元件安装机的故障判定装置及故障判定方法与流程
1.本说明书公开了元件安装机的故障判定装置及故障判定方法。
背景技术:
2.以往,在元件安装线中,已知有在制造安装基板的过程中检测设备的故障的故障检测系统(例如,参照专利文献1)。该系统具备数据收集部、判定部及通知处理部。数据收集部从包含多个元件安装机的元件安装线收集运转状况数据。判定部判定在数据收集部所收集的运转状况数据中包含的一个以上的特征量数据的倾向是否偏离了正常时的特征量数据的倾向。当判定部判定为特征量数据的倾向偏离了正常时的倾向时,通知处理部使显示部通知与该特征量数据对应的设备发生了故障。
3.现有技术文献
4.专利文献1:日本特开2019-62163号公报
技术实现要素:
5.发明所要解决的课题
6.然而,作为检查装置的故障的结构之一,可想到在进行了拾取元件并安装于基板的安装动作之后,通过测定安装位置的偏差来检查安装精度的良好与否的情况。在该情况下,即使检查结果是存在故障的结果,若不知道该故障部位在哪里,则作业者为了调查故障部位而需要较多的作业时间,导致作业负担过大。
7.本公开的主要目的在于提供一种故障判定装置,其具备头和移动装置,在判定向基板安装元件的元件安装机的故障的结构中,能够判定其故障部位。
8.用于解决课题的技术方案
9.本公开为了实现上述主要目的而采用了以下的手段。
10.本公开的元件安装机的故障判定装置的主旨在于,
11.上述元件安装机的故障判定装置具备:
12.头,具有拾取元件的拾取部件;
13.移动装置,使上述头移动;
14.检查部,执行包括第一检查和第二检查在内的多个检查,在上述第一检查中,通过上述头及上述移动装置的控制而进行安装动作来检查安装的良好与否,在上述第二检查中,进行上述头的校准测定来检查测定的良好与否;及
15.判定部,基于上述多个检查的结果的组合,来判定包括上述头和上述移动装置在内的故障有无和故障部位。
16.在第一检查中,与构成头的零件的动作和构成移动装置的零件的动作相关联地进行数据的测定。另一方面,在第二检查中,与构成头的零件的动作相关联地进行数据的测定。因此,根据本公开的元件安装机的故障判定装置,能够基于第一检查的结果及第二检查的结果的组合而适当地判定有无包括头和移动装置在内的故障和故障部位。
附图说明
17.图1是元件安装系统的概略结构图。
18.图2是元件安装机的概略结构图。
19.图3是安装头的概略结构图。
20.图4是zs轴驱动装置的概略结构图。
21.图5是表示元件安装机的控制装置与管理装置之间的电连接关系的框图。
22.图6是表示检查处理的一个例子的流程图。
23.图7是载体的外观立体图。
24.图8是表示安装精度数据的一个例子的说明图。
25.图9是夹具吸嘴的概略结构图。
26.图10是表示校准数据的一个例子的说明图。
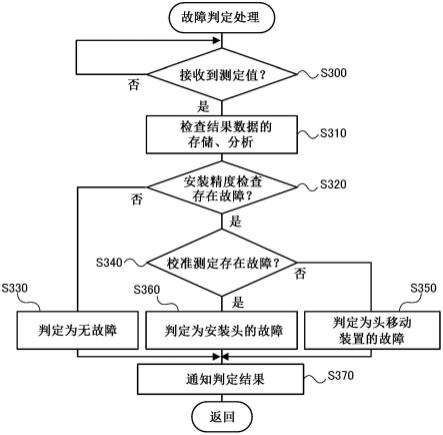
27.图11是表示故障判定处理的一个例子的流程图。
28.图12是表示存储于存储装置的测定值的一个例子的说明图。
29.图13是表示测定值的分析结果的一个例子的说明图。
30.图14是表示故障判定结果的通知画面的一个例子的说明图。
具体实施方式
31.接着,参照附图对用于实施本公开的方式进行说明。图1是元件安装系统的概略结构图。图2是元件安装机的俯视图。图3是安装头的概略结构图。图4是zs轴驱动装置的概略结构图。图5是表示元件安装机的控制装置与管理装置之间的电连接关系的框图。另外,在图1、图2中,将左右方向设为x轴方向,将前后方向设为y轴方向,将上下方向设为z轴方向。
32.如图1所示,元件安装系统1具备:印刷机2、印刷检查装置3、多个元件安装机10、安装检查装置(未图示)及管理系统整体的管理装置100(参照图5)。印刷机2是向基板s上印刷焊料的装置。印刷检查装置4是检查由印刷机2印刷的焊料的状态的装置。元件安装机10是向基板s安装元件的装置。安装检查装置是检查由元件安装机10安装的元件的安装状态的装置。印刷机2、印刷检查装置3、多个元件安装机10及安装检查装置依次在基板s的输送方向上排列设置而构成生产线。
33.如图2所示,元件安装机10具备设于基台11上的壳体12、供料器21、基板输送装置22、头移动装置30、安装头40及控制装置90(参照图5)。另外,元件安装机10除了这些以外,还具备零件相机23、标记相机24、吸嘴站25等。另外,零件相机23设于供料器21与基板输送装置22之间,用于从下方拍摄吸附于安装头40的吸嘴45的元件p。另外,标记相机24设于安装头40,用于从上方拍摄并读取附设于基板s的基准标记。此外,吸嘴站25收纳更换用的多种吸嘴,并且收纳在后述的安装头40的校准测定中使用的夹具吸嘴in。
34.如图2所示,供料器21在元件安装机10的前表面部沿着x轴方向(左右方向)排列。虽未图示,但是供料器21具备卷绕有带的带盘和从带盘来处带并朝向元件供给位置送出的带进给机构。在带上沿着其长度方向每隔预定间隔地形成有腔室。在腔室中收纳有元件p。供料器21通过利用供料器进给机构(马达)将带每次送出预定量而将收纳于带的元件p依次朝向元件供给位置供给。另外,收纳于带的元件p被覆盖带的表面的膜保护,通过在元件供给位置的近前剥离膜而成为在元件供给位置露出的状态,能够由吸嘴45吸附。
35.基板输送装置22具有在图1的前后隔开间隔地设置并沿着x轴方向(左右方向)架设的一对输送带。基板s被基板输送装置22的输送带从图中的左侧朝向右侧输送。
36.头移动装置30使安装头40在xy轴方向(前后左右的方向)上移动,如图2所示,具备x轴滑动件32和y轴滑动件34。x轴滑动件32支撑于以在x轴方向(左右方向)上延伸的方式设于y轴滑动件34的底面的上下一对x轴导轨31,能够通过x轴马达36(参照图5)的驱动而在x轴方向上移动。y轴滑动件34支撑于以在y轴方向(前后方向)上延伸的方式设于壳体12的上段部的左右一对y轴导轨33,能够通过y轴马达38(参照图5)的驱动而在y轴方向上移动。另外,x轴滑动件32通过x轴位置传感器37(参照图5)检测x轴方向上的位置,y轴滑动件34通过y轴位置传感器39(参照图5)检测y轴方向上的位置。在x轴滑动件32上安装有安装头40。因此,通过驱动控制头移动装置30(x轴马达36及y轴马达38)而能够使安装头40沿这xy平面(水平面)移动。
37.安装头40构成为旋转头,如图3所示,具备:头主体41、旋转体42、多个(在实施方式中为8个)吸嘴保持件44、多个(在实施方式中为8个)吸嘴45、r轴驱动装置50、q轴驱动装置60、两个z轴驱动装置70及zs轴驱动装置80(参照图4)。
38.旋转体42经由同轴地连结的旋转轴43而以能够旋转的方式支撑于头主体41。在旋转体42的下表面的轴中心设有形成有由相机(零件相机23)检测的基准标记(头基准标记hm)的标记形成部件46。
39.吸嘴保持件44在以旋转体42的轴中心为中心的同一圆周上隔开预定角度间隔(在实施方式中为45度间隔)地排列,且以升降自如的方式支撑于旋转体42。在吸嘴保持件44的前端部安装吸嘴45。吸嘴45在前端具有吸附口,通过从未图示的负压源经由压力调整阀47(参照图5)向吸附口供给的负压来吸附元件p。另外,吸嘴45能够相对于吸嘴保持件44进行拆装,根据所吸附的元件p的种类而被更换为适合于该吸附的吸嘴。
40.r轴驱动装置50使旋转体42旋转,使多个吸嘴保持件44(多个吸嘴45)绕着旋转体42的中心轴在圆周方向上回旋(公转)。如图3所示,r轴驱动装置50具备:r轴马达51;驱动齿轮52,设于r轴马达51的旋转轴;及作为外齿的r轴齿轮53,与旋转体42同轴地设于旋转体42的外周面,并且与驱动齿轮52啮合。r轴驱动装置50通过利用r轴马达51驱动r轴齿轮53而使其旋转,从而使旋转体42旋转。各吸嘴保持件44通过旋转体42的旋转而与吸嘴45一体地在圆周方向上回旋(公转)。另外,r轴驱动装置50除此以外还具备用于检测r轴齿轮53的旋转位置、即各吸嘴保持件44(吸嘴45)的回旋位置的r轴位置传感器55(参照图5)。
41.q轴驱动装置60使各吸嘴保持件44(各吸嘴45)绕着其中心轴旋转(自转)。如图3所示,q轴驱动装置60具备:q轴马达61;驱动齿轮62,设于q轴马达61的旋转轴;小齿轮63,同轴地设于各吸嘴保持件44;及q轴齿轮64,与驱动齿轮62啮合并且与各小齿轮63啮合。小齿轮63设于各吸嘴保持件44的上部,以能够沿着z轴方向(上下方向)滑动的方式与q轴齿轮64啮合。q轴齿轮64构成为与旋转轴43同轴且能够供其相对旋转地插通的圆筒元件。q轴驱动装置60通过利用q轴马达61驱动q轴齿轮64而使其旋转,从而使与q轴齿轮64啮合的各小齿轮63一起向相同方向旋转。各吸嘴保持件44通过小齿轮63的旋转而与吸嘴45一体地绕着其中心轴旋转(自转)。另外,q轴驱动装置60除此以外还具备用于检测q轴齿轮64的旋转位置、即各吸嘴保持件44(吸嘴45)的旋转位置的q轴位置传感器65(参照图5)。
42.各z轴驱动装置70构成为能够使吸嘴保持件44在吸嘴保持件44的回旋(公转)轨道
上的两个部位单独地进行升降。安装于吸嘴保持件44的吸嘴45与吸嘴保持件44一起升降。如图3所示,各z轴驱动装置70均具备z轴滑动件71和使z轴滑动件71进行升降的z轴马达72。另外,各z轴驱动装置70除此以外还具备用于检测对应的z轴滑动件71的升降位置、即对应的吸嘴保持件44(吸嘴45)的升降位置的z轴位置传感器73(参照图5)。各z轴驱动装置70分别驱动z轴马达72而使对应的z轴滑动件71进行升降,从而与位于z轴滑动件71的下方的吸嘴保持件44抵接,使该吸嘴保持件44与吸嘴45一体地升降。另外,各z轴驱动装置70可以使用线性马达来构成,也可以使用旋转马达和进给丝杠机构来构成。
43.zs轴驱动装置80使安装头40(头主体41)沿着上下方向(zs轴方向)进行升降。如图4所示,zs轴驱动装置80具备沿着zs轴方向延伸的导轨81和使头主体41沿着导轨81升降的zs轴马达82。另外,zs轴驱动装置80除此以外还具备用于检测头主体41的升降位置的zs轴位置传感器83(参照图5)。另外,zs轴驱动装置80可以使用线性马达来构成,也可以使用旋转马达和进给丝杠机构来构成。元件安装机10例如在吸附并安装高度较低的元件p的情况下,通过预先使安装头40下降而能够缩短吸嘴45的升降行程,因此能够缩短动作时间。另一方面,元件安装机10在吸附并安装高度较高的元件p的情况下,通过预先使安装头40上升而能够在进行吸附动作时使吸嘴45不与该元件p发生干扰。由此,元件安装机10能够在不更换安装头40的情况下处理高度不同的多种元件p。
44.如图5所示,控制装置90构成为以cpu91为中心的微处理器,除了cpu91以外,还具备rom92、hdd93、ram94、输入输出接口(未图示)等。经由输入输出接口而向控制装置90输入来自x轴位置传感器37、y轴位置传感器39、r轴位置传感器55、q轴位置传感器65、z轴位置传感器73、zs轴位置传感器83等的各种检测信号。另外,也经由输入输出接口而向控制装置90输入来自零件相机23和标记相机24的图像信号等。另一方面,从控制装置90经由输入输出接口而向供料器21、基板输送装置22、x轴马达36、y轴马达38、r轴马达51、q轴马达61、z轴马达72、zs轴马达82、压力调整阀47、标记相机24、零件相机23等输出各种控制信号。
45.如图5所示,管理装置100是具备cpu101、rom102、hdd103(存储装置)、ram104等的通用的计算机。向管理装置100输入来自包括鼠标和键盘的输入设备105的输入信号。从管理装置100向显示器106输出显示信号。
46.接着,对这样构成的实施方式的元件安装机10的动作进行说明。控制装置90的cpu91首先以使吸嘴45向供给作为吸附对象的元件p的供料器21的元件供给位置的上方移动的方式控制头移动装置30。并且,cpu91以使吸嘴45下降的方式控制对应的z轴驱动装置70,并且以向吸嘴45的吸附口供给负压的方式控制压力调整阀47。由此,元件p被吸附于吸嘴45。
47.cpu91当在吸嘴45吸附了元件p时,以使安装头40向零件相机23的上方移动的方式控制头移动装置30,通过零件相机23从下方对吸附于吸嘴45的元件p进行拍摄。接着,cpu91对拍摄图像进行处理,对吸附于吸嘴45的元件p的吸附偏差量(x轴方向及y轴方向的各吸附偏差量)进行测定(吸附检查),基于测定出的吸附偏差量,修正基板s的安装位置。接着,cpu91以使吸附于吸嘴45的元件p位于修正后的安装位置的上方的方式控制头移动装置30。并且,cpu91以使吸嘴45下降的方式控制对应的z轴驱动装置70,并且以使负压向吸嘴45的吸附口的供给解除的方式控制压力调整阀47。由此,将元件p向基板s的安装位置安装。
48.接着,对检查元件安装机10的检查处理、基于检查结果来判定有无故障和故障部
位的故障判定处理进行说明。图6是表示由控制装置90的cpu91执行的检查处理的一个例子的流程图。
49.在检查处理中,控制装置90的cpu91首先判定是否从管理装置100接收到了检查的执行指示(s100)。检查的执行指示例如也可以在由操作者经由输入设备105进行了预定的操作时被从管理装置100向各元件安装机10的控制装置90发送。另外,检查的执行指示例如可以在成为通过操作者的操作而预先登记的设定时刻时被从管理装置100向各元件安装机10的控制装置90发送(计时器设定)。
50.当接收到执行指示时,cpu91接着判定用于进行作为检查之一的安装精度检查的检查用基板is是否安设于基板输送装置22(s110)。检查用基板is例如是在表面具有能够由相机检测的识别标记的矩形且平板状的部件,与检查用元件ip一起被保持于载体200。图7是载体200的外观立体图。如图所示,载体200具备在表面中央部配置有检查用基板is的矩形状的载体主体201和安装于载体主体201的表面外周部的长条的元件收纳托盘205。检查用基板is被收纳于在载体主体201的表面中央部形成的矩形状的凹部,被紧固件202保持于载体主体201。检查用元件ip以在以在元件收纳托盘205的表面沿长度方向并排的方式形成的多个元件收纳袋205a中分别各重叠有多个的状态被收纳。另外,s110的判定例如通过如下方式进行:通过基板输送装置22进行将检查用基板is(载体200)搬入机内的动作,利用标记相机24对搬入位置进行拍摄,对拍摄图像进行处理,判定是否能够在该拍摄图像中识别出附设于检查用基板is的识别标记。
51.cpu91在判定为检查用基板is未被安设于基板输送装置22时,向管理装置100发送预定的警告信号(s120),并返回s110。接收到了警告信号的管理装置100在显示器108上显示催促操作者安设检查用基板is的消息。cpu91在判定为检查用基板is已安设于基板输送装置22时,开始安装精度检查(s130)。
52.安装精度检查如以下那样进行。cpu91控制头移动装置30和安装头40,以使吸嘴45向收纳于元件收纳袋205a的检查用元件ip的上方移动并且使该检查用元件ip吸附于吸嘴45。接着,cpu91控制头移动装置30和安装头40,以使所吸附的检查用元件ip向检查用基板is的目标安装位置的上方移动并且将该检查用元件ip向目标安装位置安装。安装头40所具备的各吸嘴45分别进行检查用元件ip相对于检查用基板is的安装动作。接着,cpu91控制头移动装置30和标记相机24,以使标记相机24向检查用基板is的上方移动并且利用标记相机24对安装于检查用基板is的检查用元件ip进行拍摄。并且,cpu91通过对拍摄图像实施图像处理来测定在安装动作中使用的每个吸嘴45的检查用元件ip相对于检查用基板is的目标安装位置的安装偏差量(x轴方向上的安装偏差量δxp、y轴方向上的安装偏差量δyp及角度偏差量δθp)。当测定结束后,cpu91控制头移动装置30和安装头40,以使吸嘴45向安装于检查用基板is的检查用元件ip的上方移动并且使该检查用元件ip吸附于吸嘴45。接着,cpu91控制头移动装置30和安装头40,以使吸附于吸嘴45的检查用元件ip向元件收纳袋205a中的空的袋收纳(返还)。并且,cpu91控制基板输送装置22,以将收纳有检查用基板is和检查用元件ip的载体200向下游的元件安装机10搬出。由此,收纳有检查用基板is和检查用元件ip的载体200被交接到下一个元件安装机10,在该下一个元件安装机10中执行相同的安装精度检查。这样,通过使构成生产线的多个元件安装机10从上游侧到下游侧依次执行安装精度检查,能够高效地进行全部元件安装机10的安装精度检查。
53.图8是表示安装精度数据的一个例子的说明图。如图所示,在安装精度数据中,作为测定值,包含x轴方向上的安装偏差量δxp、y轴方向上的安装偏差量δyp及角度偏差量δθp。该安装精度数据是针对安装动作所使用的每一个吸嘴45而生成的。
54.当判定为安装精度检查结束后,cpu91接着判定在头校准测定中使用的夹具吸嘴in是否被收纳于吸嘴站25(s150)。图9是夹具吸嘴的概略结构图。夹具吸嘴in具有与吸嘴45大致相同的外形。另外,在夹具吸嘴in的前端面形成有通过相机(零件相机23)检测的基准标记(吸嘴基准标记nm)。s150的处理例如通过如下的方式进行:利用标记相机24对吸嘴站25进行拍摄,对拍摄图像进行处理,判定是否能够在该拍摄图像中识别出附设于夹具吸嘴in的识别标记。在判定为夹具吸嘴in未收纳于吸嘴站25时,cpu91向管理装置100发送预定的警告信号(s160),并返回s150。接收到了警告信号的管理装置100在显示器108上显示催促操作者收纳夹具吸嘴in的消息。在判定为夹具吸嘴in被收纳于吸嘴站25时,cpu91开始进行头校准测定(s170)。
55.在头校准测定中包含测定zs轴的倾斜的zs轴倾斜测定、测定各吸嘴保持件44的吸嘴45的安装位置(吸嘴保持件44的弯曲等)的吸嘴安装位置测定等。
56.zs轴倾斜测定如以下那样进行。cpu91首先控制zs轴驱动装置80,以使安装头40上升至zs轴的上升端。接着,cpu91控制头移动装置30和零件相机23,以使安装头40的标记形成部件46向零件相机23的上方移动并且对形成于该标记形成部件46的头基准标记hm进行拍摄。接着,cpu91在控制zs轴驱动装置80以使安装头40下降至zs轴的下降端后,相同地控制零件相机23以对头基准标记hm进行拍摄。即,cpu91在zs轴中的上升端与下降端各自的位置对安装头40的头基准标记hm进行拍摄。并且,cpu91通过对得到的两个拍摄图像实施图像处理来分别识别头基准标记hm,将识别出的头基准标记hm彼此的x轴方向上的位置偏差量测定为x轴方向的倾斜量δxzs,并且将y轴方向上的位置偏差量测定为y轴方向的倾斜量δyzs。
57.吸嘴安装位置测定如以下那样进行。cpu91首先控制头移动装置30和安装头40,以使安装头40向吸嘴站25的上方移动并且在该安装头40的各吸嘴保持件44上安装夹具吸嘴in。接着,cpu91控制头移动装置30和零件相机23,以使夹具吸嘴in向零件相机23的上方移动并且在该夹具吸嘴in位于z轴方向上的上升端的状态下对形成于该夹具吸嘴in的前端的吸嘴基准标记nm进行拍摄。接着,cpu91在控制z轴驱动装置70以使夹具吸嘴in下降至z轴的下降端之后,相同地控制零件相机23以对吸嘴基准标记nm进行拍摄。即,cpu91在z轴的上升端与下降端各自的位置对夹具吸嘴in的吸嘴基准标记nm进行拍摄。并且,cpu91通过对得到的两个拍摄图像实施图像处理来分别识别吸嘴基准标记nm,将识别出的吸嘴基准标记nm彼此的x轴方向上的位置偏差量测定为x轴方向的倾斜量δxn,并且将y轴方向上的位置偏差量测定为y轴方向的倾斜量δyn。
58.图10是表示校准数据的一个例子的说明图。如图所示,作为测定值,校准数据包含zs轴倾斜、各吸嘴的吸嘴安装位置等。zs轴倾斜包含x轴方向上的倾斜量δxzs和y轴方向上的倾斜量δyzs。另外,吸嘴安装位置包含x轴方向上的倾斜量δxn和y轴方向上的倾斜量δyn。
59.cpu91在判定为头校准测定结束时,向管理装置100发送得到的测定值(安装精度数据及校准数据)(s190)。并且,cpu91判定是否存在有关机的指定(s200)。cpu91在判定为
没有关机的指定时,直接结束故障检查处理,在判定为有关机的指定时,进行关机(s210),结束故障检查处理。关机的指定是通过操作者经由输入设备105预先输入到管理装置100中来进行的。操作者在设定为在一天的业务结束后执行检查处理的情况下,通过预先指定检查结束后的关机,能够不等待检查的结束而离开工作岗位。
60.接着,对使用故障检查处理的结果进行的故障判定处理进行说明。图11是表示由管理装置100的cpu101执行的故障判定处理的一个例子的流程图。
61.在故障判定处理中,管理装置100的cpu101首先等待从元件安装机10接收测定值(s300)。cpu101当接收到测定值时,将接收到的测定值存储于hdd103(存储装置),并且分析接收到的测定值(s310)。图12是表示存储于存储装置的测定值的一个例子的说明图。如图所示,在hdd103(存储装置)中,作为测定值而将安装精度数据及校准数据与检查的执行日建立对应地存储。
62.安装精度数据的分析如下以下那样进行。cpu101首先针对安装偏差量δxp、δyp及角度偏差量δθp中的每个偏差量,求出到目前为止接收到的偏差量的平均值μ和标准偏差σ。接着,cpu101针对每个偏差量判定本次接收到的偏差量是否处于由从平均值μ减去3σ而得到的下限值(μ-3σ)和对平均值μ加上3σ而得到的上限值(μ+3σ)决定的范围内。另外,下限值及上限值既可以是分别使用2σ来取代3σ而决定的值,也可以是使用σ而决定的值,也可以是操作者选择的值。并且,cpu101在判定为本次接收到的偏差量都处于由下限值和上限值决定的范围内(例如,参照图13(a))时,判定为没有出现故障的征兆(“无故障”)。另一方面,cpu101在判定为本次接收到的偏差量中的任一个未处于由下限值和上限值决定的范围内(例如,参照图13(b))时,判定为出现了故障的征兆(“有故障”)。如上所述,安装精度检查不是使用从供料器21供给的元件p,而是使用与检查用基板is一起保持于载体200的检查用元件ip来进行。因此,安装精度数据的分析结果能够不受基于供料器21的故障的影响,而反映基于头移动装置30和安装头40的故障的影响。
63.另外,校准数据(zs轴倾斜和吸嘴安装位置)的分析如以下那样进行。在对zs轴倾斜进行分析的情况下,cpu101首先针对倾斜量δxzs及δyzs中的每个倾斜量,求出到此为止接收到的倾斜量的平均值μ和标准偏差σ。接着,cpu101针对每个倾斜量,判定本次接收到的倾斜量是否处于由从平均值μ减去3σ而得到的下限值(μ-3σ)和对平均值μ加上3σ而得到的上限值(μ+3σ)决定的范围内。另外,下限值及上限值可以是分别使用2σ来取代3σ而决定的值,也可以是使用σ而决定的值,也可以是操作者选择的值。并且,cpu101在判定为本次接收到的倾斜量都处于由下限值和上限值决定的范围内时,判定为没有出现故障的征兆(“无故障”),在判定为本次接收到的倾斜量中的任一个未处于由下限值和上限值决定的范围内时,判定为出现了故障的征兆(“有故障”)。另外,关于对吸嘴安装位置(x轴方向上的倾斜量δxn,y轴方向上的倾斜量δyn)进行分析的情况,cup 101也能够相同地进行。如上所述,头校准测定是通过使构成安装头40的零件动作来进行的。因此,校准数据的分析结果仅反映基于安装头40的故障的影响。
64.这样,在本实施方式中,cpu101通过判定本次接收到的测定值是否处于以到此为止接收到的测定值的平均值μ为中心的分布的预定范围(图13中由虚线包围的区域)内来分析测定值。并且,cpu101在判定为本次接收到的测定值处于上述预定范围内(参照图13(a))时,判定为无故障,在判定为本次接收到的测定值未处于上述预定范围内(参照图13(b))
时,判定为有故障。
65.cpu101对安装精度数据进行分析,其结果是,判定安装精度检查的结果是否是有故障的结果(s320)。cpu101当判定为安装精度检查的结果是无故障的结果时,判定为头移动装置30及安装头40中的任一个都不存在故障(s330)。
66.另一方面,cpu101当判定为安装精度检查的结果是有故障的结果时,进一步判定头校准测定的结果是否是有故障的结果(s340)。cpu101在判定为头校准测定的结果是无故障的结果时,判定为头移动装置30有故障(s350)。另一方面,cpu101当判定为头校准测定的结果是有故障的结果时,判定为安装头40有故障(s360)。
67.cpu101当这样判定了有无故障和故障部位时,为了将该判定结果通知给操作者而将该判定结果显示在显示器108上(s370),并结束故障判定处理。图14是表示故障判定结果的通知画面的一个例子的说明图。附图的例子是在安装头40有故障的情况下的通知画面的例子。
68.在此,对实施方式的主要要素与权利要求书所记载的本公开的主要要素之间的对应关系进行说明。即,实施方式的安装头40相当于本公开的头,头移动装置30相当于移动装置,执行检查处理的控制装置90的cpu91相当于检查部,执行故障判定处理的管理装置100的cpu101相当于判定部,显示器106相当于通知部。
69.另外,本公开不受上述实施方式的任何限定,只要属于本公开的技术范围,就能够以各种方式来实施,这是不言而喻的。
70.例如,在上述实施方式中,cpu101在故障判定处理中通过判定本次接收到的测定值是否处于到此为止接收到的测定值的平均值μ为中心的分布的预定范围内来判定有无故障。但是,cpu101也可以通过判定本次接收到的测定值是否处于以由到此为止接收到的测定值的变化倾向决定的值为中心的预定范围内来判定有无故障。例如,cpu101在将本次的测定值设为x0的情况下,根据是否处于由对到此为止接收到的测定值的变化的倾向xa乘以小于值1的系数k1而得到的下限值和对倾向xa乘以大于值1的系数k2而德奥的上限值决定的范围内来判定有无故障。其中,到此为止接收到的测定值的变化的倾向xa是在将x1设为在一次前接收到的测定值,将x2设为在两次前接收到的测定值,将xi设为在i次前接收到的测定值,将a1、a2、
…
、ai分别设为加权参数的情况下,由下式(1)来定义的。另外,系数k1、k2可以使用预先决定的值,也可以使用由操作者指定的值。
71.xa=x1
·
a1+x2
·
a2+
···
+xi
·
ai(1)
72.另外,在上述实施方式中,cpu101判定元件安装机10具备的头移动装置30及安装头40的故障,但是除此以外,也可以判定供料器21的故障。供料器21的故障的判定如以下那样进行。cpu101从控制装置90接收在各元件安装机10中进行了吸附动作之后执行的吸附检查中测定出的上述吸附偏差量(x轴方向及y轴方向上的各吸附偏差量),并对接收到的吸附偏差量进行分析。吸附偏差量的分析能够与上述安装精度数据、校准数据的分析相同地进行。并且,cpu101在安装精度检查的结果是无故障的结果且吸附检查的结果是有故障的结果的情况下,判定为供料器21有故障。
73.如以上说明的那样,本公开的元件安装机的故障判定装置的主旨在于,上述元件安装机的故障判定装置具备:头,具有拾取元件的拾取部件;移动装置,使上述头移动;检查部,执行包括第一检查和第二检查在内的多个检查,在上述第一检查中,通过上述头及上述
移动装置的控制而进行安装动作来检查安装的良好与否,在上述第二检查中,进行上述头的校准测定来检查测定的良好与否;及判定部,基于上述多个检查的结果的组合,来判定包括上述头和上述移动装置在内的故障有无和故障部位。
74.在这样的本公开的元件安装机的故障判定装置中,也可以是,在上述第一检查的结果是有故障的结果的情况下,若上述第二检查的结果是无故障的结果,则上述判定部判定为上述移动装置故障,若上述第二检查的结果是有故障的结果,则上述判定部判定为上述头故障。这样一来,能够更适当地判定头和移动装置中的哪一个有故障。
75.另外,在本公开的元件安装机的故障判定装置中,也可以是,上述检查部在上述第一检查及上述第二检查结束之后,使上述元件安装机关机。这样一来,操作者在业务结束之后,无需等待元件安装机10结束检查,就能够离开工作岗位。
76.此外,在本公开的元件安装机的故障判定装置中,也可以是,上述第一检查是以下的检查:由上述拾取部件依次拾取同一种类的多个元件并依次向检查用基板安装,并检测所安装的各元件的位置偏差,由此判定安装的良好与否的检查,上述检查部在安设了上述检查用基板且被指示了开始检查时,开始进行上述第一检查。
77.另外,在本公开的元件安装机的故障判定装置中,也可以是,上述检查部在预先设定的时间已到时或者在被指示了开始检查时,开始进行上述第二检查。
78.另外,在本公开的元件安装机的故障判定装置中,也可以具备通知上述判定的结果的通知部。
79.另外,本公开不限于元件安装机的故障判定装置的方式,也可以是元件安装机的故障判定方法的方式。
80.即,本公开的元件安装机的故障判定方法是判定元件安装机的故障的元件安装机的故障判定方法,该元件安装机具备:头,具有拾取元件的拾取部件;及,移动装置,使上述头移动,其中,上述故障判定方法执行包括第一检查和第二检查在内的多个检查,在上述第一检查中,通过上述头和上述移动装置的控制而进行安装动作来检查安装的良好与否,在上述第二检查中,进行上述头的校准测定来检查测定的良好与否,基于上述多个检查的结果的组合,判定包括上述头和上述移动装置在内的故障有无和故障部位。
81.产业上的可利用性
82.本公开能够应用于元件安装机的故障判定装置的制造产业等中。
83.附图标记说明
84.1、元件安装系统;2、印刷机;3、印刷检查装置;4、印刷检查装置;10、元件安装机;11、基台;12、壳体;21、供料器;22、基板输送装置;23、零件相机;24、标记相机;25、吸嘴站;30、头移动装置;31、x轴导轨;32、x轴滑动件;33、y轴导轨;34、y轴滑动件;36、x轴马达;37、x轴位置传感器;38、y轴马达;39、y轴位置传感器;40、安装头;41、头主体;42、旋转体;43、旋转轴;44、吸嘴保持件;45、吸嘴;46、标记形成部件;47、压力调整阀;50、r轴驱动装置;51、r轴马达;52、驱动齿轮;53、r轴齿轮;55、r轴位置传感器;60、q轴驱动装置;61、q轴马达;62、驱动齿轮;63、小齿轮;64、q轴齿轮;65、q轴位置传感器;70、z轴驱动装置;71、z轴滑动件;72、z轴马达;73、z轴位置传感器;80、zs轴驱动装置;81、导轨;82、zs轴马达;83、zs轴位置传感器;90、控制装置;91、cpu;92、rom;93、hdd;94、ram;100、管理装置;101、cpu;102、rom;103、hdd;104、ram;105、输入设备;106、显示器;108、显示器;200、载体;201、载体主体;202、
紧固件;205、元件收纳托盘;205a、元件收纳袋;hm、头基准标记;in、夹具吸嘴;ip、检查用元件;is、检查用基板;nm、吸嘴基准标记;p、元件;s、基板。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1