一种电磁感应加热方形可调工装的制作方法
1.本实用新型涉及一种电磁感应加热方形可调工装,属于电磁感应加热技术领域。
背景技术:
2.在传统制造业里,经常需要对金属工件进行加热,传统的加热方式一般有两种:
3.1、采用火焰加热,这种加热方式需要消耗燃料,加热过程中有废气、废渣排放,加热过程中大部分的热量散发到环境中,浪费了大量能源,能源利用率低,并且工件在加热过程中一直与燃料及其氧化物接触,容易使异物侵入,从而影响工件质量,另外这种加热方式需要将工件整体加热,无法做局部热处理,能源消耗大,整体加热导致工件变形大,影响工件成品质量;
4.2、采用电阻丝加热,这种加热方式中又以电阻丝加热较为普遍。但是电阻丝加热,其加热速度慢,热损失大,热效率低,且极易损坏。
5.电磁感应加热是通过在感应线圈中通入一定频率的交变电流,在线圈周围产生交变磁场。交变磁场的电磁感应作用使工件内产生封闭的感应电流,即涡流。产生的涡流使金属直接发热,从而极大的减少了热量损失,提高了能量利用率。因此,电磁感应是金属工件加热的一大发展趋势。
6.电磁感应加热设备是应用感应加热原理而制造的加热设备。加热工装是感应加热设备的重要组件。
7.现有的全套电磁感应加热设备的基本配件包括:感应加热主机、电源线、延长线、感应加热工装。其中,感应加热主机将输入的工频电流转换为高频电流,通过加热工装制造出高频交变磁场,被加热工件切割磁力线,内部产生强大涡流,从而自身发热。
8.常用的电磁感应加热工装是由裹有绝缘层的金属线和支撑材料组成。先把金属线盘成螺旋形状,再把其固定在各种类型的支撑材料如高硅氧布料、环氧树脂材料上。
9.电磁感应加热工装分为硬质工装和软质工装。软质工装可以随意改变工装的外形、尺寸、大小,但加热前的准备工作和加热后的收尾工作较为繁琐。硬质工装的形状不可改变,但加热前准备工作和加热后收尾工作较为简单。
10.目前,方形金属管件的焊前预热或焊后应力消除也开始采用电磁感应加热工装进行加热,但是由于工装和被加热工件之间的间距应保持在1~3cm以内,间距超过3cm则导致感应加热主机无法输出全部功率,间距过大则会导致主机报错停止工作,而方形金属管件规格较多,现有的电磁感应加热工装无法满足不同规格方形金属管件的加热要求。
技术实现要素:
11.本实用新型所要解决的技术问题是针对上述现有技术提供一种电磁感应加热伞型可调工装,它能够调节工装与方形金属管件内壁之间的距离,从而满足不同规格方形金属管件的加热要求,提高了工装的适用范围,降低了生产成本。
12.本实用新型解决上述问题所采用的技术方案为:一种电磁感应加热方形可调工
装,它包括中心支撑杆,所述中心支撑杆上设置有前后多个伸缩调节组件,前后多个伸缩调节组件之间设置有加热模块,通过伸缩调节组件可调整加热模块与中心支撑杆之间的内外距离。
13.可选的,所述伸缩调节组件包括前固定套管和后调节套管,所述前固定套管和后调节套管均套装于中心支撑杆上,所述前固定套管与中心支撑杆固定连接,所述后调节套管可沿中心支撑杆前后滑动,所述前固定套管和后调节套管之间沿周向均匀设置有四组支撑连杆机构,所述加热模块固定设置于支撑连杆机构上。
14.可选的,所述前固定套管外周壁上均匀设置有四个前连接耳座,所述后调节套管外周壁上均匀设置有四个后连接耳座,四个前连接耳座与四个后连接耳座的位置一一对应,所述支撑连杆机构包括前支撑连杆和后支撑连杆,所述前支撑连杆前端与前连接耳座相铰接,所述前支撑连杆后端与后支撑连杆前端相铰接,所述后支撑连杆后端与后连接耳座相铰接。
15.可选的,所述中心支撑杆后段为螺纹段,所述螺纹段上设置有调节螺母,所述调节螺母与最后一个伸缩调节组件的后调节套管相连接。
16.可选的,前后多个伸缩调节组件的后调节套管之间通过调节连杆相连接。
17.可选的,所述前支撑连杆和后支撑连杆铰接位置处设置有加热模块连接件,所述支撑连杆机构通过加热模块连接件与加热模块相连接。
18.可选的,所述加热模块为直角型结构,所述直角型的加热模块包括直角内边框和直角外边框,所述直角内边框和直角外边框之间设置有加热线槽,所述加热线槽内设置有加热线。
19.可选的,所述直角内边框连接设置于前后多个伸缩调节组件的支撑连杆机构之间。
20.可选的,所述直角内边框包括水平板和竖直板,所述直角外边框包括水平盖板和竖直盖板,所述水平盖板设置于水平板外侧,所述竖直盖板设置于竖直板外侧。
21.与现有技术相比,本实用新型的优点在于:
22.1、本实用新型能够调节工装与方形金属管件内壁之间的距离,从而满足不同规格方形金属管件的加热要求,提高了工装的适用范围,降低了生产成本;
23.2、本实用新型将加热线安装于直角模块内制作形成硬质加热模块,简化了加热前准备工作和加热后的收尾工作。
附图说明
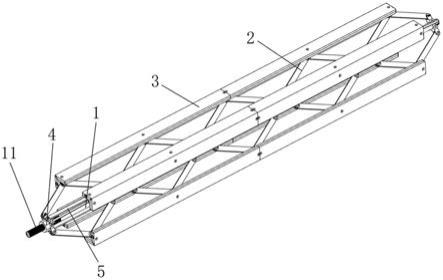
24.图1为本实用新型一种电磁感应加热方形可调工装的结构示意图。
25.图2为图1中伸缩调节组件与中心支撑杆的配合关系示意图。
26.图3为图2中伸缩调节组件的结构示意图。
27.图4为图1中加热模块的结构示意图。
28.图5为图4中直角内边框的结构示意图。
29.其中:
30.中心支撑杆1
31.螺纹段11
32.伸缩调节组件2
33.前固定套管21
34.后调节套管22
35.支撑连杆机构23
36.前支撑连杆231
37.后支撑连杆232
38.前连接耳座24
39.后连接耳座25
40.加热模块3
41.直角内边框31
42.水平板311
43.竖直板312
44.直角外边框32
45.水平盖板321
46.竖直盖板322
47.加热线槽33
48.调节螺母4
49.调节连杆5
50.加热模块连接件6。
具体实施方式
51.以下结合附图实施例对本实用新型作进一步详细描述。
52.参见图1~图5,本实用新型涉及的一种电磁感应加热方形可调工装,它包括中心支撑杆1,所述中心支撑杆1上设置有前后多个伸缩调节组件2,前后多个伸缩调节组件2之间设置有加热模块3,通过伸缩调节组件2可调整加热模块3与中心支撑杆1之间的内外距离;
53.所述伸缩调节组件2包括前固定套管21和后调节套管22,所述前固定套管21和后调节套管22均套装于中心支撑杆1上,所述前固定套管21通过螺钉与中心支撑杆1固定连接,所述后调节套管22可沿中心支撑杆1前后滑动,所述前固定套管21和后调节套管22之间沿周向均匀设置有四组支撑连杆机构23,相邻两组支撑连杆机构23之间呈90
°
夹角布置,所述加热模块3固定设置于支撑连杆机构23上;
54.所述前固定套管21外周壁上均匀设置有四个前连接耳座24,所述后调节套管22外周壁上均匀设置有四个后连接耳座25,四个前连接耳座24与四个后连接耳座25的位置一一对应,所述支撑连杆机构23包括前支撑连杆231和后支撑连杆232,所述前支撑连杆231前端与前连接耳座24相铰接,所述前支撑连杆231后端与后支撑连杆232前端相铰接,所述后支撑连杆232后端与后连接耳座25相铰接;
55.所述中心支撑杆1后段为螺纹段11,所述螺纹段11上设置有调节螺母4,所述调节螺母4与最后一个伸缩调节组件2的后调节套管22相连接;
56.前后多个伸缩调节组件2的后调节套管22之间通过调节连杆5相连接;
57.所述调节连杆5有两根,两根调节连杆5上下平行布置;
58.所述前支撑连杆231和后支撑连杆232铰接位置处设置有加热模块连接件6,所述支撑连杆机构23通过加热模块连接件6与加热模块3相连接;
59.所述加热模块3为直角型结构,所述直角型的加热模块3包括直角内边框31和直角外边框32,所述直角内边框31和直角外边框32之间设置有加热线槽33,所述加热线槽33内设置有加热线;
60.所述直角内边框31连接设置于前后多个伸缩调节组件2的支撑连杆机构23之间;
61.所述直角内边框31包括水平板311和竖直板312,所述直角外边框32包括水平盖板321和竖直盖板322,所述水平盖板321设置于水平板311外侧,所述竖直盖板322设置于竖直板312外侧。
62.工作原理:
63.方形金属管件需要进行加热时,将方形可调工装整体插入方形金属管件内,转动调节螺母使调节螺母带动最后一个伸缩调节组件的后调节套管前后滑动,最后一个伸缩调节组件的后调节套管通过调节连杆带动其余伸缩调节组件的后调节套管同步前后滑动,从而使得安装于支撑连杆机构上的加热模块内外移动,直至加热模块与方形金属管件之间的间距满足电磁感应加热的要求。
64.上述实施例外,本实用新型还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1