一种基于过渡中间坯料生产的钛钢复合板及其制备方法与流程
1.本发明属于复合板领域,具体涉及一种基于过渡中间坯料生产的钛钢复合板及其制备方法。
背景技术:
2.目前钛钢复合板主要为中厚板,工业化生产主要通过爆炸
‑
轧制复合、包覆式轧制复合两种工艺制备,各自存在其问题。其中,爆炸
‑
轧制复合成本高、板幅受限,生产大于2mm复层和总厚度小于10mm的复合板轧制困难,成材率低;对称包覆式轧制复合由于钛和钢在高温下存在严重界面反应及钛面粗糙,影响结合性能和外观质量,且对中间坯制备操作要求较高。
3.故基于此,提出本发明技术方案。
技术实现要素:
4.为了解决现有技术存在的问题,本发明提供了一种基于过渡中间坯料生产的钛钢复合板及其制备方法。所述制备方法可实现钛钢复合板大规模生产,成材率高等优点。
5.本发明的方案是,提供一种基于过渡中间坯料生产的钛钢复合板,由两组单层组合坯料复合而成;其中:所述单层组合坯料包括由上至下依次设置的过渡中间坯料、基板和第一钢板;所述复合为两组第一钢板之间进行复合;所述过渡中间坯料包括由上至下依次设置的钛板和第二钢板。
6.优选地,所钛板厚度为15~30mm;所述第二钢板厚度为8~10mm。
7.优选地,所述基板为碳钢或者合金钢的一种。
8.优选地,所述第一钢板设置倒角,所述倒角深度为28~32mm。
9.基于相同的技术构思,本发明的再一方案是,提供一种钛钢复合板的制备方法,包括如下步骤:
10.(s1)制备过渡中间坯料:对所述钛板与所述第二钢板的结合面进行打磨,待所述结合面光滑、平整后进行复合,得过渡中间坯料;
11.(s2)制备单层组合坯料:将所述过渡中间坯料先与基板进行组坯,得中间板;再对所述第一钢板四边进行坡口倒角,同时对结合面进行打磨,待所述结合面光滑、平整后进行复合,得单层组合坯料;
12.(s3)制备钛钢复合板:选取两组所述单层组合坯料,先对所述第一钢板四边进行坡口倒角,再对结合面依次进行打磨、增加粗糙度,最后复合,即得钛钢复合板。
13.优选地,步骤(s1)中,所述复合的方式为爆炸复合。
14.优选地,步骤(s2)中,所述复合方式为:待所述结合面光滑、平整、干净后,使其贴合,再对钢板四边进行熔化焊接,最后抽真空,得单层组合坯料。
15.优选地,所述熔化焊接为埋弧焊、气保焊、氩弧焊、真空电子束焊或激光焊中的一种。
16.优选地,所述抽真空至压强≤5pa。
17.本发明的有益效果为:
18.本发明所述的钛钢复合板,在制备过程中,将中间坯预先复合,从而能够保证复合率;另外,过渡中间坯料能提前预制,制造不同厚度的复合板,缩短生产周期;最后,得到的钛钢复合板表面可与轧机轧辊直接接触,获得优质的表面质量。
附图说明
19.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
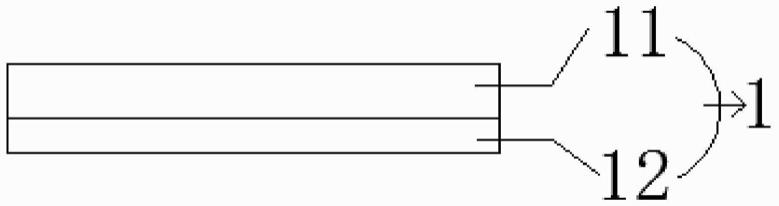
20.图1是所述过渡中间坯料的结构示意图。
21.图2是所述单层组合坯料的结构示意图。
22.图3是所述钛钢复合板的结构示意图。
23.图中附图标记:
[0024]1‑
过渡中间坯料;11
‑
钛板;12
‑
第二钢板;2
‑
单层组合坯料;21
‑
基板;22
‑
第一钢板;3
‑
钛钢复合板;4
‑
倒角。
具体实施方式
[0025]
为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
[0026]
实施例1
[0027]
本实施例提供一种基于过渡中间坯料生产的钛钢复合板3,由两组单层组合坯料2复合而成;其中:
[0028]
所述单层组合坯料2包括由上至下依次设置的过渡中间坯料1、基板21和第一钢板22;所述复合为两组第一钢板22之间进行复合;
[0029]
所述过渡中间坯料1包括由上至下依次设置的钛板11和第二钢板12。
[0030]
作为可选的实施方式,所钛板11厚度为15~30mm;所述第二钢板12厚度为8~10mm。
[0031]
作为可选的实施方式,所述基板21为碳钢或者合金钢的一种。
[0032]
作为可选的实施方式,所述第一钢22板设置倒角4,所述倒角4深度为28~32mm。
[0033]
实施例2
[0034]
本实施例提供一种钛钢复合板的制备方法,包括如下步骤:
[0035]
(s1)制备过渡中间坯料:选取厚度为15mm的钛板11与厚度为8mm的第二钢板12,分别打磨结合面使之光滑、平整、干净,并采用爆炸复合的方法将两者进行组坯,得过渡中间坯料1;
[0036]
(s2)制备单层组合坯料:将所述过渡中间坯料1先与基板21进行组坯,得中间板;
再对所述第一钢板22四边进行坡口倒角4,深度为28mm,同时对结合面进行打磨,待所述结合面光滑、平整、干净后使其贴合,再对第一钢板22四边进行埋弧焊接,最后抽真空至压强为5pa,得单层组合坯料2;
[0037]
(s3)制备钛钢复合板:选取两组所述单层组合坯料2,分别对两组所述单层组合坯料2的第一钢板22四边进行坡口倒角4,深度为28mm,再分别打磨结合面去除氧化皮并喷砂抛丸以增加粗糙度,最后涂抹防粘剂,再对四边进行埋弧焊接,即得钛钢复合板3。
[0038]
所得钛钢复合板3即为一种“双层组合坯料”,在后期可按需要的尺寸(长、宽、厚)进行轧制,轧制前需要先对钛钢复合板3加热,再通过轧机反复轧制到目标尺寸,即可生产板材也可以生产成卷带,最后切边分板,得到所需要的成品尺寸。
[0039]
实施例3
[0040]
本实施例提供一种钛钢复合板的制备方法,包括如下步骤:
[0041]
(s1)制备过渡中间坯料:选取厚度为30mm的钛板11与厚度为10mm的第二钢板12,分别打磨结合面使之光滑、平整、干净,并采用爆炸复合的方法将两者进行组坯,得过渡中间坯料1;
[0042]
(s2)制备单层组合坯料:将所述过渡中间坯料1先与基板21进行组坯,得中间板;再对所述第一钢板22四边进行坡口倒角4,深度为32mm,同时对结合面进行打磨,待所述结合面光滑、平整、干净后使其贴合,再对第一钢板22四边进行氩弧焊接,最后抽真空至压强为3pa,得单层组合坯料2;
[0043]
(s3)制备钛钢复合板:选取两组所述单层组合坯料2,分别对两组所述单层组合坯料2的第一钢板22四边进行坡口倒角4,深度为32mm,再分别打磨结合面去除氧化皮并喷砂抛丸以增加粗糙度,最后涂抹防粘剂,再对四边进行氩弧焊接,即得钛钢复合板3。
[0044]
实施例4
[0045]
本实施例提供一种钛钢复合板的制备方法,包括如下步骤:
[0046]
(s1)制备过渡中间坯料:选取厚度为23mm的钛板11与厚度为9mm的第二钢板12,分别打磨结合面使之光滑、平整、干净,并采用爆炸复合的方法将两者进行组坯,得过渡中间坯料1;
[0047]
(s2)制备单层组合坯料:将所述过渡中间坯料1先与基板21进行组坯,得中间板;再对所述第一钢板22四边进行坡口倒角4,深度为30mm,同时对结合面进行打磨,待所述结合面光滑、平整、干净后使其贴合,再对第一钢板22四边进行真空电子束焊接,最后抽真空至压强为4pa,得单层组合坯料2;
[0048]
(s3)制备钛钢复合板:选取两组所述单层组合坯料2,分别对两组所述单层组合坯料2的第一钢板22四边进行坡口倒角4,深度为30mm,再分别打磨结合面去除氧化皮并喷砂抛丸以增加粗糙度,最后涂抹防粘剂,再对四边进行真空电子束焊接,即得钛钢复合板3。
[0049]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1