带强力磁铁的加热丝的制作方法
1.本实用新型涉及加热装置领域,具体的说,涉及了一种带强力磁铁的加热丝。
背景技术:
2.对于需要在铁板上安装加热丝的情况,为了提高传热效率,加热丝丝安装时要求紧贴铁板,一般是利用金属片把加热丝压紧在铁板上,或者采用铝箔把加热丝粘贴在铁板上。
3.对于铁板上需要布置加热丝情况,为了提高传热效率,加热丝需要紧贴在铁板上,并且要求固定牢靠。为了满足要求,一般采用的两种方法,一种是铁板上焊接或者螺钉固定金属压片,通过金属压片把加热丝压紧到铁板上,这种方法的优点是可以把加热丝准确定位,并且安全系数高,加热丝不容易脱落,缺点是工艺复杂,效率低,采用焊接压片时固定后无法更改加热丝的位置,采用螺钉压片时铁板背面有螺钉凸出,不美观,还可能出现伤人或影响到其它零件的情况。另一种采用铝箔把加热丝粘贴在铁板上,这种方法的优点是效率高,成本低,背面没有凸出;缺点是粘贴时不能准确定位加热丝的位置,会造成加热丝弯曲不平,长时间使用过程中铝箔会出现松动或者脱落。
4.为了解决以上存在的问题,人们一直在寻求一种理想的技术解决方案。
技术实现要素:
5.为了实现上述目的,本实用新型所采用的技术方案是:一种带强力磁铁的加热丝,包括加热丝,所述加热丝外侧卡设有多块强力磁铁,所述强力磁铁上开设有容纳所述加热丝的限位卡槽,所述限位卡槽包括弧线段和衔接在弧线段下部两端的直边段,两个所述直边段之间的距离小于所述加热丝的直径。
6.基于上述,所述加热丝的下边沿与所述强力磁铁的下边沿相平齐。
7.基于上述,所述强力磁铁的下边沿与所述弧线段顶部之间的距离大于等于所述加热丝的直径。
8.基于上述,所述加热丝为弹性加热丝。
9.基于上述,所述强力磁铁为条形强力磁铁或块状强力磁铁,所述条形强力磁铁的长度大于所述块状强力磁铁的长度。
10.基于上述,多个所述块状强力磁铁相邻排布在所述加热丝的外侧。
11.本实用新型相对现有技术具有实质性特点和进步,具体的说,本实用新型提供的带强力磁铁的加热丝,安装时无需借助专用工具,直接吸附在铁板上,方便、快捷,安装后根据需要可以随意调整位置,能解决现有的铁板安装加热丝的难题,且与采用螺钉压片安装方式相比安全系数更高。
附图说明
12.图1是本实用新型提供的带强力磁铁的加热丝整体结构示意图。
13.图2是本实用新型提供的带强力磁铁的加热丝中的强力磁铁结构示意图。
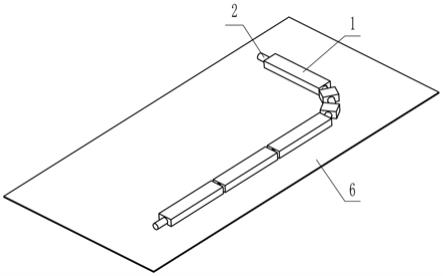
14.图3是本实用新型提供的带强力磁铁的加热丝安装状态示意图。
15.图中:1、强力磁铁;2、加热丝;3、限位卡槽;4、直边段;5、弧线段;6、铁板。
具体实施方式
16.下面通过具体实施方式,对本实用新型的技术方案做进一步的详细描述。
17.实施例1
18.本实施例提供一种带强力磁铁的加热丝,如图1、图2、图3所示,包括加热丝2,所述加热丝2外侧卡设有多块强力磁铁1。所述强力磁铁1上开设有容纳所述加热丝1的限位卡槽3,所述限位卡槽3包括弧线段5和衔接在弧线段5下部两端的直边段4,两个所述直边段4之间的距离小于所述加热丝2的直径。
19.其中,本实施例中所述加热丝2的下边沿与所述强力磁铁1的下边沿相平齐。所述加热丝2为弹性加热丝。
20.所述强力磁铁1为条形强力磁铁和块状强力磁铁,所述条形强力磁铁的长度大于所述块状强力磁铁的长度。
21.为了便于加热丝弯曲排布,多个所述块状强力磁铁相邻排布在所述加热丝的外侧。
22.具体地,如图3所示,为该带强力磁铁的加热丝吸附在铁皮6上的安装状态示意图,在直线段可以在加热丝外2侧设置多个条形的强力磁铁1,而在拐弯处可以在加热丝2外侧设置多个块状强力磁铁,利用块状强力磁铁之间的间隙进行弯曲。
23.最后应当说明的是:以上实施例仅用以说明本实用新型的技术方案而非对其限制;尽管参照较佳实施例对本实用新型进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本实用新型的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本实用新型技术方案的精神,其均应涵盖在本实用新型请求保护的技术方案范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1