安装机的结构的概略的立体图。
[0014]
图3是更换机器人的侧视图。
[0015]
图4是示出移动装置的结构的立体图。
[0016]
图5是示出相对于基座拉出了模块的状态的立体图。
[0017]
图6是基座的立体图。
[0018]
图7是示意性地示出沿着左右方向并列设置的两个基座的图。
[0019]
图8是将图7所示的区域101放大的放大图。
[0020]
图9是去除了图8中的第一滚轮引导件及右侧的基座的图。
[0021]
图10是示出相邻的两个基座的前表面的一部分的图。
[0022]
图11是示出相邻的两个基座的后表面的一部分的图。
[0023]
图12是示出设置作业的顺序的流程图。
具体实施方式
[0024]
(生产系统10的结构)
[0025]
以下,参照附图来详细说明用于实施本公开的一实施方式。图1示出了具备作为将本公开的对基板作业机具体化的一实施方式的电子元件安装机(以下,省略成“安装机”)11的生产系统10的立体图。图2示出了更换机器人15和安装机11的立体图。另外,图2示出了拆卸了安装机11的触摸面板39和上部罩11a等的状态。
[0026]
如图1及图2所示,生产系统10通过将多个安装机11在一个方向上并列设置且相互连结而构成,进行基板bd的输送。在以下的说明中,如图1及图2所示,将连结安装机11的方向且输送基板bd的方向称作左右方向,将与左右方向正交且与输送的基板bd的平面平行的方向称作前后方向,将与左右方向及前后方向正交的方向称作上下方向来说明。
[0027]
生产系统10在前后方向上的前表面侧(图1中的跟前侧)具备:供料器保管装置13、更换机器人15及管理装置17。多个安装机11、供料器保管装置13、更换机器人15、管理装置17等能够经由网络(图示省略)而进行通信。安装机11等经由网络而收发各种数据。在生产系统10中使用的网络的连接可以是有线也可以是无线。另外,生产系统10除了安装机11以外,也可以具备例如丝网印刷机、安装检查机、回流炉等其他种类的对基板作业机。
[0028]
供料器保管装置13设于搬入基板bd的搬入侧(左右方向上的左侧),保管盒式的供料器21。供料器21是从将电子元件编带化的载带供给电子元件的供料器型的供给装置。供料器保管装置13具有多个插槽,储存安设于各插槽的供料器21。供料器21当安设于供料器保管装置13的插槽时,成为能够与管理装置17之间进行通信的状态。由此,供料器保管装置13的插槽和安设于该插槽的供料器21的识别符号(id)被建立关联并向管理装置17记录。
[0029]
更换机器人15对多个安装机11及供料器保管装置13各自进行供料器21的更换等
各种作业。关于更换机器人15的详情后述。管理装置17监视生产系统10的动作状况,进行生产系统10的控制。在管理装置17中存储有用于控制安装机11的各种数据。管理装置17在生产系统10的生产处理的执行时向生产系统10的各装置适当发送生产程序等各种数据。
[0030]
(安装机11的结构)
[0031]
接着,对安装机11的结构进行说明。多个安装机11中的各安装机11具备模块23和基座25。安装机11例如在一个基座25上配置一个模块23。另外,安装机11也可以是在一个基座25上配置多个模块23的结构或在多个基座25上配置一个模块23的结构。模块23进行对搬入到安装机11的基板bd安装电子元件的安装作业。模块23具有:两个基板输送装置31、上部插槽33、安装头35、头移动装置37及触摸面板39(参照图1)。
[0032]
基板输送装置31分别具有在前后方向上相向的一对基板引导件32。在基板引导件32的内侧设有用于输送基板bd的带式输送机(图示省略)、用于将基板bd固定在预定位置处的夹持装置(图示省略)等。基板输送装置31根据带式输送机的旋转而将基板bd向输送方向(右方向)依次输送。基板输送装置31从上游侧(左侧)的安装机11搬入基板bd,通过夹持装置将基板bd定位于模块23内的预定位置。并且,在执行了模块23的安装作业后,基板输送装置31将基板bd向下游的安装机11搬出。
[0033]
上部插槽33配置于安装机11的前侧的上部,对安设的供料器21以能够动作的方式进行保持。安设于上部插槽33的供料器21与模块23的安装作业联动地受到控制,在设于供料器21的上部的供给位置处供给电子元件。
[0034]
另外,基座25具有下部插槽41。下部插槽41配置于上部插槽33的下方,储存供料器21。下部插槽41预备性地储存要在生产中使用的供料器21,或者暂时性地储存在生产中使用后的已使用的供料器21。上部插槽33与下部插槽41之间的供料器21的更换通过更换机器人15的自动更换或用户的手动更换来进行。
[0035]
安装头35具有保持向供料器21的供给位置供给的电子元件的保持部件(未图示)。作为保持部件,例如能够采用被供给负压而保持电子元件的吸嘴或把持电子元件而进行保持的夹头等。安装头35例如以能够在上下方向上移动的方式对保持部件进行保持。另外,安装头35以能够以沿着上下方向的轴为中心进行旋转的方式对保持部件进行保持。头移动装置37设于模块23的上部,安装有安装头35。安装头35能够通过头移动装置37的驱动而在基板bd上向前后方向及左右方向移动。触摸面板39设于安装机11的上部罩11a,接受安装机11的各种信息的显示和用户的操作输入。
[0036]
(更换机器人15的结构)
[0037]
更换机器人15与多个安装机11或供料器保管装置13之间进行供料器21的更换。更具体而言,例如,更换机器人15从供料器保管装置13向安装机11的下部插槽41、上部插槽33输送供料器21。另外,更换机器人15在安装机11的上部插槽33与下部插槽41之间更换供料器21。另外,更换机器人15将已使用的供料器21从安装机11向供料器保管装置13输送。
[0038]
图3示出了更换机器人15的侧视图。如图3所示,更换机器人15具备:更换装置51、脱离防止引导件54、移动装置60及位置检测装置80(参照图4)。更换装置51进行安设于多个安装机11中的各安装机11的供料器21的回收及补充。更换装置51具备:把持供料器21的夹持件(图示省略)和使该夹持件在前后方向及上下方向上移动的移动机构。另外,更换装置51具备配置在更换装置51与上部插槽33之间更换的供料器21的上部移载部51a和配置在更
换装置51与下部插槽41之间更换的供料器21的下部移载部51b。更换装置51基于安装机11或管理装置17的控制指令而在上部移载部51a或下部移载部51b处控制上述夹持件的位置及把持状态。
[0039]
如图1所示,各安装机11在基座25的前表面25a具备第一滚轮引导件52及第二滚轮引导件53。第一滚轮引导件52设置于多个安装机11中的各安装机11中的上部插槽33与下部插槽41的上下方向之间。多个安装机11分别具有同型的第一滚轮引导件52,通过将该第一滚轮引导件52以在左右方向上连续的方式配置而构成了一个轨道。另外,供料器保管装置13在与安装机11的第一滚轮引导件52连续的位置具有同一形状的滚轮引导件。
[0040]
另外,如图3及图4所示,第一滚轮引导件52在左右方向上延伸且具有平面状的行驶路52a。在行驶路52a形成有沿着左右方向及上下方向的平面。行驶路52a面向更换装置51侧(前方侧)地形成。行驶路52a与后述的驱动轮72通过摩擦而卡合。另外,第一滚轮引导件52具有上表面部52b和侧面部52c。在上表面部52b形成有沿着前后方向及左右方向的平面。另外,在侧面部52c形成有沿着左右方向及上下方向的平面。侧面部52c相对于上表面部52b垂直且面向与更换装置51相反的一侧(后方侧)地形成。
[0041]
第二滚轮引导件53设于多个安装机11的前表面25a。如图3所示,第二滚轮引导件53设于第一滚轮引导件52及下部插槽41的下方。第二滚轮引导件53在左右方向上延伸且具有平面状的支撑部53a。在支撑部53a形成有沿着上下方向及左右方向的平面。支撑部53a面向更换装置51侧(前方侧)地形成。支撑部53a对更换机器人15的第三引导滚轮64以能够滚动的方式进行支撑。脱离防止引导件54具有在前后方向上与支撑部53a相向的相向面(后表面),抑制在支撑部53a上滚动的第三引导滚轮64从支撑部53a的脱离。由此,在对更换装置51施加了整体倾动的外力的情况下,脱离防止引导件54与第三引导滚轮64接触而抑制更换装置51的倾动。另外,供料器保管装置13在与安装机11的第二滚轮引导件53连续的位置具有同一形状的滚轮引导件。
[0042]
通过上述结构,第一滚轮引导件52及第二滚轮引导件53遍及生产系统10的左右方向上的整个区域地设置。移动装置60具有:主体部61、第一引导滚轮62、第二引导滚轮63、第三引导滚轮64、施力机构65及驱动单元70。主体部61是保持更换装置51的框架部件。在主体部61形成有用于安装驱动单元70的托架61a。第一引导滚轮62与第一滚轮引导件52的上表面部52b以能够滚动的方式卡合,限制保持于主体部61的更换装置51向下的移动。第二引导滚轮63与第一滚轮引导件52的侧面部52c以能够滚动的方式卡合,限制更换装置51向前的移动。在移动装置60以在左右方向上交替的方式配置有多个第一引导滚轮62及多个第二引导滚轮63。第三引导滚轮64沿着第二滚轮引导件53的支撑部53a滚动,维持更换装置51的姿势。
[0043]
驱动单元70具有:底板71、驱动轮72、驱动电动机73及传递机构74。底板71形成为在前后方向上延伸的板状,相对于托架61a以能够在前后方向上滑动的方式安装。由此,驱动单元70构成为能够作为整体而相对于主体部61在前后方向上滑动。施力机构65通过相对于主体部61将驱动单元70向第一滚轮引导件52侧(后方侧)推出而对驱动轮72向行驶路52a施力。驱动轮72通过聚氨酯等弹性材料形成外周部,驱动轮72由施力机构65向金属制的行驶路52a施力,具有预定的摩擦力地与行驶路52a卡合。驱动电动机73例如以使驱动轴与上下方向平行的方式支撑于底板71。传递机构74具有与驱动轮72一体地旋转的带轮74a和挂
设于驱动电动机73的输出轴与带轮74a之间的环形带74b。传递机构74通过带轮74a及环形带74b而将驱动电动机73的驱动力向驱动轮72传递。
[0044]
通过上述结构,施力机构65对驱动单元70施力,从而即使在第一滚轮引导件52的接缝存在间隙或段差,也维持使驱动轮72与第一滚轮引导件52的行驶路52a接触的状态。并且,移动装置60驱动与行驶路52a卡合的驱动轮72,使更换装置51沿着第一及第二滚轮引导件52、53移动。
[0045]
另外,位置检测装置80具有:带齿带81、小齿轮82及旋转编码器83。带齿带81由橡胶状的弹性材料形成,与第一滚轮引导件52平行地沿着左右方向配置。小齿轮82以能够以与前后方向平行的旋转轴为中心进行旋转的方式设置,成为了与带齿带81啮合的状态。旋转编码器83是检测小齿轮82的旋转角的旋转角传感器。位置检测装置80基于旋转编码器83的输出脉冲来检测左右方向上的更换机器人15的位置。更换机器人15基于位置检测装置80的检测位置和安装机11等的指令值等而移动。
[0046]
(基座的基准面的结构)
[0047]
图5示出了相对于基座25拉出了模块23的状态。图6示出了基座25的立体图。另外,图6省略了第一及第二滚轮引导件52、53的图示。本实施方式的模块23能够相对于基座25拉出。如图5及图6所示,安装机11构成为能够相对于基座25将模块23向前方拉出,能够进行对模块23的维护和模块23自身的更换。安装机11成为在左右方向上具有预定的宽度且在上下方向及前后方向上较长的形状。另外,基座25呈在上下方向上具有预定的厚度且在左右方向及前后方向上较长的大致长方体形状。基座25的上表面25b在从上方观察的情况下呈在前后方向上较长的大致长方形状。在上表面25b上,在左右方向的两侧设置有沿着前后方向配置的一对引导件91。模块23能够沿着一对引导件91而向前后方向移动。
[0048]
另外,在上表面25b上,在基座25的后表面25c侧设置有一对缓冲器92。一对缓冲器92配置于左右方向上的基座25的大致中央部,将左右方向上的基座25的中心线cl夹在中间地配置。缓冲器92分别在将模块23推入至基座25的后端的位置时通过与模块23接触而缓和冲击。
[0049]
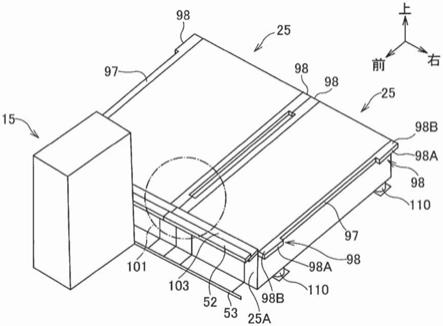
另外,在左右方向上的引导件91的外侧分别设有定位部件97。两个定位部件97分别设于基座25的上表面25b的、左右方向上的端部。定位部件97由例如金属制的材料形成,呈沿着前后方向形成的板状。在定位部件97的前方侧的端部及后方侧的端部形成有突出部98。突出部98在各定位部件97形成有两个,合计形成有四个。另外,图6及图7为了使突出部98的位置、形状、结构容易理解而以增大突出量的方式示出了突出部98。突出部98的突出量例如根据设于安装机11间的间隙的大小、安装机11的构造、形状而适当变更。例如,如后述的图8、图9所示,突出部98的突出量是从基座25的侧面稍微突出的程度。
[0050]
图7示意性地示出了沿着左右方向并列设置的两个基座25。在图7中,省略了模块23的图示。图8示出了将图7的区域101放大的放大图。图9示出了去除了图8中的第一滚轮引导件52及右侧的基座25的图。如图7~图9所示,突出部98使上下方向及前后方向的宽度恒定且沿着左右方向而向外侧突出形成。图9示出了基座25的右侧且前端的突出部98。该突出部98沿着左右方向而向右侧突出。换言之,设于并列设置的多个安装机11中的任意的安装机11的突出部98向相邻的安装机11的突出部98突出。在突出部98的突出的前端形成有前端面98a。前端面98a沿着上下方向及前后方向形成。另外,在突出部98的上侧形成有上表面
98b。上表面98b沿着前后方向及左右方向形成。本实施方式的基座25具有前端面98a作为成为该基座25的位置的左右方向上的基准的基准面,具有上表面98b作为成为上下方向上的基准的基准面。
[0051]
另外,本实施方式的基座25在前后方向的两侧具备将相邻的两个基座25连结并固定的面。图10示出了相邻的两个基座25的前表面25a的一部分。如图10所示,在基座25的前表面25a上,在轨道保持板103的下方设置有第一固定面113。第一固定面113配置于前表面25a的上方的、接近轨道保持板103的位置。另外,第一固定面113设于左右方向上的端部。第一固定面113是沿着左右方向及上下方向的平面。在此,第一固定面113是成为基座25的位置的前后方向上的基准的基准面。
[0052]
如图5及图6所示,在一对缓冲器92之间设有用于将模块23的左右方向定位的第一基准销93。第一基准销93相对于前端面98a固定于左右方向上的规定的位置。在第一基准销93设有能够检测推入的模块23的传感器。另外,在基座25的上表面25b上,在比第一基准销93靠前方侧处的、上表面25b的大致中央部设有用于将模块23的左右方向及前后方向定位的第二基准销94。第二基准销94相对于前端面98a固定于左右方向上的规定的位置并且相对于第一固定面113固定于前后方向上的规定的位置。另外,在上表面25b设有在将模块23向前方侧拉出时与模块23卡合的止动件96。第二基准销94在前后方向上设于第一基准销93与止动件96之间。如图6所示,第一基准销93及第二基准销94配置于通过左右方向上的基座25的中心的中心线cl上。
[0053]
在本实施方式中,模块23成为以第一基准销93及第二基准销94的位置为基准而配置于基座25上的结构。例如,在模块23的下表面设有在将模块23推入至基座25的后端而安装的状态下由第一基准销93的传感器检测的被检测部(图示省略)。另外,在模块23的下表面设有在将模块23推入至基座25的后端而安装的状态下与第一基准销93及第二基准销94卡合的卡合部(图示省略)。因此,模块23在正确地安装于基座25的状态下通过第一及第二基准销93、94而相对于基座25配置于左右方向及前后方向的预定位置。即,模块23在正确地安装于基座25的状态下相对于前端面98a配置于左右方向上的预定位置并且相对于第一固定面113配置于前后方向上的预定位置。另外,基板输送装置31具有的基板引导件32(参照图2)相对于卡合部固定于左右方向及前后方向上的规定的位置。因此,在将模块23正确地安装于基座25的状态下,基板引导件32相对于前端面98a配置于左右方向上的预定位置并且相对于第一固定面113配置于前后方向上的预定位置。另外,在将模块23正确地安装于基座25的状态下,基板引导件32相对于上表面98b配置于上下方向上的预定位置。
[0054]
另外,如图6~图9所示,保持第一滚轮引导件52(参照图3)的轨道保持板103固定于基座25的前表面25a上的、基座25的上端。轨道保持板103由例如金属材料形成,呈在左右方向上较长的大致板状。在轨道保持板103的前表面形成有基准前表面103a。基准前表面103a例如是成为安装机11所具有的部件(基板输送装置31、定位部件97等)的位置的基准的面。另外,在轨道保持板103的左右方向的端部形成有侧面103b。侧面103b是沿着前后方向及上下方向的平面。相邻的两个安装机11例如在相互的侧面103b之间设置稍微的间隙地接近配置。
[0055]
另外,在轨道保持板103的前端固定有用于使上述更换机器人15移动的第一滚轮引导件52。在此,第一滚轮引导件52相对于前端面98a固定于左右方向上的规定的位置。另
外,第一滚轮引导件52相对于第一固定面113固定于前后方向上的规定的位置。另外,第一滚轮引导件52相对于上表面98b固定于上下方向上的预定位置。另外,第二滚轮引导件53也相同地相对于前端面98a、第一固定面113及上表面98b固定于预定位置。
[0056]
相邻的两个安装机11与轨道保持板103相同地在左右方向上在彼此的第一滚轮引导件52之间设置稍微的间隙而配置。相邻的两个第一滚轮引导件52例如如图8所示,成为了仅使带齿带81接触且相互分离的状态。另外,相邻的两个第一滚轮引导件52也可以是使带齿带81分离且相互完全分离的结构。另外,相邻的两个安装机11还可以是使轨道保持板103或第一滚轮引导件52的侧面相互接触的结构。
[0057]
另外,在轨道保持板103的上表面103c设有用于向更换机器人15供给电力的供电部105。供电部105例如具有供电线圈105a和保持供电线圈105a的框部105b。供电部105沿着左右方向配置。另外,如图4所示,更换机器人15具备受电部107。受电部107具有固定于主体部61的支撑部107a和支撑于支撑部107a且从供电线圈105a接收电力的受电线圈107b。受电部107的受电线圈107b例如与供电部105的供电线圈105a以在上下方向上保持有预定的间隙的状态相向配置。安装机11将行驶等动作所需的电力经由供电部105及受电部107而向更换机器人15供给。另外,向更换机器人15供给电力的方法不限于上述无线供电。例如,更换机器人15也可以具备用于从商用电源接收电力的电源电路。
[0058]
在轨道保持板103的上表面103c设有多个定位销109。定位销109例如沿着上下方向配置,立设于上表面103c。供电部105的框部105b以在上下方向上被该定位销109插通的状态固定。由此,能够将供电部105相对于轨道保持板103固定于预定的位置。
[0059]
另外,基准前表面103a是沿着左右方向及上下方向的平面,呈在左右方向上较长的长方形状。基准前表面103a例如配置于基于基座25的外观尺寸(沿着上下方向、左右方向、前后方向各方向的长度等)而设定的成为基准的位置。例如,轨道保持板103通过铸造而形成为板状,通过焊接而接合于基座25的主体。轨道保持板103通过切削加工而基准前表面103a被切削,来调整基准前表面103a的平面上的位置。此时,基准前表面103a例如以从基座25的后端、下端、右端各自与设计上的外观尺寸一致的方式被平坦化。由此,基准前表面103a相对于基座25的外观尺寸而形成于预定的基准位置。
[0060]
另外,如图10所示,相邻的基座25的第一固定面113由连结部件115连结。连结部件115是例如沿着左右方向及上下方向的金属板,在从前方观察的情况下呈在左右方向上较长的长方形状。连结部件115将左右方向的两端彼此通过紧固部件117而固定于相邻的第一固定面113彼此。紧固部件117例如是螺栓,螺合于第一固定面113的被螺合部。
[0061]
另外,图11示出了相邻的两个基座25的后表面25c的一部分。如图11所示,在基座25的后表面25c设有第二固定面119。第二固定面119设于后表面25c的上方的、左右方向上的端部。第二固定面119沿着左右方向及上下方向形成。相邻的两个基座25的第二固定面119由连结部件121连结。连结部件121将左右方向的端部彼此通过紧固部件123而固定于相邻的两个第二固定面119彼此。
[0062]
在此,以往,在并列设置两个安装机11的情况下,例如,在设置作业中,首先,将两个安装机11以在中间设置间隙的方式靠近设置。接着,调整安装机11的上下方向和前后方向的位置,将两个安装机11的基板输送装置31所具有的基板引导件32和安装于基板引导件32的带式输送机的位置对齐。即,将两个安装机11不对准上下方向和前后方向的位置而靠
近配置于大概的位置,然后,依靠作业者的感觉而进行位置的调整。因此,该调整作业的依靠作业者的感觉的部分较大,因作业者的感觉的差异而在基板引导件32的位置产生误差,调整作业可能会难以进行。
[0063]
与此相对,如上所述,本实施方式的基座25具有定位部件97的前端面98a、上表面98b、第一固定面113等作为基准面。并且,使用该前端面98a等来配置安装机11,从而能够减少配置后的依靠作业者的感觉的调整作业的量。
[0064]
接着,参照图12对安装机11的设置顺序的一例进行说明。另外,图12所示的设定顺序的次序和在各工序中使用的基准面是一例,也可以适当变更次序或使用的基准面。另外,在本实施方式的安装机11中,与基板引导件32相同地,第一滚轮引导件52的行驶路52a和第二滚轮引导件53的支撑部53a等配置于以基准面为基准的预定的位置。并且,第一及第二滚轮引导件52、53能够与基板引导件32相同地使用基准面来进行对位。因此,在以下的说明中,主要对基板引导件32的对位进行说明,适当省略第一及第二滚轮引导件52、53也相同地被对位的说明。
[0065]
首先,在图12所示的步骤(以下,简记为“s”)11中,进行设置的作业者临时设置安装机11。作业者例如基于生产系统10的生产线的位置而设置以台安装机11,以该安装机11为基准而设置其他安装机11。作业者在已设置的安装机11的旁边新临时设置安装机11(s11)。两个安装机11以在左右方向的中间设置间隙的方式相邻设置。
[0066]
接着,作业者对准相邻设置的两个作业机的左右方向上的位置(s13)。作业者例如对准在s11中临时设置的安装机11的突出部98的前端面98a和已设置的安装机11的前端面98a的位置。如图7及图8所示,例如,相邻的两个安装机11以使突出部98的前端面98a的整体相互面接触且在其他部分(定位部件97的其他部分和模块23)之间设置稍微的间隙的方式并列设置。安装机11成为使前端的突出部98及后端的突出部98这两方与相邻的安装机11的突出部98接触的状态。
[0067]
例如,作业者将任意的安装机11所具有的前端面98a的上下方向及前后方向的位置与相邻的安装机11所具有的前端面98a的位置对准,使两个前端面98a面接触。基板输送装置31的基板引导件32、第一及第二滚轮引导件52、53如上述那样相对于前端面98a而配置于左右方向上的预定位置。因此,能够使相邻的基板引导件32等的左右方向上的间隔容易地成为适当的间隔。并且,能够使跨两个安装机11而移动的基板bd顺畅地移动。
[0068]
接着,为了对准基板引导件32、第一及第二滚轮引导件52、53等的上下方向的位置,使用上表面98b。并且,为了进行基板引导件32、第一及第二滚轮引导件52、53等的前后方向的对位,使用第一固定面113。由此,通过依次进行各方向的定位,能够对基板引导件32高精度地进行对位。
[0069]
如上所述,本实施方式的基座25在输送基板bd的输送方向(左右方向)上的端部具有突出部98。在使多个安装机11并列设置的情况下,设于任意的安装机11的突出部98向相邻的安装机11的突出部98突出。本实施方式的基准面包括形成于突出部98的前端的前端面98a。由此,通过对准在相邻的基座25的各自设置的突出部98的位置,能够将相邻的安装机11的基板引导件32等高精度地对位而设置安装机11。
[0070]
另外,在使设于任意的安装机11的前端面98a和设于相邻的安装机11的前端面98a对准上下方向的位置而面接触的情况下,任意的安装机11的基板引导件32等和相邻的安装
机11的基板引导件32等的左右方向(输送方向的一例)上的位置(间隔等)被对准(被定位成预定的相对的位置关系)。由此,仅使相邻的基座25的前端面98a的位置对准并面接触,就能够对准相邻的安装机11的左右方向上的位置,对准基板引导件32等的位置。因此,在设置作业中进行位置调整的基准变得更清楚,能够进一步减少依靠作业者的感觉的作业。另外,由于是仅使在左右方向上相邻的两个定位部件97中的突出部98的前端面98a接触的结构,所以与使左右方向上的定位部件97的外侧的面整体接触的结构相比,能够容易地进行基座25的设置作业。
[0071]
另外,本实施方式的安装机11的基板输送装置31作为沿着基板引导件32而输送基板bd的基板输送部发挥作用。因此,若是上述结构,则能够对输送基板bd的基板输送部的引导件高精度地进行对位。
[0072]
另外,也可以在使前端面98a进行面接触而设置后,进一步微调安装机11的位置。在对准上下方向、前后方向的位置而使前端面98a面接触且配置了相邻的基座25的情况下,两个基座25的上表面98b应该在沿着左右方向及前后方向的同一平面上并列配置。即,两个上表面98b在上下方向上成为同一位置。在假设该两个上表面98b的上下方向的位置偏离的情况下,作业者也可以以上表面98b为基准面而微调安装机11的上下方向的位置(s15)。或者,作业者也可以同时进行s13的基于前端面98a的左右方向的位置调整和s15的基于上表面98b的上下方向的位置调整。
[0073]
例如,如图10及图11所示,在基座25的下表面设有多个腿部110。在各腿部110安装有调平螺栓,在该调平螺栓螺合有调整用螺母111。基座25的上下方向的位置能够通过各腿部110的调整用螺母111来调整。例如,在因基座25或模块23的重量而产生歪斜从而作为基准面的上表面98b的上下方向的位置、基于基准面进行位置调整的对象的基板引导件32、第一及第二滚轮引导件52、53等的上下方向的位置偏离的情况下,作业员也可以拧动调整用螺母111而微调上表面98b和基板引导件32等的位置(s15)。
[0074]
因此,本实施方式的基准面包括突出部98的上表面98b。在并列设置多个安装机11的情况下,在将任意的安装机11的上表面98b和相邻的安装机11的上表面98b对准上下方向的位置而配置的情况下,任意的安装机11的基板引导件32等和相邻的安装机11的基板引导件32等的上下方向上的位置被对准。由此,作业者通过对准上表面98b的位置,能够容易地对准基板引导件32、第一及第二滚轮引导件52、53等的上下方向的位置。
[0075]
另外,在s13中对准前端面98a的位置而配置了相邻的基座25的情况下,两个基座25的第一固定面113应该在沿着上下方向及左右方向的同一平面上并列配置。即,两个第一固定面113在前后方向上成为同一位置。在假设该两个第一固定面113的前后方向的位置偏离的情况下,作业者也可以通过紧固部件117(参照图10)的紧固来调整前后方向的位置(s17)。作业者例如可以一边调整四个紧固部件117的紧固位置一边对准两个第一固定面113的前后方向的位置即两个安装机11的前后方向的位置。这样,本实施方式的安装机11能够使用三个基准面(前端面98a、上表面98b、第一固定面113)而容易且高精度地进行位置调整。另外,在位置调整中使用的基准面不限于上述三个面。例如,作业者也可以将轨道保持板103的基准前表面103a对位来调整两个安装机11的前后方向的位置。
[0076]
作业者将并列设置的两个安装机11的第一固定面113利用连结部件115及紧固部件117固定后,将后方的第二固定面119利用连结部件121及紧固部件123固定(s17)。由此,
两个安装机11被抑制相对的位置偏离。基板引导件32和第一滚轮引导件52等对齐位置地被固定。
[0077]
在此,本实施方式的基座25是在前后方向上较长的形状。因此,根据组装基座25的制造工序的精度,后表面25c相对于前表面25a的相对的位置有可能按照各安装机11而产生不均。另外,本实施方式的安装机11例如能够以前方侧的基准前表面103a为基准位置而进行各部件的切削加工。在该情况下,对设置于后表面25c的第二固定面119(即,设置于更远离基准位置的位置的第二固定面119)进行切削加工的加工精度有可能比前方侧的第一固定面113的加工精度低。其结果是,在固定了前方侧的第一固定面113时,后方的两个第二固定面119的前后方向的位置有可能稍微偏离。于是,如图11所示,也可以不利用一块金属板形成固定第二固定面119的连结部件121。例如,也可以利用能够容许一定量的相对于一方的金属板的另一方的金属板的前后方向上的移动的两个金属板来构成连结部件121。由此,即使在两个第二固定面119的前后方向的位置偏离的情况下,也能够变更连结部件121的角度等而连结两个第二固定面119。相邻的两个基座25除了第一固定面113以外还被固定第二固定面119,固定前表面25a及后表面25c这两方,相对的位置偏离被进一步抑制。能够对齐基板引导件32、第一滚轮引导件52等的位置,并牢固地固定相邻的两个安装机11。
[0078]
另外,本实施方式的安装机11在并列设置多个安装机11的情况下,能够利用连结部件115、121连结任意的安装机11的第一及第二固定面113、119和相邻的安装机11的第一及第二固定面113、119。第一及第二固定面113、119通过紧固部件117、123的紧固而被固定连结部件115、121。由此,能够抑制第一固定面113和其他基准面(前端面98a、上表面98b等)的位置偏离,进一步抑制相邻的两个安装机11的基板引导件32等的位置偏离。
[0079]
另外,本实施方式的基准面(前端面98a、上表面98b、第一固定面113)是沿着安装机11的上下方向、左右方向、前后方向中的任一方向的平面。即,基准面沿着安装机11的各方向而形成。由此,在基准面的对位作业中对齐基准面的位置时,容易在感觉上识别安装机11的上下方向等,能够谋求位置调整作业的效率化。
[0080]
返回图12,作业者在设置相邻的另个安装机11并进行了s13~s17的位置调整后,确认各部件的位置(s19)。例如,作业者关于基板引导件32是否在左右方向上排列于一直线上进行确认作业(s19)。另外,作业者关于轨道保持板103、第一及第二滚轮引导件52、53等也进行确认作业。本实施方式的安装机11与其他安装机11之间不仅输送基板bd还输送更换机器人15。更换机器人15沿着第一及第二滚轮引导件52、53移动。在对准了前端面98a等基准面的位置的情况下,相邻的两个轨道保持板103成为将上表面103c(参照图8)沿着同一平面配置且相互排列配置的状态。换言之,两个上表面103c在沿着前后方向及左右方向的同一平面上排列配置。然而,因装置的歪斜等而存在些许偏差。作业者例如也可以使用水平仪等来确认相邻的轨道保持板103的上表面103c是否相互成为水平(s19)。并且,在假设上表面103c未成为水平的情况下,作业者也可以拧动腿部110的调整用螺母111来确保水平。由此,安装于上表面103c的供电部105的位置处于一直线上。
[0081]
另外,在轨道保持板103的前端安装有第一滚轮引导件52。作业者也可以与上表面103c相同地使用水平仪等来确认第一滚轮引导件52的水平,若有需要则执行基于调整用螺母111的调整等。另外,作业者例如也可以执行使具备第一及第二引导滚轮62、63和小齿轮82(参照图4)的试验用的移动装置在第一滚轮引导件52上行驶并在两个第一滚轮引导件52
间移动的换乘试验。并且,也可以根据换乘试验的结果而执行基于调整用螺母111的调整等。另外,作业者也可以关于设于第一滚轮引导件52的下方的第二滚轮引导件53也与第一滚轮引导件52相同地实施水平的确认、行驶状态的确认、位置的微调。另外,也可以在执行位置调整后,将相邻的第一滚轮引导件52或第二滚轮引导件53相互连结并固定。
[0082]
这样,作业者结束图12所示的位置调整及确认作业后,相同地进行下一安装机11的设置,来进行生产系统10的设置。另外,在上述设置顺序中,依次设置了具有模块23的安装机11,但设置顺序不限于此。例如,也可以首先设置全部的基座25,然后对设置的基座25安装模块23。或者,还可以设置相邻的基座25,在进行确认作业时向基座25安装模块23。因此,设置顺序中的模块23的安装定时不作特别限定。
[0083]
另外,如上所述,在本实施方式的安装机11中,将成为基准面的第一固定面113配置于与更换机器人15、第一及第二滚轮引导件52、53相同的基座25的前表面25a。由此,通过缩短基准面与作为调整对象的第一及第二滚轮引导件52、53之间的距离,能够减少第一及第二滚轮引导件52、53相对于基准面的位置的误差。
[0084]
另外,本实施方式的基座25呈在前后方向上较长的大致长方体形状。第一固定面113作为形成于基座25的前表面25a的基准面发挥作用。安装机11在对准了相邻的安装机11的第一固定面113的前后方向的位置的情况下,任意的安装机11的基板引导件32、第一及第二滚轮引导件52、53和相邻的安装机11的基板引导件32等的前后方向上的位置被对准。
[0085]
由此,通过对准在任意的安装机11的前表面25a设置的第一固定面113和在相邻的安装机11的前表面25a设置的第一固定面113的前后方向的位置,能够对准基板引导件32、在基座25的前表面25a设置的第一及第二滚轮引导件52、53的位置。相邻的安装机11各自的第一及第二滚轮引导件52、53被调整前后方向的位置,配置于相互对齐的位置。
[0086]
本实施方式的第一及第二滚轮引导件52、53作为在前后方向上的基座25的前表面25a设置的输送部且引导件发挥作用。另外,第一及第二滚轮引导件52、53作为沿着该第一及第二滚轮引导件52、53输送向安装机11补充电子元件的更换机器人15的补充装置输送部发挥作用。因此,若是上述结构,则能够对输送更换机器人15的补充装置输送部的引导件高精度地进行对位。
[0087]
另外,在上述说明中,对两个安装机11的设置进行了说明,但关于三个以上的安装机11也能够相同地设置。例如,在从左向右依次设置在左右方向上并列的多个安装机11时,也可以基于前端面98a等来调整后设置的安装机11的位置,而依次设置多个安装机11。或者,也可以以已设置的安装机11的位置为基准,在该已设置的安装机11的左右方向的两侧依次设置安装机11。
[0088]
顺便一提,实施方式的用语与本公开的用语的关系如下。
[0089]
安装机11是对基板作业机的一例。更换机器人15是被输送物、补充装置的一例。基板输送装置31是输送部、基板输送部的一例。基板引导件32是引导件的一例。前端面98a是基准面的一例。上表面98b是上侧基准面的一例。第一滚轮引导件52及第二滚轮引导件53是输送部、补充装置输送部、引导件的一例。第一固定面113是前表面基准面的一例。基板bd是被输送物的一例。
[0090]
以上,在上述本实施方式中,起到以下的效果。
[0091]
在本实施方式的一方案中,基座25具有前端面98a、上表面98b、第一固定面113作
为成为位置的基准的基准面。在将任意的安装机11的前端面98a等的位置与相邻的安装机11的前端面98a等的位置对准的情况下,任意的安装机11的基板引导件32等和相邻的安装机11的基板引导件32等的上下方向、左右方向、前后方向的位置被对准。
[0092]
由此,在设置作业中,将任意的安装机11的前端面98a等的位置与相邻的安装机11的前端面98a等的位置对准,从而能够对准相邻的基板引导件32等的位置地进行配置。由此,进行设置的作业者能够通过对准基座25的前端面98a等的位置而对准基板引导件32等的位置。因此,能够减少依靠作业者的感觉的位置调整作业,能够对相邻的安装机11的基板引导件32等高精度地进行对位。其结果是,能够稳定地输送在安装机11之间移动的被输送物(基板bd、更换机器人15)。
[0093]
另外,本公开不限定于上述实施方式,能够进行不脱离本申请的主旨的范围内的各种改良、变更,这是不言而喻的。
[0094]
例如,在上述实施方式中,将使更换机器人15移动的动力源(驱动电动机73)置于更换机器人15内,但不限于此。例如,安装机11也可以在前表面25a具备使更换机器人15移动的齿轮、带式输送机、使齿轮等旋转的驱动电动机等。在该情况下,使更换机器人15移动的齿轮等成为本公开的输送部、补充装置输送部的一例。
[0095]
另外,安装机11具备前端面98a、上表面98b、第一固定面113作为基准面,但也可以是仅具备任一个基准面的结构。例如,安装机11也可以是仅具备前端面98a作为基准面且不具备上表面98b等其他基准面的结构。另外,也可以使用基准前表面103a、轨道保持板103的上表面103c、下表面、突出部98的上表面、前表面、下表面等作为基准面。例如,作业者也可以最初对齐上表面103c的上下方向、前后方向的位置来设置安装机11。
[0096]
另外,在上述实施方式中,使两个前端面98a相互面接触,但不限于此。例如,也可以以在前端面98a之间设置间隙的方式配置两个基座25。
[0097]
另外,安装机11也可以是不具备第一滚轮引导件52或第二滚轮引导件53的结构。在该情况下,生产系统10也可以不具备更换机器人15等自动地更换供料器21的装置。并且,也可以将基准面仅用于基板引导件32的对位。
[0098]
另外,也可以不利用连结部件115、121连结相邻的基座25。
[0099]
另外,基准面也可以是相对于上下方向、左右方向、前后方向中的至少个个方向以预定的角度倾斜的平面。
[0100]
另外,本公开中的对基板作业机不限于向基板bd安装电子元件的安装机11。对基板作业机也可以是例如丝网印刷机、安装检查机、回流炉等进行对基板bd的作业的其他装置。另外,向基板bd安装的元件也可以是除了电子元件以外的元件(螺钉等)。
[0101]
附图标记说明
[0102]
11安装机(对基板作业机),15更换机器人(被输送物、补充装置),23模块,25基座,31基板输送装置(输送部、基板输送部),32基板引导件(引导件),52第一滚轮引导件(引导件、输送部、补充装置输送部),53第二滚轮引导件(引导件、输送部、补充装置输送部),98突出部,98a前端面(基准面),98a前端面(上侧基准面)、103a基准前表面(前侧基准面),113第一固定面(前表面侧基准面),119第二固定面(基准面),bd基板(被输送物)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1