一种快速融雪化冰的汽车轮胎防护罩及其制作方法与流程
[0001]
本发明属于汽车配件技术领域,涉及一种轮胎防护罩,尤其涉及一种快速融雪化冰的汽车轮胎防护罩及其制作方法。
背景技术:
[0002]
轮胎防护罩用于阻挡车轮运转时产生的溅污及飞石,兼有隔音降噪、遮挡装饰作用。但在冬季用车过程中,比如车辆在雪地里停留一段时间后,轮胎和轮胎防护罩常常出现被积雪或挂冰冻住,导致车辆无法正常启动;或者在路面积雪无法及时完全清理及持续降雪天气仍需车辆出行时,车轮运转甩起雪并积附在轮胎防护罩内表面,当积雪体积变大并逐渐变硬后,会影响车辆转弯性能,对汽车安全十分不利。
[0003]
现有技术公开了一种车辆轮胎及轮胎防护罩,通过将普通冷却水管道分支并延伸到轮胎防护罩,轮胎防护罩用冷却水加热,进而实现清雪功能,但冷却水管路布置复杂,且一旦冷却水泄漏,会导致发动机损坏。
[0004]
现有技术公开了一种汽车轮罩,设有汽车轮罩积雪清除机构,包括轮罩、风道、加热器芯以及发动机冷却水管,所述加热器芯设在风道中与发动机冷却水管相连。还包括连接通道,风道上设有出风口,在出风口处设有阀板,连接通道的一端与出风口相连,连接通道的另一端对应轮罩背面设置。轮罩为中空的腔体结构,腔体结构与连接通道的另一端相连。汽车轮罩积雪清除机构通过中空风道中的热气流加热轮罩,实现清雪功能。但整个清雪机构体积庞大,在现代汽车设计时,无足够的空间进行布置应用,且车辆后装市场无改装可操作性,无法得到广泛推广和应用。
[0005]
综上,现有技术采用设计风道传递暖风气流,或者设计水路传递温水,实现清理轮罩和轮胎表面积雪的作用。但通过中空风道中的热气流或发动机的冷却水作为热量来源,清雪功能正常运转受制于发动机冷却水温度,一旦发动机冷却水温度不足,无法启动清雪功能;而且,如果车速过快,气流速度大,流过加热器单元的空气来不及加热到一定温度,又以很快的速度流过中空结构,造成热量损失。与此同时,上述技术占用空间大,结构笨重,在现代车辆设计及零件布置时,轮罩钣金到轮胎运动包络间距离十分紧张。因此,布置风道或水路在车辆中极少应用并推广,上述技术还停留在概念设计阶段,在现代车辆设计时无法应用,且用户无法根据自己需要改装实现。
技术实现要素:
[0006]
本发明的目的在于提供一种快速融雪化冰的汽车轮胎防护罩,还提供一种快速融雪化冰的汽车轮胎防护罩的制作方法,以有效解决现有轮胎防护罩占用空间大,结构笨重,易造成热量损失且无法推广使用的问题。
[0007]
本发明的目的是通过以下技术方案实现的:
[0008]
一种快速融雪化冰的汽车轮胎防护罩,包括防护罩17和加热控制器;
[0009]
所述防护罩17主要由复合毛毡层、防水隔音层6、加热层7及低密度防水隔音层8注
塑而成;
[0010]
其中,复合毛毡层由纤维毡1、纤维针刺毯2、ldpe薄膜3以及纤维毡4加热模压制成;
[0011]
所述防护罩17上连有加热端子18,加热端子18设置于防护罩17外侧,其一端通过线束16与加热层7相连,另一端设有插针;所述加热控制器的连接端与加热端子18的插针插接。
[0012]
进一步的,所述防护罩17还包括吸音层9,所述吸音层9设置于低密度防水隔音层8的外侧。
[0013]
更进一步的,所述吸音层9为开孔发泡材料。
[0014]
进一步的,所述加热层7包括电阻丝,所述电阻丝复合于无纺布上,加热端子18通过线束16与电阻丝一端焊接在一起并包裹绝缘材料。
[0015]
进一步的,所述防水隔音层和低密度防水隔音层8均为闭孔发泡材料。
[0016]
进一步的,所述防水隔音层边界11不大于复合毛毡层边界10,加热层边界13小于防水隔音层边界11,低密度防水隔音层边界14不小于防水隔音层边界11,所述防水隔音层边界11与加热层边界13的差距值不小于20mm。
[0017]
上述快速融雪化冰的汽车轮胎防护罩的制作方法,包括以下步骤:
[0018]
a、将纤维毡1、纤维针刺毯2、ldpe薄膜3以及纤维毡4在加热台加热后放入模具,模压形成复合毛毡层;
[0019]
b、将所得复合毛毡层冲孔、修边;
[0020]
c、将复合毛毡层预埋在第一复合模具中,将防水隔音材料注入模腔,形成带防水隔音层6的复合毛毡;
[0021]
d、将加热层7固定在带防水隔音层6的复合毛毡后,再预埋在第二复合模具中,将同种防水隔音材料及发泡剂混合后通过高压发泡机注入模腔,形成防护罩17的低密度防水隔音层8;
[0022]
e、将步骤d所得防护罩17连接加热端子18并密封处理,加热端子18与加热控制器连接,将支撑板放置于防护罩17内,得到快速融雪化冰的汽车轮胎防护罩17。
[0023]
进一步地,步骤a,所述加热温度为200℃,加热时间为50s,模压时间为35-45s。
[0024]
进一步的,所述加热层7的制作方法包括以下步骤:将加热材料刺绣/缝纫到纺织品基材上或是将加热材料通过加热枪将丝状的加热材料复合到热塑性聚合膜上。
[0025]
进一步的,所述加热层7的制作方法包括以下步骤:将加热管路直接预埋到模具中即可。
[0026]
与现有技术相比,本发明的有益效果在于:
[0027]
本发明快速融雪化冰的汽车轮胎防护罩,为电热式,通电后产生热量,快速融雪化冰,提升冬季用车便利性和安全性,并避免人工铲雪除冰对轮胎及车身造成损伤,该轮罩具有结构紧凑,拆装便利、能量利用率高的优点,汽车轮胎防护罩制作简单,易于推广。
附图说明
[0028]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对
范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
[0029]
图1为车辆附着积雪和挂冰的透视示意图;
[0030]
图2为典型汽车轮胎防护罩及周边布置示意图;
[0031]
图3为本发明快速融雪化冰的汽车轮胎防护罩的结构示意图;
[0032]
图4为带防水隔音层的复合毛毡断面示意图;
[0033]
图5为具有快速融雪化冰功能的轮胎防护罩产品外观示意图;
[0034]
图6为轮胎防护罩各层边界关系示意图;
[0035]
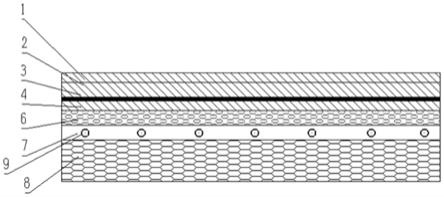
图7为增加吸音层9的轮胎防护罩材料断面示意图;
[0036]
图8为刺绣/缝纫工艺的加热层示意图。
[0037]
图中,1.纤维毡 2.纤维针刺毯 3.ldpe薄膜 4.纤维毡 6.防水隔音层 7.加热层 8.低密度防水隔音层 9.吸音层 10.复合毛毡层边界 11.防水隔音层边界 12.边界差距 13.加热层边界 14.低密度防水隔音层边界 15.轮胎 16.线束 17.防护罩 18.加热端子 19.加热区。
具体实施方式
[0038]
下面结合实施例对本发明作进一步说明:
[0039]
下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
[0040]
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本发明的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
[0041]
如图3-图7所示,本发明快速融雪化冰的汽车轮胎防护罩,包括防护罩17和加热控制器。
[0042]
所述防护罩17主要由复合毛毡层、防水隔音层6、加热层7及低密度防水隔音层8注塑而成;
[0043]
其中,复合毛毡层由纤维毡1、纤维针刺毯2、ldpe薄膜3以及纤维毡4加热模压制成。
[0044]
所述防护罩17上连有加热端子18,加热端子18设置于防护罩17外侧,其一端通过线束16与加热层7相连,另一端设有插针;所述加热控制器的连接端与加热端子18的插针插接。
[0045]
如需进一步提升nvh性能、获得吸声功能,可在低密度防水隔音层8的外侧增加吸音层9,所述吸音层9为开孔发泡材料。吸引层9的边界仅需不超过复合毛毡层边界10。
[0046]
所述加热层7包括电阻丝,所述电阻丝我带有绝缘层的钨丝,其复合于无纺布上,加热端子18通过线束16与电阻丝一端焊接在一起并包裹绝缘材料。
[0047]
所述加热层7也可以为加热管路,由加热控制器控制,从而实现单挡或多挡的加热温度调节。
[0048]
所述防水隔音层和低密度防水隔音层8均为闭孔发泡材料,具有隔音、防水、防震
功能。防水隔音层6、低密度防水隔音层8和吸音层9使用了相同的防水隔音材料,这样的优势是在模具中复合成型后,各层之间的粘接强度好,降低相邻两层分界分层风险。
[0049]
为保证加热层密封防短路,轮胎防护罩各层边界设计应如图6所示。防水隔音层边界11应不超过复合毛毡层边界10。加热层边界13应不超过且小于防水隔音层边界11,也就是说边界差距12为防水隔音层边界11与加热层边界13的差距,该差距值应不小于20mm。低密度防水隔音层边界14应超过防水隔音层边界11,或者低密度防水隔音层边界14与防水隔音层边界11一致,也就是说低密度防水隔音层边界14与防水隔音层边界11的重合区域至少是边界差距12。
[0050]
使用时,可将防护罩17可通过自攻钉、卡扣或螺母与防护罩17内侧的钣金固定。
[0051]
上述快速融雪化冰的汽车轮胎防护罩的制作方法,包括以下步骤:
[0052]
a、将纤维毡1、纤维针刺毯2、ldpe薄膜3以及纤维毡4在加热台加热后放入模具,模压形成复合毛毡层,加热温度为200℃,加热时间为50s,模压时间为35-45s;
[0053]
b、将所得复合毛毡层冲孔、修边;
[0054]
c、将复合毛毡层预埋在第一复合模具中,将防水隔音材料注入模腔,形成带防水隔音层6的复合毛毡;
[0055]
d、将加热层7固定在带防水隔音层6的复合毛毡后,再预埋在第二复合模具中,将同种防水隔音材料及发泡剂混合后通过高压发泡机注入模腔,形成图3所示防护罩17的低密度防水隔音层8;
[0056]
e、将步骤d所得防护罩17连接加热端子18并密封处理,加热端子18与加热控制器连接,将支撑板放置于防护罩17内,得到快速融雪化冰的汽车轮胎防护罩,如图5所示。
[0057]
步骤d,所述加热层7的加热材料为电阻丝或加热管路。电阻丝类加热层7的制作方法可以是将加热材料刺绣/缝纫到纺织品基材上,也可以是通过加热枪将丝状的加热材料复合到热塑性聚合膜上。加热管路类加热层的制作方法是将加热管路直接预埋到模具中即可。加热层7发热原理由通电产生热量改为化学反应产生热量,如自发热加热垫可采用石灰粉与水混合产生热量。
[0058]
为了保证融雪化冰效率,将轮胎防护罩放置在低温环境后,通电3min后,轮胎防护罩表面中心点升温5℃,5min后轮罩表面中心点升温8℃以上;轮胎防护罩表面温度平均温度达到30℃的时间小于14min。
[0059]
为了保证轮胎防护罩加热区1温度均匀,轮胎防护罩上各测量点之间温差不大于7℃。
[0060]
为了保证运行安全,温控器控制轮罩表面最高温度。取消温控器后,在常温下输入过电压工作,轮胎防护罩上各测量点温度值不超过90℃,轮胎防护罩不损坏。
[0061]
本发明快速融雪化冰的汽车轮胎防护罩可用于汽车后装市场换装,可用于原厂轮胎防护罩改制,可用于冬季专用轮胎防护罩。本发明通过边界设计、材料断面设计及成型方法控制,使其具备快速融雪化冰能力,又兼顾隔音降噪、保护装饰功能、同时具有结构紧凑,车身兼容性强、能量利用率高等优点。
[0062]
注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行
了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1