非接触式通信介质和生产非接触式通信介质的方法与流程
1.本技术涉及一种非接触式通信介质和一种用于生产非接触式通信介质的方法。
背景技术:
2.专利文献1公开了一种包括集成电路(ic)芯片的卡体。该卡体使用无色透明材料为原材料模制而成,并在卡体上印刷图案和着色涂料。因此,即使为每种颜色生产的卡体数量很少,也可以通过使用相同的树脂原材料和相同的金属模具来降低生产成本。此外,由于在透明卡体上显示有图案,因此可以从透明卡体的正表面和背表面进行标识。这使得能够提高识别性能、标识性能和便利性(专利文献1的段落[0029]和[0043]以及图2)。
[0003]
引文列表
[0004]
专利文献
[0005]
专利文献1:日本专利申请特许公开号2000-280665
技术实现要素:
[0006]
技术问题
[0007]
需要一种使得可以提高这种包括ic芯片的非接触式通信介质的设计质量的技术。
[0008]
鉴于上述情况,本技术的一个目的是提供一种非接触式通信介质和生产该非接触式通信介质的方法,其使得可以容易地提供具有高设计质量的非接触式通信介质。
[0009]
问题的解决方案
[0010]
为了实现上述目的,根据本技术的实施例的非接触式通信介质包括ic模块、第一构件、第二构件和印刷层。
[0011]
ic模块能够执行非接触式通信。
[0012]
第一构件由第一透明树脂材料制成,第一构件包括第一表面和第二表面,第一表面是其中形成有容纳ic模块的凹入部分的表面,第二表面位于与第一表面相对。
[0013]
第二构件由第二透明树脂材料制成,第二构件连接到第一表面或第二表面。
[0014]
印刷层被布置在第一构件和第二构件之间。
[0015]
在该非接触式通信介质中,用于执行非接触式通信的ic模块容纳在形成在第一构件中的凹入部分中。进一步地,第二构件连接到第一构件的第一表面或第二表面,并且印刷层被布置在第一构件与第二构件之间。这使得可以容易地提供具有高设计质量的非接触式通信介质。
[0016]
非接触式通信介质还可以包括盖构件,该盖构件被布置为覆盖其中容纳ic模块的凹入部分。
[0017]
盖构件可以包括具有不同形状的多个凹部。
[0018]
第一透明树脂材料可以是丙烯酸树脂或聚碳酸酯。在这种情况下,第二透明树脂材料可以是丙烯酸树脂或聚碳酸酯。
[0019]
第一透明树脂材料和第二透明树脂材料可以是相同的材料。
[0020]
非接触式通信介质可以具有厚度均匀的板状。在这种情况下,第一构件和第二构件可以在厚度方向上彼此连接。
[0021]
第一构件可以包括第一分离构件和第二分离构件,第一分离构件是其中形成通孔的构件,第二分离构件连接到第一分离构件以覆盖通孔的开口之一。在这种情况下,凹入部分可以是其开口之一被覆盖的通孔。
[0022]
非接触式通信介质还可以包括盖构件,该盖构件被布置为覆盖其中容纳ic模块的凹入部分。在这种情况下,当从厚度方向观察时,盖构件可以被布置为覆盖整个凹入部分。
[0023]
盖构件被布置为使得盖构件的位于与ic模块相对的表面位于与第一构件的第一表面相同的平面中。
[0024]
当从厚度方向观察时,第一构件和第二构件可以具有相同的形状。
[0025]
印刷层可以是印刷有人物角色(character)、文字、图片、照片或图形中的至少一种的层。
[0026]
当从厚度方向观察时,印刷层可以具有特定的外部形状。在这种情况下,当从厚度方向观察时,第一构件和第二构件可以各自具有基于印刷层的外部形状的外部形状。
[0027]
第一构件、第二构件、盖构件和印刷层可以各自使用uv接合、用双面胶带接合、超声波焊接、激光焊接或热焊接连接到另一个构件。
[0028]
第一构件、第二构件、盖构件或印刷层中的至少一个使用uv接合连接到另一个构件。
29.可以基于指定的基准位置形成凹入部分。在这种情况下,非接触式通信介质还可以包括指示基准位置的位置显示构件。
[0030]
根据本技术的另一个实施例的用于生产非接触式通信介质的方法包括:
[0031]
使用第一透明树脂材料形成第一构件,第一构件包括第一表面和第二表面,第一表面包括凹入部分,第二表面位于与第一表面相对;
[0032]
使用第二透明树脂材料形成第二构件;
[0033]
在凹入部分中容纳用于执行非接触式通信的集成电路(ic)模块;以及
[0034]
将第二构件连接到第一构件的第一表面或第二表面,使得印刷层被布置在第一构件和第二构件之间。
[0035]
根据本技术的另一个实施例的用于生产非接触式通信介质的方法包括:
[0036]
使用第一透明树脂材料形成第一分离构件,第一分离构件包括通孔;
[0037]
使用第一透明树脂材料形成第二分离构件;
[0038]
通过连接第一分离构件和第二分离构件以覆盖通孔的开口之一形成第一构件,第一构件包括第一表面和第二表面,第一表面包括凹入部分,第二表面位于与第一表面相对;
[0039]
使用第二透明树脂材料形成第二构件;
[0040]
在凹入部分中容纳用于执行非接触式通信的集成电路(ic)模块;以及
[0041]
将第二构件连接到第一构件的第一表面或第二表面,使得印刷层被布置在第一构件和第二构件之间。
[0042]
根据本技术的另一个实施例的用于生产非接触式通信介质的方法包括:
[0043]
使用第一透明树脂材料形成第一透明构件,第一透明构件包括第一表面和第二表面,第一表面包括多个凹入部分,第二表面位于与第一表面相对;
[0044]
使用第二透明树脂材料形成第二透明构件;
[0045]
在多个凹入部分中的每个凹入部分中容纳用于执行非接触式通信的集成电路(ic)模块;
[0046]
将第二透明构件连接到第一透明构件的第一表面或第二表面,使得印刷层被布置在第一透明构件和第二透明构件之间;以及
[0047]
切出包括各自在其中容纳ic模块的多个凹入部分中的每个凹入部分的部分,使得该部分具有特定形状。
[0048]
根据本技术的另一个实施例的用于生产非接触式通信介质的方法包括:
[0049]
使用第一透明树脂材料形成第一分离构件,第一分离构件包括多个通孔;
[0050]
使用第一透明树脂材料形成第二分离构件;
[0051]
通过连接第一分离构件和第二分离构件以覆盖多个通孔的位于同一侧的相应开口,形成第一透明构件,第一透明构件包括第一表面和第二表面,第一表面包括多个凹入部分,第二表面位于与第一表面相对;
[0052]
使用第二透明树脂材料形成第二透明构件;
[0053]
在多个凹入部分中的每个凹入部分中容纳用于执行非接触式通信的集成电路(ic)模块;
[0054]
将第二透明构件连接到第一透明构件的第一表面或第二表面,使得印刷层被布置在第一透明构件和第二透明构件之间;以及
[0055]
切出包括各自在其中容纳ic模块的多个凹入部分中的每个凹入部分的部分,使得该部分具有特定形状。
[0056]
切出包括多个凹入部分中的每个凹入部分的部分使得该部分具有特定形状可以通过激光加工或切割加工来执行。
附图说明
[0057]
图1示意性地图示了根据第一实施例的通信系统的构造的示例。
[0058]
图2是图示ic钥匙链物品的构造的示例的分解透视图。
[0059]
图3是图示包括在ic钥匙链物品中的每个构件的横截面的横截面图。
[0060]
图4示意性地图示了ic钥匙链物品的外部形状。
[0061]
图5是用于描述用于生产ic钥匙链物品的方法的示例的示意图。
[0062]
图6是用于描述用于生产ic钥匙链物品的方法的另一个示例的示意图。
[0063]
图7是图示加工的板的构造的示例的分解透视图。
[0064]
图8是图示根据第二实施例的ic钥匙链物品的构造的示例的分解透视图。
[0065]
图9是图示包括在ic钥匙链物品中的每个构件的横截面的截面图。
[0066]
图10是图示ic钥匙链物品的构造的另一个示例的分解透视图。
[0067]
图11是图示包括在ic钥匙链物品中的每个构件的横截面的横截面图。
[0068]
图12是图示ic钥匙链物品的构造的示例的分解透视图。
[0069]
图13是图示包括在ic钥匙链物品中的每个构件的横截面的横截面图。
具体实施方式
[0070]
下面将参考附图描述根据本技术的实施例。
[0071]
《第一实施例》
[0072]
[通信系统]
[0073]
图1示意性地图示了根据本技术的第一实施例的通信系统的构造的示例。通信系统100包括读取器/写入器5和ic钥匙链物品10。
[0074]
ic钥匙链物品10是用户1可以使用的钥匙链物品类型的通信介质。
[0075]
ic钥匙链物品10内部提供了使得能够进行非接触式通信的ic模块。ic钥匙链物品10是具有与例如丙烯酸钥匙链物品相同的外观的通信介质。因此,ic钥匙链物品10具有普通丙烯酸钥匙链物品的外观,并且可以执行与读取器/写入器5的非接触式无线通信。
[0076]
在本实施例中,使用ic钥匙链物品10使得可以根据使用13.56mhz的rf载波频率并且具有100kbps和900kbps之间的通信速率的近场通信(nfc)进行通信(在下文中称为nfc通信)。
[0077]
使用nfc通信的通信系统的示例包括felica(注册商标)(212kbps和424kbps之间的通信速率)。当然,本技术不限于该通信系统,并且还可以应用于另一个通信系统的nfc通信。例如,可以使用根据具有在106kbps和848kbps之间的通信速率的标准的通信系统。
[0078]
读取器/写入器5包括天线,并且可以与ic钥匙链物品10执行非接触式通信。换句话说,读取器/写入器5可以与ic钥匙链物品10执行nfc通信。例如,用户1可以通过使ic钥匙链物品10经过于读取器/写入器5上方来执行例如电子货币支付。
[0079]
[ic钥匙链物品的构造]
[0080]
描述根据本实施例的ic钥匙链物品10的构造的具体示例。ic钥匙链物品10对应于根据本技术的非接触式通信介质的实施例。
[0081]
如图1中所示,ic钥匙链物品10包括位于正面并且其上可以看到人物角色的第一主表面7和位于与正面相对的一侧的第二主表面8(参见图2)。
[0082]
在以下的描述中,将从正面观察第一主表面7时与人物角色的右侧和左侧对应的方向(左右方向)定义为x方向,并且将从正面观察第一主表面7时与人物角色的上下对应的方向(上下方向)定义为y方向,以便于对描述的理解。另外,将第一主表面7与第二主表面8彼此面对的方向(厚度方向)定义为z方向。
[0083]
用户1可以通过使第一主表面7或第二主表面8经过于读取器/写入器5上方而无需注意相对于ic钥匙链物品10的左右方向(x方向)和上下方向(y方向)来执行非接触式通信。
[0084]
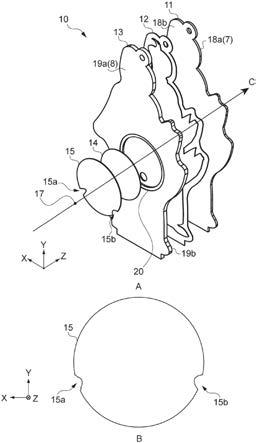
图2的a是图示ic钥匙链物品10的构造的示例的分解透视图。此外,图2的b示意性地图示了当从z轴方向观察时盖部分15的形状。图3是图示包括在ic钥匙链物品10中的每个构件的横截面的横截面图。图3中所示的横截面图是处于分解状态的ic钥匙链物品10的横截面图。
[0085]
图2和图3中所示的基准轴c是与z方向(厚度方向)平行并且通过相对于ic钥匙链物品10限定的通信基准位置17的轴。稍后将描述通信基准位置17。
[0086]
图3中所示的横截面图对应于通过沿着平行于xz平面并包括基准轴c的平面切割图2中所示的分解透视图而获得的横截面图。
[0087]
如图2和图3中所示,ic钥匙链物品10包括顶层部分11、印刷部分12、凹层部分13、
ic模块14、盖部分15、印刷层16、粘合剂层25和打底层27。注意的是,在图2中省略了印刷层16、粘合剂层25和打底层27的图示。
[0088]
在本实施例中,采用透明树脂材料,诸如聚甲基丙烯酸甲酯(pmma)树脂,使得ic钥匙链物品10具有丙烯酸钥匙链的外观。ic钥匙链物品10的材料不限于此,可以任意采用。
[0089]
在本实施例中,ic钥匙链物品10从第一主表面7到第二主表面8具有均匀的厚度。换句话说,顶层部分11和凹层部分13在厚度方向上彼此连接。另外,第一主表面7和第二主表面8是平坦的而没有例如凹凸。因此,当ic钥匙链物品10经过于读取器/写入器5上方时,ic钥匙链物品10和读取器/写入器5之间在z'方向上的通信距离变得恒定,并且这使得能够维持高通信性能。
[0090]
顶层部分11是由透明树脂材料制成的构件。透明树脂材料是诸如丙烯酸树脂、聚碳酸酯或pmma之类的透明树脂材料。注意的是,“透明”在概念上包括“半透明”。在本实施例中,顶层部分11是由pmma制成的构件。
[0091]
另外,顶层部分11包括与第一主表面7对应的第一顶层表面18a和第二顶层表面18b。第二顶层表面18b是位于与第一顶层表面18a(第一主表面7)相对并且连接到印刷部分12的表面。在本实施例中,第一顶层表面18a和第二顶层表面18b在x轴方向和y轴方向上是平坦的,没有凹凸。此外,在本实施例中,顶层部分11的外部形状是沿着印刷在印刷部分12中的人物角色的轮廓的形状。
[0092]
粘合剂层25是用于连接ic钥匙链物品10的部件的构件。通过紫外光照射而硬化的uv粘合剂或丙烯酸压敏粘合剂被用作粘合剂层25的材料。在本实施例中,粘合剂层25具有0.03mm的厚度。
[0093]
另外,在本实施例中,uv粘合剂被用于布置在顶层部分11和印刷部分12之间以及印刷部分12和凹层部分13之间的粘合剂层25,如图3中所示。
[0094]
打底层27是提高粘合剂层25的粘合性的构件。在本实施例中,打底层27具有0.03mm的厚度。另外,打底层27被布置在顶层部分11和粘合剂层25之间以及印刷部分12和粘合剂层25之间。
[0095]
印刷部分12是执行印刷的构件,并且包括透明膜28和印刷层29。在本实施例中,印刷部分12通过在透明膜28中执行数字印刷而形成。人物角色、文字、图片、照片或图形中的至少一种被印刷在印刷部分12中。
[0096]
透明膜28由透明材料制成。在本实施例中,使用聚对苯二甲酸乙二醇酯(pet)作为透明膜28的材料。另外,在本实施例中,透明膜28具有0.075mm的厚度。
[0097]
印刷层29是执行印刷的构件。在本实施例中,印刷在透明薄膜28上的印刷层29具有0.005mm的厚度。另外,液体调色剂用于印刷层29。注意的是,在本实施例中,印刷层29对应于布置在第一构件和第二构件之间的印刷层。
[0098]
凹层部分13包括凹入部分20,并且是由pmma制成的构件。在本实施例中,凹层部分13包括与第二主表面8对应的第一凹层表面19a和连接到印刷部分12的第二凹层表面19b。
[0099]
凹入部分20形成在第一凹层表面19a(第二主表面8)中以能够在其中容纳ic模块14。在本实施例中,凹入部分20形成为使得凹入部分20的深度方向是z轴方向,并且当从z轴方向观察时,凹入部分20为圆形。当从z轴方向观察时,凹入部分20具有与ic模块14的圆形形状一致的形状。
[0100]
第一凹层表面19a的凹入部分20以外的区域在x轴方向和y轴方向(xy平面方向)上是平坦的,没有凹凸。另外,第二凹层表面19b在x轴方向和y轴方向上也是平坦的,没有凹凸。
[0101]
另外,凹层部分13的外部形状是沿着印刷部分12印刷的人物角色的轮廓的形状。在本实施例中,当从z轴方向观察时,顶层部分11和凹层部分13具有相同的外部形状,如图2中所示。当从z轴方向观察时,顶层部分11和凹层部分13彼此连接,而顶层部分11和凹层部分13的相应边缘没有错位。
[0102]
另外,在本实施例中,凹层部分13具有2mm的厚度。ic模块14和盖部分15容纳在凹层部分13中形成的凹入部分20内。此外,凹入部分20内形成有第一容纳部分21、第二容纳部分22和第三容纳部分23,第一容纳部分用于容纳ic模块14的天线、处理器和电容器,第二容纳部分22用于容纳ic模块14的基板,第三容纳部分23用于容纳盖部分15,如图3中所示。
[0103]
ic模块14包括天线、处理器、调谐电路和电容器。ic模块14中包含的各个组件使得ic钥匙链物品10能够执行与读取器/写入器5的非接触式通信。注意的是,在本实施例中,使用诸如丙烯酸树脂、聚碳酸酯或pmma之类的透明树脂材料。这使得能够减少在通信性能方面对ic模块14的影响,并且因此不需要调整调谐电路。当然,天线和调谐电路可以被调整以适合于ic钥匙链物品10的形状和材料,以便达到特定的通信性能。例如,天线和调谐电路基于例如ic钥匙链物品10(厚度)在z轴方向的长度(厚度),或包含在ic钥匙链物品10中的构件的介电常数来进行调整。
[0104]
ic模块14的示例包括硬币形式的非接触式ic令牌,诸如rc-s109。不限于此,本技术当然也可以应用于其它ic模块。
[0105]
在本实施例中,ic模块14的基板具有0.45mm的厚度。
[0106]
盖部分15包括粘合剂层26、由pmma制成的盖层24以及布置在粘合剂层26和盖层24之间的印刷层16。另外,当从厚度方向观察时,盖部分15被布置为完全覆盖凹入部分20。在本实施例中,盖部分15形成为使得盖部分15能够容纳在凹入部分20中。换句话说,盖部分15被布置为使得ic模块14位于盖部分15和凹层部分13之间。
[0107]
另外,在本实施例中,盖部分15被布置为使得盖部分15的位于与ic模块14相对的表面(盖层24的表面)位于具有凹层部分13的其中形成凹入部分20的表面(第一凹层表面19a)的平面。换句话说,凹层部分13的连接有盖部分15的表面在x轴方向和y轴方向上是平坦的。
[0108]
在本实施例中,盖部分15具有0.65mm的厚度。
[0109]
当由ic模块14执行非接触式通信时用作基准的用于指示通信基准位置17的标记被印刷在印刷层16中。例如,印刷使通信基准位置17能够被视觉识别出的图案或文字。另外,印刷层16可以使用uv油墨等。
[0110]
通信基准位置17是ic钥匙链物品10与读取器/写入器5之间能够执行无线非接触式通信的基准位置。通过将与通信基准位置17对应的部分经过于读取器/写入器5上方正确地执行无线通信。例如,当ic钥匙链物品10经过于位于远离通信基准位置17的读取器/写入器5上方时,即,当经过于与对应于通信基准位置17的部分不同的部分上方时,这可能导致不能进行通信。
[0111]
这使得用户1能够将ic钥匙链物品10正确地经过于读取器/写入器5上方,并且因
此可靠地执行非接触式通信。换句话说,为用户1提供了更高的操作性能。
[0112]
注意的是,印刷在印刷层16中的标记的形状和尺寸不受限制。例如,可以采用防止从z轴方向看到ic模块14的任何其它形状或尺寸。由于ic模块14位于印刷层16(盖部分15)和印刷部分12之间,因此可以充分防止ic模块14被透视。
[0113]
另外,盖部分15包括具有不同形状的凹部15a和凹部15b,如图2的b中所示。在本实施例中,凹部15a和15b不对称地形成。换句话说,盖部分15形成为使得盖部分15即使例如在盖部分15旋转或翻转时也不处于相同状态。这使得可以防止处于错误位置的盖部分15插入到凹入部分20中。
[0114]
在本实施例中,考虑ic模块14、盖部分15和粘合剂层26的基板的厚度,凹入部分20形成为在z轴方向上具有至少1.13mm的长度。不限于此,可以取决于例如ic模块14的厚度任意地形成凹入部分20,或者可以提供游隙(play)。另外,凹入部分20的形状没有限制。例如,第一容纳部分21、第二容纳部分22等的形状可以根据ic模块14的形状适当地设计。
[0115]
另外,ic模块14与盖部分15的连接方法也没有限制。例如,可以在ic模块14和盖部分15之间布置粘合剂层,或者可以将第二容纳部分21和第三容纳部分22形成为具有使得可以连接ic模块14和盖部分15的结构(形状)。
[0116]
粘合剂层26使用丙烯酸压敏粘合剂。在本实施例中,粘合剂层26具有0.03mm的厚度。
[0117]
注意的是,在本实施例中,顶层部分11连接到第一表面或第二表面,并且对应于由第二透明树脂材料制成的第二构件。
[0118]
注意的是,在本实施例中,丙烯酸树脂和聚碳酸酯对应于第一透明树脂材料和第二透明树脂材料。
[0119]
注意的是,在本实施例中,凹层部分13包括第一表面、位于与第一表面相对的第二表面,以及形成在第一表面中并且在其中容纳ic模块的凹入部分。凹层部分13对应于由第一透明树脂材料制成的第一构件。另外,凹层部分13的第一凹层表面19a(第二主表面8)对应于形成有其中容纳ic模块的凹入部分的第一表面。此外,凹层部分13的第二凹层表面19b对应于位于与第一表面相对的第二表面。
[0120]
注意的是,在本实施例中,凹入部分20对应于其中容纳ic模块的凹入部分。
[0121]
注意的是,在本实施例中,盖部分15对应于被布置为覆盖其中容纳ic模块的凹入部分的盖构件。另外,在本实施例中,凹部15a和15b对应于包括在盖构件中并且具有不同形状的多个凹部。
[0122]
注意的是,在本实施例中,印刷层16对应于指示基准位置的位置显示构件。另外,通信基准位置17对应于基准位置。
[0123]
图4示意性地图示了ic钥匙链物品10的外部形状的变体的示例。虚线圆圈35示意性地指示ic模块14的位置。
[0124]
在本实施例中,ic钥匙链物品10形成为具有取决于印刷在印刷部分12中的人物角色37的外部形状36,如图4的a中所示。
[0125]
当从厚度方向(z方向)观察时,人物角色37的外部形状与印刷层29的外部形状对应。换句话说,当从厚度方向观察时,印刷层29具有特定的外部形状。
[0126]
当从厚度方向观察时,表面部分11和凹层部分13具有基于人物角色37的外部形状
(印刷层29的外部形状)的外部形状。
[0127]
不限于此,ic钥匙链物品10可以形成为具有任何外部形状。例如,ic钥匙链物品10可以具有例如矩形的外部形状38,其包括印刷在印刷部分12中的人物角色37,如图4的b中所示。另外,例如,ic钥匙链物品10可以具有通过组合沿着人物角色37的形状和矩形而获得的外部形状39,如图4的c中所示。此外,ic钥匙链物品10可以具有取决于在两个人物角色37并排布置在印刷部分12中的情况下的外部形状的外部形状40。
[0128]
图4的b至d中所示的构造也包括在当从厚度方向观察时表面部分11和凹层部分13具有基于人物角色37的外部形状(印刷层29的外部形状)的外部形状的示例中。
[0129]
因此,ic钥匙链物品10的外部形状,当从厚度方向观察时,可以在图2和图3中所示的xy平面方向上任意设计。
[0130]
如上所述,位于布置ic模块14的位置(虚线圆35)周围的区域在xy平面方向上具有固定的层结构(固定的厚度),并且是平坦的而没有凹凸。因此,具有任何外部形状的ic钥匙链物品10在由图1中所示的z'方向表示的通信距离方向上实现了相同的通信性能。另外,在偏移方向(x'轴方向和y'轴方向)上也实现了相同的通信性能,而不管例如外部形状的变化。
[0131]
换句话说,在图4的a到d中所示的变体的每个示例中,可以维持非接触式通信中的通信性能。
[0132]
另外,ic钥匙链物品10的各个层的构造被限定,如图3中所示。这使得可以任意地设置ic钥匙链物品10的位置,在该位置处ic钥匙链物品10经过于读取器/写入器5上方以执行非接触式通信。换句话说,可以任意确定要设置通信基准位置17的位置。
[0133]
基于设置的通信基准位置17,形成凹入部分20,并且在凹入部分20中容纳ic模块14。这导致基于通信基准位置17进行正确的无线通信。也可以说ic模块14(圆圈35)的位置可以被任意设置。
[0134]
[生产ic钥匙链物品的方法]
[0135]
一般而言,丙烯酸钥匙链物品是通过背面印刷单个透明丙烯酸板而形成的。另外,丙烯酸钥匙链物品包括透明表面和透明边缘。这使得可以提供深度外观或三维外观。
[0136]
在本实施例中,内部包含ic模块14且能够执行非接触式通信的ic钥匙链物品10是通过将多个板构件(诸如顶层部分11和凹层部分13)接合而形成的,如例如图2中所示。
[0137]
例如,当各自具有光滑表面的板构件彼此接合时,使用uv接合;使用例如超声波、激光或热的焊接技术;或者诸如光学透明粘合剂(oca)之类的双面胶带。
[0138]
如上所述,如果在将多个板构件中的板构件彼此接合时产生气泡,并且如果所产生的气泡存在于要透明的部分中,那么这可能导致适销性显著降低。气泡产生的充分减少使得可以提供与单个透明丙烯酸板的丙烯酸钥匙链物品的透明度和三维外观相当的透明度和三维外观。这使得能够提供能够执行非接触式通信并且具有高度适销性的ic钥匙链物品10。
[0139]
另外,当uv接合用于接合板构件时,具有以下所示优点。
[0140]
由于用于uv接合的材料是液体,因此容易消除由于透明膜28和印刷层29(参见图3)的厚度而引起的高度差,并且不太可能产生气泡。此外,用于uv接合的材料是高度透明的。
[0141]
另外,在uv接合的情况下,不需要在执行激光焊接或热(超声波)焊接时使用的构件,并且不需要在接合时保持板构件。也不需要用于将热量传送到结合表面的模具,诸如金属模具。
[0142]
此外,在uv接合的情况下,在板构件彼此接合时不太可能产生气泡。
[0143]
此外,在uv接合的情况下,可以处理大的工件尺寸。换句话说,在uv接合的情况下,也可以处理大的板构件。
[0144]
例如,uv接合提供了例如使用例如稍后将参考图6和图7描述的用于生产多个ic钥匙链物品10的方法来连接第一透明构件60和第二透明构件61的优势。
[0145]
图5是用于描述生产ic钥匙链物品10的方法的示例的示意图。图5图示了当从厚度方向观察时具有圆形外部形状的ic钥匙链物品10的构造的示例。
[0146]
包括具有凹入部分20的第一凹层表面19a(第二主表面8)和位于与第二主表面8相对的第二凹层表面19b的凹层部分13使用透明树脂材料形成。
[0147]
顶层部分11使用透明树脂材料形成。
[0148]
如图5中所示,粘合剂层25(uv粘合剂)和打底层27被施加在顶层部分11和印刷部分12之间。
[0149]
粘合剂层25和打底层27被施加在印刷部分12和凹层部分13之间。
[0150]
顶层部分11、印刷部分12和凹层部分13彼此连接,并且紫外光50照射到顶层部分11的第一顶层表面18a(第一主表面7)上,并且照射到凹层部分13的第二主表面8上。换句话说,顶层部分11连接到凹层部分13的第一凹层表面19a,使得印刷部分12布置在顶层部分11与凹层部分13之间。
[0151]
用于执行非接触式通信的ic模块14容纳在凹入部分20中。
[0152]
ic模块14和印刷有印刷层16的盖部分15使用粘合剂层26(丙烯酸压敏粘合剂)彼此连接。
[0153]
因此,形成ic钥匙链物品10。
[0154]
图6和图7是用于描述生产ic钥匙链物品10的方法的另一个示例的示意图。在该方法中,切出多个ic钥匙链物品10进行生产。
[0155]
包括多个凹入部分20的第一透明构件60使用透明树脂材料形成。在图7中所示的示例中,第一透明构件60中的每个部分由沿着ic钥匙链物品10中的对应一个的外部形状的虚线指示。但是,不一定必须形成这样的限定外部形状的线等。
[0156]
第二透明构件61使用透明树脂材料形成。
[0157]
uv粘合剂和打底层27被施加在第一透明构件60和其中印刷了各个ic钥匙链物品10的人物角色的印刷部分12之间。
[0158]
uv粘合剂和打底层27被施加在第二透明构件61和印刷部分12之间。
[0159]
第一透明构件60、印刷部分12和第二透明构件61彼此连接,并且从两侧照射紫外光50。
[0160]
用于执行非接触式通信的ic模块14容纳在多个凹入部分20中的每个凹入部分中。
[0161]
印刷有印刷层16的盖部分15被布置为覆盖各自在其中容纳ic模块14的多个凹入部分20中的每个凹入部分。ic模块14和盖部分15使用粘合剂层26(丙烯酸压敏粘合剂)彼此连接。
[0162]
包括多个凹入部分20中的每个凹入部分(各自在其中容纳ic模块14)的部分被切出成具有特定形状。因此,形成多个ic钥匙链物品10。
[0163]
注意的是,在本实施例中,用于生产ic钥匙链物品的方法对应于用于生产非接触式通信介质的方法。另外,上述用于生产ic钥匙链物品10的方法仅是示例,并且由于生产ic钥匙链物品10的方法不限于上述方法。
[0164]
注意的是,在本实施例中,外部形状36、38、39和40各自对应于切出部分的指定形状,该切出部分包括各自在其中容纳ic模块的多个凹入部分20中的对应一个凹入部分。
[0165]
如上所述,在根据本实施例的ic钥匙链物品10中,用于执行非接触式通信的ic模块14容纳在形成在凹层部分13中的凹入部分20中,并且凹入部分20被盖部分15覆盖。另外,顶层部分11连接到形成有凹层部分13的凹入部分20的第一凹层表面19a(第二主表面8)、或连接到位于与形成有凹入部分20的第一凹层表面19a相对的第二凹层表面19b,并且印刷部分12被布置在凹层部分13和顶层部分11之间。这使得可以容易地提供以高设计质量生产的非接触式通信介质。
[0166]
关于具有不同于卡和令牌的形状并且内部包括非接触式ic标签的不同形状产品的开发,存在两个可以想象的问题。第一个问题是例如用于形成各种不同形状的金属模具或板的初始成本高,并且生产交货期长。
[0167]
例如,对于金属模具,存在一种使用修剪模具(die)进行冲压以获得统一的规定卡尺寸的方法。
[0168]
另外,对于板,存在一种方法包括:制备片状印刷板,在该印刷板上施加例如卡的多个统一形状和多个统一面;将通过使用印刷板印刷而获得的外部材料接合到正面;以及进行打孔。
[0169]
本实施例使得可以切割通过将印刷片材和板以层叠形式布置并且将片材和板接合而获得的任何形状的大板,印刷片材上施加了多种形状,例如,如图6和图7中所示。另外,也可以接合背面印刷的丙烯酸板或印刷的透明片材,其中使用数码印刷机进行印刷,而无需印刷板。
[0170]
这使得能够在没有初始成本,即没有金属模具或印刷板的情况下进行生产。
[0171]
第二个问题是需要针对每个形状调整非接触式ic标签的天线和调谐电路,因为介电常数、厚度、质量等取决于覆盖标签的材料而不同。这使得需要针对每个形状再次进行与通信性能相关的测试(通信测试)。
[0172]
对于具有任何形状并且内部包括非接触式ic标签的不同形状的产品,外部形状和材料取决于产品而不同,这与卡和令牌不同。因此,根据需要为每个产品调整天线和调谐电路。另外,对于每次调整,都需要测量通信距离和距通信位置的偏移通信距离,并检查是否达到规定的通信性能。
[0173]
如在卡的情况下,如果不同形状的产品具有固定的厚度,并且不同形状的产品经过例如读取器/写入器上方的位置被限定,则可以容易地进行通信测试。另一方面,通过在单个透明板中执行印刷获得的钥匙链物品,诸如丙烯酸钥匙链物品,通常使用具有相同厚度的板形成。
[0174]
本实施例采用多层构造,其使得可以在维持丙烯酸钥匙链物品的外观的同时维持固定的层构造,以及用于嵌入ic模块的层构造。另外,本实施例提供了在偏移方向(与通信
距离的方向正交的方向)上也没有凸凹,同时相对于通信距离维持固定的层构造(固定厚度)的板状ic钥匙链物品。这使得可以在不改变通信性能的情况下维持限定的通信性能。另外,形成具有相同层构造和相同厚度,并且层构造的材料相同的ic钥匙链物品。这使得即使在外部形状改变时也维持恒定的通信性能,并且使得不需要调整调谐电路并针对每个形状再次进行测试。
[0175]
如上所述,本技术的使用使得可以解决上述两个问题,因此容易地提供以高设计质量生产的非接触式通信介质。
[0176]
另外,在本实施例中,盖部分15和印刷层16彼此集成在一起,并且凹部15a和15b形成在盖部分15中,使得盖部分15的朝向和位置可以被固定。这使得不需要例如使用销将透明片固定到基座以便不偏离印刷层16的位置和朝向的方法(透明片是其中使用标记来指示通信基准位置17的片材)。
[0177]
换句话说,在本实施例中,不需要每种类型所需的昂贵的基座。另外,也不需要ic钥匙链物品的每种类型的形状所需的修剪模具。此外,不需要用于固定印刷层16的销的孔的区域,即一次性区域。这使得生产时的施加效率提高,从而能够降低成本。
[0178]
这使得可以提高操作效率,并赋予ic钥匙链物品高质量的外观。
[0179]
《第二实施例》
[0180]
描述根据本技术的第二实施例的ic钥匙链物品70。在以下描述中,省略或简化了与上述实施例中描述的ic钥匙链物品10的构造和操作类似的构造和操作的描述。
[0181]
在第一实施例中,凹入部分20形成在凹入部分13的第一凹层表面19a中。在第二实施例中,形成包括通孔的通孔部分和连接到通孔部分以覆盖通孔的开口之一的覆盖部分。换句话说,能够在其中容纳ic模块14的凹层部分13通过彼此连接的通孔部分和覆盖部分而提供。
[0182]
图8是图示根据本技术的第二实施例的ic钥匙链物品70的构造的示例的分解透视图。图9是图示ic钥匙链物品70中包含的每个构件的横截面的横截面图。
[0183]
如图8和图9中所示,ic钥匙链物品70包括顶层部分11、印刷部分12、覆盖部分71、通孔部分72、ic模块14、印刷层16、粘合剂层25和打底层27。注意的是,图8中省略了印刷层16、粘合剂层25和打底层27的图示。
[0184]
覆盖部分71是由透明树脂材料制成的构件。例如,覆盖部分71由pmma制成。在本实施例中,覆盖部分71包括连接到通孔部分72的第一连接表面73以及位于与第一连接表面73相对的第二连接表面74。
[0185]
通孔部分72包括通孔75,并且是由透明树脂材料制成的构件。例如,与覆盖部分71的情况一样,通孔75使用pmma形成。通孔75形成为能够在其中容纳ic模块14。在本实施例中,顶层部分11连接以覆盖通孔75的开口之一。因此,通过覆盖其中一个开口的通孔75提供与第一实施例中描述的凹入部分20相同的构造。
[0186]
如图9中所示,覆盖部分71的第一连接表面73和第二连接表面74在x轴方向和y轴方向上是平坦的而没有凹凸。另外,除了通孔75之外,通孔部分72的表面在x轴方向和y轴方向上是平坦的而没有凹凸。
[0187]
在本实施例中,当从厚度方向(z轴方向)观察时,覆盖部分71形成为具有圆形的外部形状。另外,当从厚度方向观察时,通孔部分72形成为具有圆形外部形状。换句话说,当从
厚度方向观察时,覆盖部分71和通孔部分72具有相同的外部形状。
[0188]
注意的是,通孔75在厚度方向上的长度不受限制。另外,通孔75的形状也不受限制。例如,通孔75可以任意地形成为具有取决于ic模块14的形状的形状。
[0189]
uv粘合剂或丙烯酸压敏粘合剂用于连接覆盖部分71和通孔部分72的粘合剂层25。
[0190]
注意的是,在本实施例中,通孔部分72对应于包括通孔的第一分离构件。覆盖部分71对应于连接到第一分离构件以覆盖通孔的开口之一的第二分离构件。
[0191]
另外,在本实施例中,当覆盖部分71和通孔部分72彼此连接时,覆盖部分71的第一连接表面73和通孔75对应于其中容纳ic模块的凹入部分。
[0192]
激光加工适用于形成包括通孔75的通孔部分72。激光加工使得可以在短时间内以高准确度形成通孔75。另一方面,诸如锪孔加工之类的切削加工适合于形成第一实施例中描述的凹入部分20。
[0193]
注意的是,用于形成诸如顶层部分11、凹层部分13和通孔部分72的各个部件的方法不受限制。可以取决于诸如生产成本和生产时间之类的各种条件适当地采用任何形成方法。
[0194]
包括通孔75的通孔部分72使用透明树脂材料形成。
[0195]
覆盖部分71使用透明树脂材料形成。
[0196]
顶层部分11使用透明树脂材料形成。
[0197]
印刷层16印刷在覆盖部分71中。
[0198]
uv粘合剂被施加在覆盖部分71和通孔部分72之间,并且覆盖部分71和通孔部分72彼此连接以覆盖通孔75的开口之一。这使得提供类似于第一实施例中描述的凹层部分13的构造的构造。
[0199]
如图9中所示,通孔75被构造为凹入部分20,并且通孔部分72的顶层部分11侧的表面对应于第一凹层表面19a。另外,覆盖部分71的第二连接表面74对应于第二凹层表面19b。
[0200]
用于执行非接触式通信的ic模块14容纳在通孔75(凹入部分)中。
[0201]
粘合剂层25(uv粘合剂)和打底层27被施加在顶层部分11和印刷部分12之间。
[0202]
粘合剂层25和打底层27被施加在印刷部分12和通孔部分72之间。
[0203]
顶层部分11、印刷部分12和通孔部分13彼此连接,并且照射紫外光50。换句话说,顶层部分11连接到通孔部分72,使得印刷部分12布置在顶层部分11和通孔部分72之间。
[0204]
因此,形成ic钥匙链物品10。
[0205]
注意的是,用于生产ic钥匙链物品的方法中的步骤顺序不受限制。
[0206]
另外,如图6和图7中所示,可以切出多个ic钥匙链物品70。例如,第一透明构件60可以由彼此连接的第一分离构件和第二分离构件提供,第一分离构件包括通孔75,第二分离构件连接到第一分离构件以覆盖通孔75的开口之一。
[0207]
包括多个通孔75的第一分离构件使用透明树脂材料形成。
[0208]
第二分离构件使用透明树脂材料形成。
[0209]
包括多个凹入部分20的第一透明构件60通过将第一分离构件和第二分离构件彼此连接以覆盖多个通孔75的位于同一侧的开口而形成。
[0210]
用于执行非接触式通信的ic模块14容纳在多个凹入部分20中的每个凹入部分中。
[0211]
第二透明构件61连接到第一透明构件60,使得印刷部分12布置在第一透明构件60
和第二透明构件61之间。
[0212]
包括各自在其中容纳ic模块14的多个凹入部分20中的每个凹入部分的部分被切出成具有外部形状36至40中的对应一个。
[0213]
另外,与上述生产方法的情况一样,通过激光加工或切割加工来执行用于切出ic钥匙链物品70的方法。
[0214]
图10是图示ic钥匙链物品70(称为ic钥匙链物品80)的构造的另一个示例的分解透视图。图11是图示ic钥匙链物品80中包含的每个构件的横截面的横截面图。注意的是,省略或简化了与例如图8中所示的ic钥匙链物品70的覆盖部分71和通孔部分72的构造和操作类似的构造和操作的描述。
[0215]
如图10和图11中所示,ic钥匙链物品80包括顶层部分11、印刷部分12、覆盖部分71、通孔部分72、ic模块14、盖部分15、印刷层16、粘合剂层25和打底层27。注意的是,图10中省略了印刷层16、粘合剂层25和打底层27的图示。
[0216]
如图11中所示,通孔部分72连接到覆盖部分71的第一连接表面73。换句话说,覆盖部分71被连接以覆盖通孔75的开口之一。因此,通过覆盖其中一个开口的通孔75提供与第一实施例中描述的凹入部分20相同的构造。
[0217]
注意的是,在本实施例中,覆盖部分71对应于连接到第一分离构件以覆盖通孔的开口之一的第二分离构件。另外,在本实施例中,当覆盖部分71与通孔部分72彼此连接时,覆盖部分71的第一连接表面73和通孔75对应于其中容纳ic模块的凹入部分。
[0218]
另外,描述用于生产ic钥匙链物品80的方法的示例。
[0219]
包括通孔75的通孔部分72使用透明树脂材料形成。
[0220]
覆盖部分71使用透明树脂材料形成。
[0221]
uv粘合剂被施加在覆盖部分71与通孔部分72之间,并且覆盖部分71和通孔部分72彼此连接以覆盖通孔75的开口之一。这使得提供与第一实施例中描述的凹层部分13的构造类似的构造。换句话说,形成具有包含凹入部分20的第一凹层表面19a和位于与第一凹层表面19a相对的第二凹层表面19b的凹层部分13。
[0222]
这使得可以与上述用于生产ic钥匙链物品10的方法的情况一样形成ic钥匙链物品80。
[0223]
注意的是,用于生产ic钥匙链物品的方法中的步骤顺序不受限制。例如,通孔部分72可以在顶层部分11、印刷部分12和覆盖部分71彼此连接之后连接到覆盖部分71。
[0224]
另外,如图6和图7中所示,可以切出多个ic钥匙链物品80。例如,第一透明构件60可以由彼此连接的第一分离构件和第二分离构件提供,第一分离构件包括通孔75,第二分离构件连接到第一分离构件以覆盖通孔75的开口之一。
[0225]
包括多个通孔75的第一分离构件使用透明树脂材料形成。
[0226]
第二分离构件使用透明树脂材料形成。
[0227]
包括多个凹入部分20的第一透明构件60通过将第一分离构件和第二分离构件彼此连接以覆盖多个通孔75的位于同一侧的相应开口而形成。
[0228]
用于执行非接触式通信的ic模块14容纳在多个凹入部分20中的每个凹入部分中。
[0229]
印刷有印刷层16的盖部分15被布置为覆盖各自在其中容纳ic模块14的多个凹入部分20中的每个凹入部分。
[0230]
第二透明构件61连接到第一透明构件60,使得印刷部分12布置在第一透明构件60和第二透明构件61之间。
[0231]
包括各自在其中容纳ic模块14的多个凹入部分20中的每个凹入部分的部分被切出为具有外部形状36至40中的对应一个。
[0232]
另外,如与上述生产方法的情况一样,通过激光加工或切割加工来执行用于切出ic钥匙链物品80的方法。
[0233]
《其它实施方式》
[0234]
本技术不限于上述实施例,并且可以实现各种其它实施例。
[0235]
在上述第一实施例中,顶层部分11被布置为使得印刷层29位于顶层部分11和包含在凹层部分13中且位于与第一凹层表面19a相对的第二凹层表面19b之间。不限于此,ic钥匙链物品10的层构造可以任意布置。
[0236]
另外,在上述实施例中,印刷层16印刷在盖部分15中。不限于此,印刷层16可以布置在与印刷层12相对的一侧,使得ic模块14位于印刷层16和盖部分15之间。
[0237]
图12是图示ic钥匙链物品90的构造的示例的分解透视图。图13是图示ic钥匙链90中包含的每个构件的横截面的横截面图。图13中所示的横截面图是处于分解状态的ic钥匙链物品90的横截面图。
[0238]
如图12和图13中所示,ic钥匙链物品90包括顶层部分11、印刷部分12、盖部分15、ic模块14、凹层部分13、印刷层16和粘合剂层81。ic钥匙链物品90的各个部件与上述第一实施例的部件相同,因此省略其描述。
[0239]
在本实施例中,粘合剂层91的材料为透明粘合剂胶带,诸如oca。
[0240]
例如,印刷层16印刷在凹层部分13的位于与凹入部分20相对的表面中。
[0241]
ic模块14容纳在凹层部分13的凹入部分20中。
[0242]
附接有粘合剂层81的盖部分15连接到ic模块14。
[0243]
印刷部分12与凹层部分13以在印刷部分12和凹层部分13之间布置有粘合剂层91的状态彼此连接。
[0244]
附接有粘合剂层81的顶层部分11连接到凹层部分13的连接到印刷部分12的表面。
[0245]
注意的是,用于生产ic钥匙链90的方法并无限制,并且例如各个构件的顺序也无限制。
[0246]
注意的是,可以采用uv粘合剂作为用于图12和图13中所示的ic钥匙链物品90的粘合剂层81的材料。在这种情况下,当顶层部分11连接到其中形成凹入部分的表面(第一凹层表面19a)时,其中容纳ic模块14的凹入部分20对应于顶层部分11和凹层部分13之间的间隙。
[0247]
当彼此接合的板构件之间存在诸如凹入部分的间隙时,如上所述,间隙中的空气可以被推送到板构件之间的空间中以产生气泡。
[0248]
在本实施例中,盖部分15布置为覆盖凹入部分,如图12和图13中所示。这使得可以在顶层部分11与凹入部分层部分13彼此接合时,充分防止凹入部分中的空气从凹入部分逸出。这使得能够充分防止产生气泡,从而提供能够执行非接触式通信并且具有高度适销性的ic钥匙链物品90。
[0249]
注意的是,还可以通过在执行uv接合时调整施加的uv量和uv作用的持续时间来防
止产生气泡。此外,可以通过各种方法诸如调整辊的速度来防止气泡的产生。例如,在使用oca的情况下,使用具有印刷层厚度的约三倍的厚度(约175μm)的oca,并且通过从一侧以固定速度施加辊滚动,在恒定高温下进行接合。同样,在uv接合的情况下,控制uv的施加量、温度和辊的速度以在不产生气泡的状态下进行接合。通过使用这样的技术,可以防止气泡的产生,并且因此可以提供以高设计质量生产的ic钥匙链物品90。
[0250]
在上述实施例中,ic钥匙链物品10、70、80和90各自具有丙烯酸钥匙链物品的外观。不限于此,ic模块可以在例如腰带、腕带或手办模型(figure)的任何外壳内提供。另外,ic钥匙链物品10、70、80和90中的每一个的ic模块也可以在外壳的外部提供。
[0251]
在上述实施例中,ic钥匙链物品10、70、80和90各自具有透明丙烯酸钥匙链物品的外观。不限于此,ic钥匙链物品10、70、80和90各自可以在外观上具有任何形状和任何颜色。例如,当在印刷部分12中印刷海豚的图片时,涂层或材料使得顶层部分11或凹层部分13具有通过模仿大海的颜色而获得的透明蓝色。
[0252]
在上述实施例中,印刷层16是指示当由ic模块14执行非接触式通信时用作基准的位置的构件,并且被布置为隐藏ic模块14。不限于此,可以形成用于隐藏ic模块14的部件。例如,可以在通孔部分72与覆盖部分71的第二连接表面74之间布置印刷有诸如人物角色背面的背表面等的印刷层。
[0253]
在上述实施例中,人物角色等被印刷在透明膜28或白色膜30中。不限于此,可以在顶层部分11或凹层部分13中印刷人物角色等。例如,可以在连接到覆盖部分71的通孔部分72的第一连接表面73中印刷人物角色等。
[0254]
在上述实施例中,ic钥匙链物品10、70、80和90各自具有固定厚度。不限于此,ic钥匙链物品10、70、80和90可以形成为具有在形成ic钥匙链物品10、70、80和90时实现的通信性能得以保持的范围内的任何厚度。例如,ic钥匙链物品10、70、80和90的厚度可以适当地设置为例如+/-10%的容差。
[0255]
在上述实施例中,顶层部分11、凹层部分13和盖部分15使用一种类型的材料诸如pmma形成。不限于此,分别由透明树脂材料诸如丙烯酸树脂和聚碳酸酯制成的部件可以被组合。例如,顶层部分11可以由丙烯酸树脂制成,并且凹层部分13可以由聚碳酸酯制成。
[0256]
在上述实施例中,uv粘合剂或丙烯酸压敏粘合剂用于粘合剂层25。不限于此,可以任意采用连接各个部件的方法。例如,可以使用诸如超声波焊接、激光焊接或热焊接之类的焊接方法将各个部件彼此连接。
[0257]
在上述实施例中,ic模块14被内部包括在ic钥匙链物品10、70、80和90中的每一个中。不限于此,ic模块14可以连接到ic钥匙链物品10、70、80和90中的每一个的外部,或者ic模块14的天线等可以连接到ic钥匙链物品10的外部。
[0258]
在上述实施例中,ic钥匙链物品10、70、80和90中的每一个包括作为顶层部分11和凹层部分13的两个pmma板,或者作为顶层部分11、覆盖部分71和通孔部分72的三个pmma板。不限于此,包括在ic钥匙链物品10、70、80和90中的每一个中的板的数量不受限制。例如,可以适当地改变构造以包括除ic模块14之外的功能。
[0259]
参考各图所描述的ic钥匙链物品、顶层部分、凹层部分、盖部分、通孔部分等的各个构造;用于生产ic钥匙链物品的方法等仅是实施例,并且在不脱离本技术的精神的情况下可以对其进行任何修改。换句话说,例如,可以采用用于实践本技术的任何其它构造和任
何其它生产方法。
[0260]
在本公开中,定义例如形状、尺寸、位置关系和状态的诸如“中心”、“中间”、“均匀”、“相等”、“相同”、“正交”、“平行”、“对称”、“延伸”、“轴向”、“圆柱体”、“圆柱形”、“圆形”和“环形”的表达在概念上分别包括诸如“基本上中心/基本中心”、“基本上中间/基本中间”、“基本上均匀”、“基本上相等”、“基本上相同”、“基本上正交”、“基本上平行”、“基本上对称”,“基本上延伸”、“基本上轴向”、“基本上圆柱体”、“基本上圆柱形”、“基本上圆形”和“基本上环形”的表达。
[0261]
例如,诸如“中心”、“中间”、“均匀”、“相等”、“相同”、“正交”、“平行”、“对称”、“延伸”、“轴向”、“圆柱体”、“圆柱形”、“圆形”、“环形”的表达也分别包括指定范围(诸如+/-10%的范围)内的状态,其中诸如“精确地中心/精确中心”、“精确地中间/精确中间”、“精确地均匀”、“精确地相等”、“精确地相同”、“完全正交”、“完全平行”、“完全对称”、“完全延伸”、“全部轴向”、“完美圆柱体”、“完美圆柱形”、“完美圆形”和“完美环形”的表达分别用作参考。
[0262]
也可以组合上述本技术的特征中的至少两个特征。换句话说,在各个实施例中描述的各种特征可以任意地组合而不管实施例如何。另外,上述各种效果不是限制性的而仅仅是说明性的,并且可以提供其它效果。
[0263]
注意的是,本技术还可以采用以下构造。
[0264]
(1)一种非接触式通信介质,包括:
[0265]
用于执行非接触式通信的集成电路(ic)模块;
[0266]
由第一透明树脂材料制成的第一构件,第一构件包括第一表面和第二表面,第一表面是形成其中容纳ic模块的凹入部分的表面,第二表面位于与第一表面相对;
[0267]
由第二透明树脂材料制成的第二构件,第二构件连接到第一表面或第二表面;以及
[0268]
布置在第一构件和第二构件之间的印刷层。
[0269]
(2)根据(1)所述的非接触式通信介质,还包括
[0270]
被布置为覆盖其中容纳ic模块的凹入部分的盖构件。
[0271]
(3)根据(2)所述的非接触式通信介质,其中
[0272]
盖构件包括具有不同形状的多个凹部。
[0273]
(4)根据(1)至(3)中的任一项所述的非接触式通信介质,其中
[0274]
第一透明树脂材料为丙烯酸树脂或聚碳酸酯,以及
[0275]
第二透明树脂材料为丙烯酸树脂或聚碳酸酯。
[0276]
(5)根据(2)所述的非接触式通信介质,其中
[0277]
第一透明树脂材料与第二透明树脂材料是相同的材料。
[0278]
(6)根据(1)至(5)中的任一项所述的非接触式通信介质,其中
[0279]
非接触式通信介质具有厚度均匀的板形,以及
[0280]
第一构件与第二构件在厚度方向上彼此连接。
[0281]
(7)根据(1)至(6)中的任一项所述的非接触式通信介质,其中
[0282]
第一构件包括第一分离构件和第二分离构件,第一分离构件是其中形成通孔的构件,第二分离构件连接到第一分离构件以覆盖通孔的开口之一,以及
[0283]
凹入部分为其开口之一被覆盖的通孔。
[0284]
(8)根据(6)所述的非接触式通信介质,还包括
[0285]
被布置为覆盖其中容纳ic模块的凹入部分的盖构件,以及
[0286]
当从厚度方向观察时,盖构件被布置为覆盖凹入部分的整体。
[0287]
(9)根据(2)至(8)中的任一项所述的非接触式通信介质,其中
[0288]
盖构件被布置为使得盖构件的位于与ic模块相对的表面位于与第一构件的第一表面相同的平面中。
[0289]
(10)根据(6)至(8)中的任一项所述的非接触式通信介质,其中
[0290]
当从厚度方向观察时,第一构件和第二构件具有相同的形状。
[0291]
(11)根据(1)至(10)中的任一项所述的非接触式通信介质,其中
[0292]
印刷层为印刷人物角色、文字、图片、照片或图形中的至少一种的层。
[0293]
(12)根据(6)至(11)中的任一项所述的非接触式通信介质,其中
[0294]
当从厚度方向观察时,印刷层具有特定的外部形状,以及
[0295]
当从厚度方向观察时,第一构件和第二构件各自具有基于印刷层的外部形状的外部形状。
[0296]
(13)根据(2)至(12)中的任一项所述的非接触式通信介质,其中
[0297]
第一构件、第二构件、盖构件和印刷层各自使用uv接合、用双面胶带的接合、超声波焊接、激光焊接或热焊接连接到另一个构件。
[0298]
(14)根据(13)所述的非接触式通信介质,其中
[0299]
第一构件、第二构件、盖构件或印刷层中的至少一个使用uv接合连接到另一个构件。
[0300]
(15)根据(1)至(14)中的任一项所述的非接触式通信介质,其中
[0301]
凹入部分是基于特定的基准位置形成的,以及
[0302]
非接触式通信介质还包括指示基准位置的位置显示构件。
[0303]
(16)一种用于生产非接触式通信介质的方法,该方法包括:
[0304]
使用第一透明树脂材料形成第一构件,第一构件包括第一表面和第二表面,第一表面包括凹入部分,第二表面位于与第一表面相对;
[0305]
使用第二透明树脂材料形成第二构件;
[0306]
在凹入部分中容纳用于执行非接触式通信的集成电路(ic)模块;以及
[0307]
将第二构件连接到第一构件的第一表面或第二表面,使得印刷层被布置在第一构件和第二构件之间。
[0308]
(17)一种用于生产非接触式通信介质的方法,该方法包括:
[0309]
使用第一透明树脂材料形成第一分离构件,第一分离构件包括通孔;
[0310]
使用第一透明树脂材料形成第二分离构件;
[0311]
通过连接第一分离构件和第二分离构件以覆盖通孔的开口之一形成第一构件,第一构件包括第一表面和第二表面,第一表面包括凹入部分,第二表面位于与第一表面相对;
[0312]
使用第二透明树脂材料形成第二构件;
[0313]
在凹入部分中容纳用于执行非接触式通信的集成电路(ic)模块;以及
[0314]
将第二构件连接到第一构件的第一表面或第二表面,使得印刷层被布置在第一构
件和第二构件之间。
[0315]
(18)一种用于生产非接触式通信介质的方法,该方法包括:
[0316]
使用第一透明树脂材料形成第一透明构件,第一透明构件包括第一表面和第二表面,第一表面包括多个凹入部分,第二表面位于与第一表面相对;
[0317]
使用第二透明树脂材料形成第二透明构件;
[0318]
在所述多个凹入部分中的每个凹入部分中容纳用于执行非接触式通信的集成电路(ic)模块;
[0319]
将第二透明构件连接到第一透明构件的第一表面或第二表面,使得印刷层被布置在第一透明构件和第二透明构件之间;以及
[0320]
切出包括各自在其中容纳ic模块的所述多个凹入部分中的每个凹入部分的部分,使得该部分具有特定形状。
[0321]
(19)一种用于生产非接触式通信介质的方法,该方法包括:
[0322]
使用第一透明树脂材料形成第一分离构件,第一分离构件包括多个通孔;
[0323]
使用第一透明树脂材料形成第二分离构件;
[0324]
通过连接第一分离构件和第二分离构件以覆盖多个通孔的位于同一侧的各个开口形成第一透明构件,第一透明构件包括第一表面和第二表面,第一表面包括多个凹入部分,第二表面位于与第一表面相对;
[0325]
使用第二透明树脂材料形成第二透明构件;
[0326]
在所述多个凹入部分中的每个凹入部分中容纳用于执行非接触式通信的集成电路(ic)模块;
[0327]
将第二透明构件连接到第一透明构件的第一表面或第二表面,使得印刷层被布置在第一透明构件和第二透明构件之间;以及
[0328]
切出包括各自在其中容纳ic模块的所述多个凹入部分中的每个凹入部分的部分,使得该部分具有特定形状。
[0329]
(20)根据(18)或(19)所述的用于生产非接触式通信介质的方法,其中
[0330]
通过激光加工或切割加工来执行切出包括所述多个凹入部分中的每个凹入部分的所述部分使得所述部分具有特定形状。
[0331]
(21)根据(1)至(15)中的任一项所述的非接触式通信介质,其中
[0332]
第一构件、第二构件、盖构件或印刷层各自使用uv接合连接到另一个构件。
[0333]
参考标记列表
[0334]7ꢀꢀꢀ
第一主表面
[0335]8ꢀꢀꢀ
第二主表面
[0336]
10
ꢀꢀ
ic钥匙链物品
[0337]
11
ꢀꢀ
顶层部分
[0338]
12
ꢀꢀ
印刷部分
[0339]
13
ꢀꢀ
凹层部分
[0340]
14
ꢀꢀ
ic模块
[0341]
15
ꢀꢀ
盖部分
[0342]
16
ꢀꢀ
印刷层
[0343]
20
ꢀꢀ
凹入部分
[0344]
25
ꢀꢀ
粘合剂层
[0345]
29
ꢀꢀ
印刷层
[0346]
70
ꢀꢀ
ic钥匙链物品
[0347]
71
ꢀꢀ
覆盖部分
[0348]
72
ꢀꢀ
通孔部分
[0349]
75
ꢀꢀ
通孔
[0350]
80
ꢀꢀ
ic钥匙链物品
[0351]
90
ꢀꢀ
ic钥匙链物品
[0352]
100 通信系统
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1