元件安装机以及对基板作业系统的制作方法
1.在本说明书中,公开有元件安装机以及对基板作业系统。
背景技术:
2.以往,已知有将元件安装于基板上的元件安装机。例如,专利文献1的元件安装机公开了如下这样的结构,该元件安装机具备:元件供给装置,供给要向基板安装的元件;头,具有能够保持元件的吸嘴;移动装置,使头在xy方向上移动;多个相机,能够对元件进行拍摄;以及控制装置,控制各种装置。作为多个相机,示例有能够对吸附于吸嘴的元件的下表面进行拍摄的零件相机、能够对吸附于吸嘴的元件的侧面进行拍摄的侧面相机。控制装置基于对吸附于吸嘴的元件的下表面进行拍摄而得到的图像,对元件相对于吸嘴的位置偏移量进行检测。另外,控制装置在将元件向基板的预定位置装配的前后的拍摄时机对元件的图像进行拍摄,判定是否产生了位置偏移(安装错误)。
3.现有技术文献
4.专利文献
5.专利文献1:国际公开第2016/092651号小册子
技术实现要素:
6.发明所要解决的课题
7.然而,在这样的元件安装机中,考虑将由相机拍摄到的图像分类为正常图像和异常图像。例如,考虑在基于对吸附于吸嘴的元件的下表面进行拍摄而得到的图像来检测元件相对于吸嘴的位置偏移量时,若该位置偏移量未超过允许范围,则将此时的图像分类为正常图像,若超过允许范围,则分类为异常图像。另外,考虑在将元件向基板的预定位置装配的前后的拍摄时机对元件的图像进行拍摄,若未产生安装错误,则将此时的图像分类为正常图像,若产生安装错误,则将此时的图像分类为异常图像。在此,在将元件向基板的预定位置装配时产生了安装错误的情况下,若基于对吸附于吸嘴的该元件的下表面进行拍摄而得到的图像的位置偏移量未超过允许范围,则对该元件的下表面进行拍摄而得到的图像直接被分类为正常图像。
8.然而,其结果是,在发生了安装错误这一情况下,存在有基于对该元件的下表面进行拍摄而得到的图像的位置偏移量的计算不正确这样的隐患。例如,在从对吸附于吸嘴的元件的下表面进行拍摄而得到的图像中提取元件时,因垃圾、灰尘等而无法正确地提取元件,其结果是,存在有无法正确地计算位置偏移量的隐患。在将对存在有这样的隐患的元件的下表面进行拍摄而得到的图像直接分类为正常图像的情况下,若在对该元件的形状数据等进行刷新时利用该图像,则有时会成为相反效果。
9.本说明书中公开的发明是为了解决上述课题而完成的,其主要目的在于不将存在有异常图像隐患的图像保存为正常图像。
10.用于解决课题的技术方案
11.本说明书中公开的元件安装机是一种将元件安装于基板上的元件安装机,其中,所述元件安装机具备:元件供给装置,供给要向所述基板安装的元件;头,具有能够保持所述元件的吸嘴;移动装置,使所述头在xy方向上移动;控制装置,控制所述元件供给装置、所述头以及所述移动装置,以执行包括将从所述元件供给装置供给的元件吸附于所述头的所述吸嘴的吸附动作、使所述头向所述基板的预定位置移动的移动动作以及将吸附于所述吸嘴的所述元件向所述预定位置装配的装配动作在内的一系列作业;以及一个或者多个相机,能够在执行所述一系列作业的期间的至少两次拍摄时机对所述元件进行拍摄,所述控制装置控制所述一个或者多个相机中的一个,以在所述拍摄时机到来时对所述元件进行拍摄,基于在本次的拍摄时机拍摄到的图像,来判定在本次的拍摄时机紧前执行的动作是否正确,若所述是否正确的判定结果为正常,则将在本次的拍摄时机拍摄到的图像分类为正常图像,若所述判定结果为异常,则将在本次的拍摄时机拍摄到的图像和在本次之前的拍摄时机拍摄到的图像的一部分或者全部分类为异常图像。
12.在该元件安装机中,在拍摄时机到来时对元件进行拍摄,基于在本次的拍摄时机拍摄到的图像来判定在本次的拍摄时机紧前执行的动作是否正确,若是否正确的判定结果为正常,则将在本次的拍摄时机拍摄到的图像分类为正常图像。另一方面,若上述判定结果为异常,则将在本次的拍摄时机拍摄到的图像和在本次之前的拍摄时机拍摄到的图像的一部分或者全部分类为异常图像。即,若基于在本次的拍摄时机拍摄到的图像而判定为在本次的拍摄时机紧前执行的动作异常,则基于在本次之前的拍摄时机拍摄到的图像的判定也存在有原本应判定为异常的隐患,因此将在本次的拍摄时机拍摄到的图像和在本次之前的拍摄时机拍摄到的图像的一部分或者全部分类为异常图像。由此,能够不将存在有异常图像隐患的图像保存为正常图像。
13.此外,控制装置可以由一个控制部构成,也可以由两个以上的控制部构成。在后者的情况下,例如,也可以分为控制元件供给装置、头、移动装置以及相机并且判定动作是否正确的控制部以及将图像分类为正常图像或者异常图像的控制部(管理部)。
附图说明
14.图1是表示对基板作业系统1的结构的概略的说明图。
15.图2是表示元件安装模块10的结构的概略的说明图。
16.图3是表示头单元40的结构的概略的说明图。
17.图4是表示元件安装模块10以及管理服务器90的电连接关系的框图。
18.图5是表示元件安装处理的一个例子的流程图。
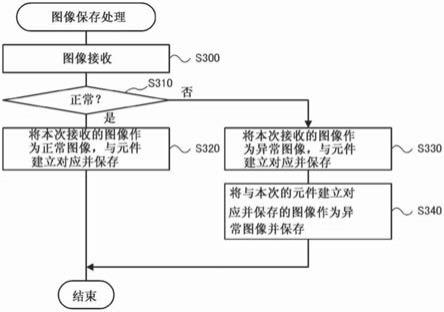
19.图6是表示图像保存处理的一个例子的流程图。
20.图7是装配有元件pa~pd的基板s的俯视图。
具体实施方式
21.接着,对本发明的实施方式进行说明。图1是表示对基板作业系统1的结构的概略的说明图,图2是表示元件安装模块10的结构的概略的说明图,图3是表示头单元40的结构的概略的说明图,图4是表示元件安装模块10以及管理服务器90的电连接关系的框图。
22.如图1所示,对基板作业系统1具备焊膏印刷机3、焊膏检查机4、安装线5、回流焊炉
6以及基板外观检查机7。安装线5由配置成一列的多个元件安装模块10构成。各机3、4、5、6、7经由通信网络(例如lan)2以能够双向通信的方式与管理服务器90连接。
23.对构成对基板作业系统1的各机的动作概要进行说明。各机按照从管理服务器90发送的生产任务来执行处理。生产任务是决定在各元件安装模块10中将哪个元件种类的元件以何种顺序向基板的哪个位置安装以及对几张基板进行元件的安装等的信息。焊膏印刷机3在从上游侧搬入的基板的表面中的安装各元件的位置以预定的图案印刷焊膏,并将该基板朝向下游侧的焊膏检查机4搬出。焊膏检查机4进行焊膏是否被正确地印刷在所搬入的基板上的检查。将正确地印刷了焊膏的基板经由中间传送机8a向安装线5的元件安装模块10供给。配置于安装线5的多个元件安装模块10从上游侧起依次进行朝向基板的元件安装。将完成了全部元件的安装的基板从元件安装模块10经由中间传送机8b向回流焊炉6供给。在回流焊炉6中,由于基板的焊膏熔融后固化,因此各元件被固定在基板上。将从回流焊炉6搬出的基板经由中间传送机8c搬入基板外观检查机7。在基板外观检查机7中,基于对安装有全部元件的基板进行拍摄而得到的外观检查用图像来判定外观检查是否正确。
24.如图2所示,元件安装模块10具备元件供给装置14、基板搬运装置18、xy机械人(移动装置)24、头单元40、零件相机70、标记相机72以及控制器80(参照图4)。此外,在本实施方式中,图2的左右方向为x轴方向,前后方向为y轴方向,上下方向为z轴方向。
25.元件供给装置14具备以能够装卸的方式安装于壳体12的前侧的带式供料器16。带式供料器16具备卷绕有以预定间隔收容了元件p的带的带盘16a,通过驱动未图示的驱动马达而从带盘16a拉出带,从而将元件p送出至元件供给位置。
26.基板搬运装置18具备带式传送装置20,通过带式传送装置20的驱动而将基板s从图2的左朝向右(基板搬运方向)搬运。在基板搬运装置18的基板搬运方向(x轴方向)中央部设有通过支撑销从背面侧支撑所搬运的基板s的基板支撑装置22。
27.如图2所示,xy机械人24具备y轴导轨26、y轴滑动件28、x轴导轨30以及x轴滑动件32。y轴导轨26在装置上部沿y轴方向设置。y轴滑动件28能够沿y轴导轨26移动。x轴导轨30沿x轴方向设于y轴滑动件28的前表面。x轴滑动件32安装有头单元40,能够沿x轴导轨30移动。因此,xy机械人24能够使头单元40在xy方向上移动。
28.如图3所示,头单元40具备旋转头44、r轴致动器46、z轴致动器50以及侧面相机60。
29.旋转头44在与旋转轴同轴的圆周上以预定角度间隔(例如30度)配置有保持吸嘴41的多个(在此为12根)吸嘴保持架42。吸嘴保持架42构成为沿z轴方向延伸的中空圆筒部件。吸嘴保持架42的上端部42a形成为直径比吸嘴保持架42的轴部大的圆柱状。另外,吸嘴保持架42在比上端部42a靠下方的预定位置形成有直径比轴部大的凸缘部42b。在该凸缘部42b的下方的圆环面与形成于旋转头44的上表面的未图示的凹陷之间配置有弹簧(螺旋弹簧)45。因此,弹簧45将旋转头44的上表面的凹陷作为弹簧承受部,对吸嘴保持架42(凸缘部42b)向上方施力。在旋转头44的下表面中央安装有能够反射光的圆筒状的反射体44a。旋转头44在其内部具备使各吸嘴保持架42独立地旋转的q轴致动器49(参照图4)。虽然省略图示,但是该q轴致动器49具备与设于吸嘴保持架42的圆筒外周的齿轮啮合的驱动齿轮和与驱动齿轮的旋转轴连接的驱动马达。因此,多个吸嘴保持架42能够分别绕轴(q方向)独立地旋转,与此相伴地,各吸嘴41也能够分别独立地旋转。
30.r轴致动器46具备与旋转头44连接的旋转轴47和与旋转轴47连接的驱动马达48。
该r轴致动器46通过使驱动马达48每次以预定角度(例如30度)间歇地驱动而使旋转头44每次间歇地旋转预定角度。由此,配置于旋转头44的各吸嘴保持架42在周向上每次旋转移动预定角度。在此,吸嘴保持架42在位于能够移动的多个位置中的预定的作业位置wp(图3位置)时,以吸嘴41吸附从元件供给装置14向元件供给位置供给的元件p、或者将吸附于吸嘴41的元件p朝向基板s的预定的配置位置载置。
31.z轴致动器50构成为进给丝杠机构,该进给丝杠机构具备:丝杠轴54,沿z轴方向延伸,使滚珠丝杠螺母52移动;z轴滑动件56,安装于滚珠丝杠螺母52;以及驱动马达58,旋转轴与丝杠轴54连接。该z轴致动器50通过对驱动马达58进行旋转驱动而使z轴滑动件56在z轴方向上移动。在z轴滑动件56上形成有向旋转头44侧伸出的大致l字状的杆部57。杆部57能够与位于包括作业位置wp在内的预定范围的吸嘴保持架42的上端部42a抵接。因此,当杆部57随着z轴滑动件56的z轴方向上的移动而沿z轴方向移动时,能够使位于预定范围内的吸嘴保持架42(吸嘴41)沿z轴方向移动。
32.侧面相机60具备:相机主体62,设于头单元40的下部,内置有ccd、cmos等拍摄元件62a;以及光学系统64,使图像成像于拍摄元件62a。光学系统64设有多个朝向旋转头44的反射体44a发出光的led等发光体。光学系统64在其内部具备使从外部入射的光折射并将其向拍摄元件62a引导的反射镜。侧面相机60对停止在作业位置wp的吸嘴41以及被该吸嘴41吸附的元件p的侧面进行拍摄。
33.如图2所示,零件相机70配置在元件供给装置14与基板搬运装置18之间。对于零件相机70而言,零件相机70的上方为拍摄范围,从下方对保持于吸嘴41的元件p进行拍摄而生成拍摄图像。
34.如图2所示,标记相机72设于x轴滑动件32的下表面。标记相机72从上方拍摄对象物而生成拍摄图像。作为标记相机72的拍摄对象物,列举有保持于从元件供给装置14的带式供料器16送出的带的元件p、标注于基板s的标记、装配于基板s后的元件p、印刷于基板s的焊料等。
35.如图4所示,控制器80构成为以cpu81为中心的微处理器,除了cpu81以外,还具备rom82、hdd83、ram84、输入输出接口85等。它们经由总线86连接。控制器80经由输入输出接口85输入来自侧面相机60、零件相机70、标记相机72的图像信号等。此外,在x轴滑动件32、y轴滑动件28、z轴致动器50、q轴致动器49以及r轴致动器46分别装备有未图示的位置传感器,控制器80也输入来自这些位置传感器的位置信息。另外,控制器80经由输入输出接口85输出朝向元件供给装置14、基板搬运装置18、使x轴滑动件32移动的x轴致动器33、使y轴滑动件28移动的y轴致动器29、z轴致动器50(驱动马达58)、q轴致动器49(驱动马达)、r轴致动器46(驱动马达48)、进行未图示的真空泵与吸嘴41的连通和切断的电磁阀68的驱动信号等。
36.如图4所示,管理服务器90具备cpu91、rom92、存储基板s的生产任务等的hdd93、ram94、输入输出接口95等。它们经由总线96连接。管理服务器90从鼠标、键盘等输入设备97经由输入输出接口95输入输入信号。此外,管理服务器90经由输入输出接口95输出朝向显示器98的图像信号。在此,基板s的生产任务是决定在元件安装模块10中将哪个元件p按照何种顺序朝向基板s安装以及制作几张像这样安装了元件p的基板s等的数据。该生产任务由作业者预先输入,在开始生产时从管理服务器90朝向元件安装模块10发送。管理服务器
90从元件安装模块10的控制器80接收由各相机60、70、72拍摄到的图像,将这些图像分类为正常图像或者异常图像并保存于hdd93。
37.接下来,对元件安装模块10的动作进行说明。图5是表示由控制器80的cpu81执行的元件安装处理的一个例子的流程图。从管理服务器90接收生产任务,在指示了生产开始时开始该处理。此外,在该元件安装处理中,进行如下的一系列作业:将从元件供给装置14供给的元件p吸附于旋转头44的各吸嘴41(吸附动作),使旋转头44向基板s上移动(移动动作),将吸附于各吸嘴41的元件p装配于基板s上的预定的配置位置(装配动作)。反复执行该元件安装处理,直到将分配给元件安装模块10的元件p全部安装到由基板支撑装置22支撑的基板s为止。
38.在元件安装处理中,cpu81首先使旋转头44的吸嘴41吸附元件p(s100)。在此,cpu81控制x轴致动器33、y轴致动器29以及r轴致动器46,以使旋转头44的作业位置wp向元件供给装置14的元件供给位置移动,控制z轴致动器50,以使位于该作业位置wp的吸嘴41下降,控制电磁阀68,以使负压作用于吸嘴41而将元件p吸附于吸嘴41(吸附动作)。接着,cpu81以侧面相机60对位于作业位置wp的吸嘴41的前端进行拍摄(s110)。接着,cpu81基于拍摄到的图像进行元件p是否被正确地吸附于吸嘴41的前端的吸附判定,将由侧面相机60拍摄到的图像和吸附判定的结果与该元件p的识别信息一起朝向管理服务器90发送(s120)。在吸附判定中,若在吸嘴41的前端映现有元件p且所映现的元件p的上下方向上的长度在允许范围内,则判定为正常,否则判定为异常。例如,在元件p为长方体形状的情况下,若在应以使元件p的长边方向成为水平的方式进行吸附时元件p的长边方向发生倾斜,则所映现的元件p的上下方向上的长度超过允许范围。因此,被倾斜地吸附的元件p被判定为异常。在这样的s100~s120的处理中,一边将保持于旋转头44的多个吸嘴41分别依次定位于作业位置wp,一边对全部吸嘴41执行该处理。
39.接着,cpu81控制x轴致动器33以及y轴致动器29,使旋转头44从元件供给装置14上向基板s上移动(s130)。旋转头44的移动经由零件相机70的上方而进行。在旋转头44通过零件相机70的上方时,cpu81以零件相机70对吸附于吸嘴41的元件p进行拍摄(s140)。接着,cpu81基于拍摄到的图像来进行元件p是否被正确地吸附于吸嘴41的前端的判定,将由零件相机70拍摄到的图像和吸附判定的结果与该元件p的识别信息一起朝向管理服务器90发送(s150)。在此处的吸附判定中,若在吸嘴41的前端映现有元件p且所映现的元件p的位置偏移量在允许范围内,则判定为正常,否则判定为异常。位置偏移量被用于在将该元件p载置于基板s上的预定的配置位置时对元件p的位置进行修正。在位置偏移量超过允许范围的情况下,由于无法完全校正元件p的位置,因此判定为异常。这样的s130~s150的处理是针对保持于旋转头44的全部吸嘴41来执行的。
40.接下来,cpu81使元件p装配于基板s上的预定的配置位置(s160)。在此,cpu81控制r轴致动器46,以使吸附有装配对象的元件p的吸嘴41来到转头44的作业位置wp,并且控制x轴致动器33以及y轴致动器29,以使该作业位置wp向预定的配置位置移动。另外,cpu81控制z轴致动器50,以使位于该作业位置wp的吸嘴41下降,控制电磁阀68,以使正压作用于吸嘴41而使元件p从吸嘴41脱离并载置于预定的配置位置(装配动作)。接着,cpu81以侧面相机60对位于作业位置wp的吸嘴41的前端进行拍摄(s170)。接着,cpu81基于拍摄到的图像进行元件p是否装配于基板s的装配判定,将由侧面相机60拍摄到的图像和装配判定的结果与该
元件p的识别信息一起朝向管理服务器90发送(s180)。在装配判定中,若在吸嘴41的前端未映现有元件p,则判定为正常,否则判定为异常。在这样的s160~s180的处理中,一边将保持于旋转头44的多个吸嘴41分别依次定位于作业位置wp,一边对全部吸嘴41执行该处理。
41.接下来,cpu81以标记相机72对基板s中的装配有元件p的部分进行拍摄(s190)。在此,cpu81控制x轴致动器33以及y轴致动器29,以使标记相机72配置在基板s中的装配有元件p的部分的正上方,并以标记相机72对该部分进行拍摄。接着,cpu81基于拍摄到的图像进行元件p是否正确地装配于基板s的预定的配置位置的外观检查,将由标记相机72拍摄到的图像和外观检查的结果与该元件p的识别信息一起朝向管理服务器90发送(s200),结束该元件安装处理。在外观检查中,若从基板s的预定的配置位置起在允许范围内收入有元件p,则判定为正常,否则判定为异常。这样的s190~s200的处理是针对该元件安装模块10向基板s安装的全部元件p来执行的。此外,在元件安装处理的流程图中,对于判定为异常的元件p,也可以中止之后的一系列作业。
42.接着,对管理服务器90的动作进行说明。图6是表示由管理服务器90的cpu91执行的图像保存处理的一个例子的流程图。每当管理服务器90从元件安装模块10接收到图像时,执行该处理。
43.在图像保存处理中,cpu91首先与元件p的识别信息、判定的结果一起接收从元件安装模块10发送来的图像(s300)。接下来,cpu91判定附加于图像的判定结果是正常还是异常(s310),若是正常,则将本次接收到的图像作为正常图像,与在该图像中映现的本次的元件p的识别信息建立对应并保存于hdd93(s320),结束该图像保存处理。另一方面,若在s310中为异常,则cpu91将本次接收到的图像作为异常图像,与该图像中映现的本次的元件p的识别信息建立对应并保存于hdd93(s330),进而,将与本次的元件p的识别信息建立对应并保存于hdd93的正常图像再次分类为异常图像(s340),结束该图像保存处理。最终被分类为正常图像的图像在编辑元件关联数据(例如元件的形状数据等)时被使用。
44.接着,以图7为例对图像保存处理进行说明。图7是装配有元件pa~pd的基板s的俯视图。在基板s上,通过元件安装模块10依次(字母顺序)装配有元件pa~pd。此外,在从元件安装模块10朝向管理服务器90发送的图像中,除了在该图像中映现的元件p的识别信息以外,还附加有拍摄条件(相机类别以及拍摄时机)。
45.关于元件pa~pd,在任一拍摄时机拍摄到的图像都正常的情况下,在管理服务器90的hdd93中保存表1所示那样的图像分类数据。另一方面,关于元件pa~pc,在任一拍摄时机拍摄到的图像均正常,但是关于元件pd,在元件吸附后的图像和头移动中的图像为正常而之后的元件装配后的图像为异常的情况下,在管理服务器90的hdd93中暂时保存表2所示那样的图像分类数据(图6的s330)。之后,将与本次的元件pd建立对应并保存的图像再次分类为异常图像并保存(图6的s340)。其结果是,在hdd93中保存表3所示那样的图像分类数据。即,元件pd的元件吸附后的图像和头移动中的图像从正常图像被再次分类为异常图像。此外,元件安装模块10在针对元件pd判定为异常之后中止一系列作业(在此为元件装配后的基于标记相机72的拍摄)。
46.[表1]
[0047][0048]
[表2]
[0049][0050]
[表3]
[0051][0052]
在此,对本实施方式的构成要素与本说明书所公开的元件安装机的构成要素的对应关系进行说明。本实施方式的元件安装模块10和管理服务器90相当于本说明书所公开的元件安装机,元件供给装置14相当于元件供给装置,xy机械人24相当于移动装置,侧面相机60、零件相机70以及标记相机72相当于相机,控制器80以及管理服务器90相当于控制装置。
[0053]
在以上说明的本实施方式中,在拍摄时机到来时对元件p进行拍摄,基于在本次的拍摄时机拍摄到的图像来判定在本次的拍摄时机紧前执行的动作是否正确,若是否正确的判定结果为正常,则将在本次的拍摄时机拍摄到的图像分类为正常图像。另一方面,若上述判定结果为异常,则将在本次的拍摄时机拍摄到的图像和在本次之前的拍摄时机拍摄到的图像的一部分或者全部分类为异常图像。即,若基于在本次的拍摄时机拍摄到的图像判定为在本次的拍摄时机紧前执行的动作为异常,则基于在本次之前的拍摄时机拍摄到的图像的判定也存在有原本应判定为异常的隐患,因此将在本次的拍摄时机拍摄到的图像和在本次之前的拍摄时机拍摄到的图像的一部分或者全部分类为异常图像。由此,能够不将存在有异常图像隐患的图像保存为正常图像。
[0054]
另外,若在本次的拍摄时机紧前执行的动作是否正确的判定结果为正常,则控制器80继续进行一系列作业,若上述判定结果为异常,则中止一系列作业。即,控制器80在判定为异常之后中止一系列作业,因此不会浪费时间或者不必要地进行拍摄。
[0055]
进而,拍摄时机包括吸附动作紧后的时机、移动动作的途中的时机、装配动作紧后的时机以及外观检查的时机。从元件供给装置14吸附元件p时的错误能够基于在吸附动作
紧后的时机拍摄到的图像来判定。吸附于吸嘴41的元件p的姿势(位置偏移)能够基于在移动动作的途中的时机拍摄到的图像来判定。向基板s装配元件p时的错误能够基于在装配动作紧后的时机拍摄到的图像来判定。与装配于基板s的元件p相关的错误能够基于在外观检查的时机拍摄到的图像来判定。
[0056]
进而,若在本次的拍摄时机紧前执行的动作是否正确的判定结果为异常,则控制器80将在本次的拍摄时机拍摄到的图像和在本次之前的拍摄时机拍摄到的全部图像分类为异常图像。因此,能够可靠地不将存在有异常图像隐患的图像保存为正常图像。
[0057]
并且,由于最终被分类为正常图像的图像的可靠性较高,因此能够使用该图像对元件关联数据进行刷新。
[0058]
此外,本发明不受上述实施方式的任何限定,只要属于本发明的技术范围,当然能够以各种方式来实施。
[0059]
例如,在上述实施方式中,设为管理服务器90执行图像保存处理(图6),但是也可以设为元件安装模块10的控制器80执行图像保存处理。
[0060]
在上述实施方式的图像保存处理(图6)中,在判定为接收到的图像是异常图像的情况下,除了本次接收到的图像以外,还将与在该图像中映现的元件p建立对应并保存的全部图像保存为异常图像(s330、s340),但是也可以除了本次接收到的图像以外,仅将与在该图像中映现的元件建立对应并保存的图像的一部分(例如预先决定为相同的组的图像)保存为异常图像。作为被决定为相同组的图像,例如列举有由相同相机拍摄到的图像等。如此一来,能够将在本次之前的拍摄时机拍摄到的图像中的、例如可靠性较低的图像(由与本次拍摄到的图像相同的相机拍摄到的图像等)保存为异常图像,将可靠性较高的图像直接保留为正常图像。
[0061]
在上述实施方式中,管理服务器90在图像保存处理(图6)的s300中,除了从元件安装模块10接收元件p的图像以外,也可以从基板外观检查机7接收外观检查用图像。在该情况下,管理服务器90在图6的s310中,判定对外观检查用图像附加的判定的结果是正常还是异常,若为正常,则将外观检查用图像作为正常图像,与在该图像中映现的本次的元件p的识别信息建立对应并保存于hdd93(s320)。另一方面,若在s310中为异常,则管理服务器90将外观检查用图像作为异常图像,与在该图像中映现的本次的元件p的识别信息建立对应并保存于hdd93(s330),进而,将与本次的元件p的识别信息建立对应并保存于hdd93的正常图像再次分类为异常图像并保存(s340)。即,若在外观检查中判定为异常,则基于在外观检查前的拍摄时机拍摄到的图像的判定也存在有原本应判定为异常的隐患,因此将外观检查图像和在外观检查前的拍摄时机由元件安装模块10拍摄到的图像分类为异常图像。由此,能够不将存在有异常图像的隐患的图像保存为正常图像。此外,在该情况下,元件安装模块10中的拍摄时机至少为一次即可,例如也可以省略图5的元件安装处理的s110、s120、s170~s200,仅设为保持有元件p的吸嘴41通过零件相机70的上方时的拍摄时机(从下方拍摄元件p)。
[0062]
在上述实施方式中,示例了使用由侧面相机60拍摄到的图像、由零件相机70拍摄到的图像以及由标记相机72拍摄到的图像的情况,但是相机的台数并未特别限定。例如,也可以是这些相机中的一台。在相机为一台的情况下,以该相机在至少两次的拍摄时机对元件p进行拍摄即可。
[0063]
在上述实施方式中,在由侧面相机60拍摄到的图像中,除了位于作业位置wp的吸嘴41以外,也可以映现位于该作业位置wp的两侧的吸嘴41。
[0064]
在本说明书中公开的元件安装机以及包括该元件安装机在内的对基板作业系统也可以如下构成。
[0065]
在本说明书所公开的元件安装机中,也可以是,所述控制装置在所述是否正确的判定结果为正常时,将在本次的拍摄时机拍摄到的图像分类为正常图像,并且继续进行所述一系列作业,在所述判定结果为异常时,将在本次的拍摄时机拍摄到的图像和在本次之前的拍摄时机拍摄到的图像的一部分或者全部分类为异常图像,并且中止所述一系列作业。如此一来,由于在判定为异常之后中止一系列作业,因此不会浪费时间或者不必要地进行拍摄。
[0066]
在本说明书公开的元件安装机中,也可以是,所述拍摄时机是所述吸附动作紧后的时机、所述移动动作的途中的时机以及所述装配动作紧后的时机中的至少两次。从元件供给装置吸附元件时的错误能够基于在吸附动作紧后的时机拍摄到的图像来判定。吸附于吸嘴的元件的姿势(位置偏移)能够基于在移动动作的途中的时机拍摄到的图像来判定。向基板装配元件时的错误能够基于在装配动作紧后的时机拍摄到的图像来判定。
[0067]
在本说明书公开的元件安装机中,也可以是,所述一系列作业包括在所述装配动作后进行的所述基板的外观检查,所述拍摄时机是所述吸附动作紧后的时机、所述移动动作的途中的时机、所述装配动作紧后的时机以及所述外观检查的时机中的至少两次。与装配于基板的元件相关的错误能够基于在外观检查的时机拍摄到的图像来判定。
[0068]
在本说明书的公开的元件安装机中,也可以是,若所述是否正确的判定结果为异常,则所述控制装置将在本次的拍摄时机拍摄到的图像和在本次之前的拍摄时机拍摄到的全部图像分类为异常图像。如此一来,能够可靠地不将存在有异常图像隐患的图像保存为正常图像。
[0069]
在本说明书的公开的元件安装机中,也可以是,若所述是否正确的判定结果为异常,则所述控制装置将在本次的拍摄时机拍摄到的图像和在本次之前的拍摄时机拍摄到且预先决定的图像分类为异常图像。如此一来,能够将在本次之前的拍摄时机拍摄到的图像中的、例如可靠性较低的图像(由与本次拍摄到的图像相同的相机拍摄到的图像等)保存为异常图像,将可靠性较高的图像直接保留为正常图像。
[0070]
在本说明书的公开的元件安装机中,也可以是,被分类为正常图像的图像在编辑元件关联数据时被使用。由于被分类为正常图像的图像的可靠性较高,因此能够使用该图像对元件关联数据进行刷新。
[0071]
本说明书公开的对基板作业系统具备:所述任一个元件安装机;以及基板检查机,配置在所述元件安装机的下游,基于对安装有所述元件的所述基板进行拍摄而得到的外观检查用图像来判定外观检查是否正确,其中,若所述外观检查是否正确的判定结果为正常,则所述控制装置将所述外观检查用图像分类为正常图像,若所述判定结果为异常,则所述控制装置将所述外观检查用图像和在所述外观检查前的拍摄时机由所述元件安装机拍摄到的图像的一部分或者全部分类为异常图像。
[0072]
在该对基板作业系统中,若在外观检查中判定为异常,则基于在外观检查前的拍摄时机拍摄到的图像的判定也存在有原本应判定为异常的隐患,因此将外观检查图像和在
外观检查前的拍摄时机由元件安装机拍摄到的图像的一部分或者全部分类为异常图像。由此,能够不将存在有异常图像隐患的图像保存为正常图像。
[0073]
本说明书公开的对基板作业系统具备:元件安装机,将元件安装于基板上;以及,基板检查机,配置在所述元件安装机的下游,基于对安装有所述元件的所述基板进行拍摄而得到的外观检查用图像来判定外观检查是否正确,所述元件安装机具备:元件供给装置,供给要向所述基板安装的元件;头,具有能够保持所述元件的吸嘴;移动装置,使所述头在xy方向上移动;控制装置,控制所述元件供给装置、所述头以及所述移动装置,以执行包括将从所述元件供给装置供给的元件吸附于所述头的所述吸嘴的吸附动作、使所述头向所述基板的预定位置移动的移动动作以及将吸附于所述吸嘴的所述元件向所述预定位置装配的装配动作在内的一系列作业;以及一个或者多个相机,能够在执行所述一系列作业的期间的至少一次拍摄时机拍摄所述元件,其中,所述控制装置在所述外观检查是否正确的判定结果为正常时,将所述外观检查用图像分类为正常图像,在所述判定结果为异常时,将所述外观检查用图像和在所述外观检查前的拍摄时机由所述元件安装机拍摄到的图像的一部分或者全部分类为异常图像。
[0074]
工业实用性
[0075]
本发明能够应用于与向基板安装元件的作业相伴的产业。
[0076]
附图标记说明
[0077]
1:对基板作业系统 2:通信网络 3:焊膏印刷机 4:焊膏检查机 5:安装线 6:回流焊炉 7:基板外观检查机 8a、8b、8c:中间传送机 10:元件安装模块 12:壳体 14:元件供给装置 16:带式供料器 16a:带盘 18:基板搬运装置 20:带式传送机装置 22:基板支撑装置 24:xy机器人 26:y轴导轨 28:y轴滑动件 29:y轴致动器 30:x轴导轨 32:x轴滑动件 33:x轴致动器 40:头单元 41:吸嘴 42:吸嘴保持架 42a:上端部 42b:凸缘部 44:旋转头 44a:反射体 45:弹簧 46:r轴致动器 47:旋转轴 48:驱动马达 49:q轴致动器 50:z轴致动器 52:滚珠丝杠螺母 54:丝杠轴 56:z轴滑动件 57:杆部 58:驱动马达 60:侧面相机 62:相机主体 62a:拍摄元件 64:光学系统 68:电磁阀 70:零件相机 72:标记相机 80:控制器 81:cpu 82:rom 83:hdd 84:ram 85:输入输出接口 86:总线 90:管理服务器 91:cpu 92:rom 93:hdd 94:ram 95:输入输出接口 96:总线 97:输入设备 98:显示器 wp:作业位置 p:pa~pd1:元件
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1