厚度小于0.5毫米的印制板树脂塞孔加工方法及加工模具与流程
1.本发明涉及电路板制造技术领域,具体而言,涉及一种厚度小于0.5毫米的印制板树脂塞孔加工方法及加工模具。
背景技术:
2.随着电子设备的普及,越来越多的电子设备朝着小型化、集成化的方向发展,面对这种发展趋势,势必要求印制板越来越薄。由于多个印制板之间需要电连接,因此会在印制板上开设通孔,孔壁覆盖有金属,通过这种方式实现印制板之间的连接。并且,为了后续在焊接的时候,增大焊盘面积,需要对通孔进行树脂塞孔,并通过丝印机的刮刀刮除印制板塞孔表面多余的树脂,然后用树脂刷版机去除印制板表面的树脂。
3.但是,如果印制板厚度较小,势必造成印制板本身刚性不足,从而在树脂塞孔过程中,印制板无法承受半自动丝印机刮刀的压力,以及无法通过树脂刷板机机械去除印制板表面多余树脂,导致印制板加工的次品率较高。
技术实现要素:
4.本发明旨在提供一种厚度小于0.5毫米的印制板树脂塞孔加工方法及加工模具,在加工工序中增加印制板的机械强度。
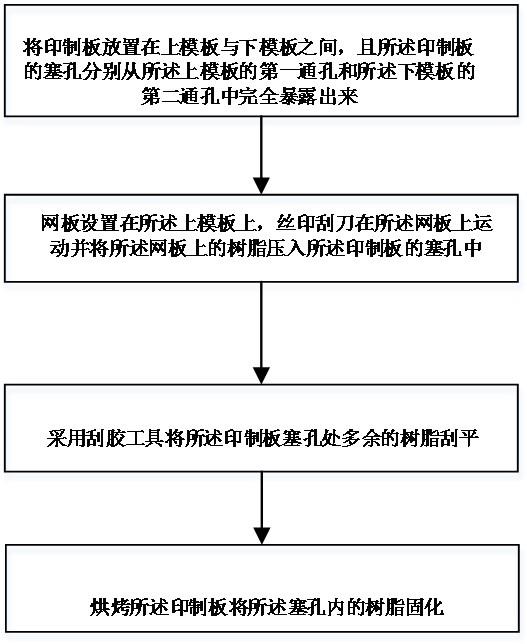
5.本发明提供的一种厚度小于0.5毫米的印制板树脂塞孔加工方法,包括:s1,将印制板放置在上模板与下模板之间,且所述印制板的塞孔分别从所述上模板的第一通孔和所述下模板的第二通孔中完全暴露出来;s2,网版设置在所述上模板上,丝印机刮刀在所述网版上运动并将所述网版上的树脂压入所述印制板的塞孔中;s3,采用刮胶工具将所述印制板在塞孔处多余的树脂刮平;s4,烘烤所述印制板将所述塞孔内的树脂固化。
6.作为优选的技术方案,所述第一通孔的孔径比所述塞孔的孔径大0.2毫米,所述第二通孔的孔径比所述塞孔的孔径大1.5毫米。
7.作为优选的技术方案,所述第一通孔的数量和位置分别与所述塞孔的数量和位置一一对应;所述第二通孔的数量和位置分别与所述塞孔的数量和位置一一对应。印制板上的塞孔可能不止一个,将第一通孔与第二通孔的数量、位置分别于塞孔进行一一对应,可以一次实现印制板所有塞孔的树脂塞孔工序,节省操作时间,提高作业效率。
8.作为优选的技术方案,所述下模板的厚度大于所述印制板的厚度。下模板作为主要支撑部件,厚度较大,可以增加其刚性。
9.作为优选的技术方案,所述网版上设置多个用于所述树脂的渗透通道。
10.作为优选的技术方案,在所述s4步骤之后还包括:s5,所述印制板粘附于补强板上后,树脂刷版机对所述印制板的表面进行磨刷。印制板树脂塞孔后,丝印机的刮刀将多余树脂刮除,但是,在塞孔的孔口周围仍会残留有树
脂,需要树脂刷版机对残留树脂进行清除,但是印制板本身刚性不够,将印制板粘附在补强板上,可以增加印制板的刚性,避免印制板在刷辊的作用力下会发生弯折。
11.作为优选的技术方案,所述补强板为环氧玻纤布基覆铜板。
12.作为优选的技术方案,所述上模板为0.15毫米厚的金属板;所述下模板为2.0毫米厚的金属板或木板。
13.本发明还提供一种厚度小于0.5毫米的印制板树脂塞孔的加工模具,应用如上所述的加工方法,所述加工模具包括上模板、下模板、网版;印制板放置在所述上模板与所述下模板之间;其中,所述上模板上开设有第一通孔,所述第一通孔的孔径大于印制板的塞孔的孔径;所述下模板上开设有第二通孔,所述第二通孔的孔径大于所述塞孔的孔径;所述塞孔从所述分别从所述第一通孔和所述第二通孔中完全暴露;所述网版放置在所述上模板之上,所述网版上开设多个用于树脂渗透的通道,所述树脂在丝印机刮刀的推动下,从所述通道渗透到所述塞孔中。
14.作为优选的技术方案,所述加工模具还包括补强板,所述印制板粘附于补强板上后,树脂刷版机对所述印制板表面进行磨刷。印制板树脂塞孔后,丝印机的刮刀将多余树脂刮除,但是,在塞孔的孔口周围仍会残留有树脂,需要树脂刷版机对残留树脂进行清除,但是印制板本身刚性不够,将印制板粘附在补强板上,可以增加印制板的刚性,避免印制板在刷辊的作用力下会发生弯折。
15.综上所述,由于采用了上述技术方案,本发明的有益效果是:1、在树脂塞孔时,通过将印制板放置在上模板和下模板之间,增加印制板的刚性,使印制板能够承受丝印机刮刀的压力,完成树脂塞孔的工序;2、在树脂塞孔时,由于采用上模板及下模板覆盖,可以有效减少印制板板面非塞孔区域的树脂残留,减轻后续多余树脂去除的作业,提供作业效率;3、提高小厚度印制板的树脂塞孔的成品率,增加印制板的表面积,方便后续印制板的焊接。
附图说明
16.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
17.图1为本发明第一实施例的一种加工方法流程图;图2为本发明第一实施例的另一种加工方法流程图;图3为本发明第二实施例的加工模具示意图;图标:1
‑
树脂,2
‑
网版,3
‑
印制板;4
‑
上模板,5
‑
下模板。
具体实施方式
18.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是
本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
19.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.实施例一随着电子设备小型化的发展趋势,印制板也越来越薄,由于需要在印制板上开设用于连接的塞孔,并且在开孔之后,为了便于后续焊接,还需要对塞孔进行树脂塞孔以及打磨,但是薄型的印制板刚性较差,尤其是0.5毫米以下的印制板,使用传统方法加工,会造成印制板次品率较高,大多数企业无法完成这种订单。因此,本实施例对传统树脂塞孔的加工方法进行改进,提高印制板加工的成品率。
21.如图1所示,本实施例提出一种厚度小于0.5毫米的印制板树脂塞孔加工方法,通过将印制板放置在上模板和下模板之间,增加印制板的刚性,使印制板能够承受丝印机刮刀的压力,完成树脂塞孔的工序。
22.上述加工方法包括:步骤s1,将印制板放置在上模板与下模板之间,且所述印制板的塞孔分别从所述上模板的第一通孔和所述下模板的第二通孔中完全暴露出来;具体的说,在树脂塞孔前,先对上模板进行加工,在一些实施方式中,上模板可以为0.15毫米厚的金属板来制作,例如铝板、铁板、铜板等,所述下模板可以为2.0毫米厚的金属板或木板来制作,金属的延展性较好,刚性较大,可以制作成比较薄的板子。一般的,所述下模板的厚度大于所述印制板的厚度。下模板作为主要支撑部件,厚度较大,可以增加其刚性。在上模板上开设第一通孔,下模板上开设第二通孔,第一通孔的位置与塞孔的位置相对应,第二通孔与塞孔的位置也相对应,当印制板放置在上模板与下模板之间时,从上侧观察,塞孔可以从第一通孔中完全暴露出来,从下侧观察,塞孔可以从第二通孔中完全暴露出来。在常见的支座中,所述第一通孔和第二通孔的孔径比所述塞孔的孔径大一些,优选的大0.2毫米,所述第二通孔的孔径比所述塞孔的孔径优选的大1.5毫米。使得塞孔不会被遮挡,确保塞孔中完全填满树脂。还需要注意的是,所述第一通孔的数量和位置分别与所述塞孔的数量和位置一一对应;所述第二通孔的数量和位置分别与所述塞孔的数量和位置一一对应。因为,印制板上的塞孔可能不止一个,将第一通孔与第二通孔的数量、位置分别于塞孔进行一一对应,可以一次实现印制板所有塞孔的树脂塞孔工序,节省操作时间,提高作业效率。
23.步骤s2,网版设置在所述上模板上,丝印机刮刀在所述网版上运动并将所述网版上的树脂压入所述印制板的塞孔中;所述网版上设置多个用于所述树脂的渗透通道。
24.步骤s3,采用刮胶工具将所述印制板塞孔处多余的树脂刮平;树脂塞孔完成后,可以采用硬度为75度的聚氨酯刮胶将塞孔孔口多余的树脂刮平。
25.步骤s4,烘烤所述印制板将所述塞孔内的树脂固化;多余的树脂刮平后,将印制板插入插板架并放入鼓风式干燥箱内进行树脂塞孔后固化,后固化过程中需采用低温至高温分段烘烤的方式,此方法可有效避免孔内树脂受高
温后溶剂快速挥发形成气泡或裂纹。
26.在一些实施方式中,如图2所示,所述加工方法在步骤s4之后还包括:步骤s5,所述印制板粘附于补强板上后,树脂刷版机对所述印制板的表面进行磨刷;树脂塞孔完成后,印制板经过高温烘烤,孔内及板面树脂已固化彻底,由于塞孔内树脂固化后质地坚硬,若要去除板面多余树脂,则需采用树脂刷板机对印制板进行磨刷,树脂刷板机主要利用高速转动的不织布刷辊对板面进行磨刷,产生巨大的摩擦力将板面多余树脂去除,当板厚≤0.5mm的印制板直接通过树脂刷板机时,由于印制板本身刚性不足,在刷辊的作用力下会发生弯折现象,最终导致印制板损伤,因此板厚≤0.5mm的印制板在通过树脂刷板机前需采用补强板进行补强,利用双面胶将待刷印制板贴附于补强板上。优选的,补强板可以是1.6mm厚的环氧玻纤布基覆铜板。
27.概括的说,由于采用了本实施例的技术方案,在树脂塞孔时,通过将印制板放置在上模板和下模板之间,增加印制板的刚性,使印制板能够承受丝印机刮刀的压力,完成树脂塞孔的工序;并且,在树脂塞孔时,由于采用上模板及下模板覆盖,可以有效减少印制板板面非塞孔区域的树脂残留,减轻后续多余树脂去除的作业,提供作业效率;同时,提高小厚度印制板的树脂塞孔的成品率,增加印制板的表面积,方便后续印制板的焊接。
28.实施例二如图3所示,本实施例提供一种厚度小于0.5毫米的印制板树脂塞孔的加工模具,应用实施例一所述的加工方法,所述加工模具包括上模板4、下模板5、网版2;印制板3放置在所述上模板4与所述下模板5之间;其中,所述上模板4上开设有第一通孔,所述第一通孔的孔径大于印制板3的塞孔的孔径;所述下模板5上开设有第二通孔,所述第二通孔的孔径大于所述塞孔的孔径;所述塞孔从所述分别从所述第一通孔和所述第二通孔中完全暴露;所述网版2放置在所述上模板4之上,所述网版2上开设多个用于树脂1渗透的通道,所述树脂1在丝印机刮刀的推动下,从所述通道渗透到所述塞孔中。
29.在一些实施方式中,所述加工模具还包括补强板,所述印制板3粘附于补强板上后,树脂刷版机对所述印制板3表面进行磨刷。印制板3树脂塞孔后,丝印机的刮刀将多余树脂1刮除,但是,在塞孔的孔口周围仍会残留有树脂1,需要树脂刷版机对残留树脂1进行清除,但是印制板3本身刚性不够,将印制板3粘附在补强板上,可以增加印制板3的刚性,避免印制板3在刷辊的作用力下会发生弯折。
30.综上所述,由于采用了本实施例的技术方案,在树脂塞孔时,通过将印制板放置在上模板4和下模板5之间,增加印制板3的刚性,使印制板3能够承受丝印机刮刀的压力,完成树脂塞孔的工序;并且,在树脂塞孔时,由于采用上模板4及下模板5覆盖,可以有效减少印制板3板面非塞孔区域的树脂1残留,减轻后续多余树脂1去除的作业,提供作业效率;同时,提高小厚度印制板的树脂塞孔的成品率,增加印制板3的表面积,方便后续印制板3的焊接。
31.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1