毛细小孔塑料片材的制作方法
毛细小孔塑料片材
一、技术领域
1.本发明涉及一种毛细小孔塑料片材,尤其是一种能制造毛细小孔育苗盘、农产品包装盒、装饰品、喷灌和污水过滤筒管的材料。
二、
背景技术:
2.公知的塑料片材都是无孔的塑料薄片,用于制造育苗盘、农产品包装盒等有孔的产品,热压成型后还要打孔,不仅费工费时,降低生产效率,也增加了加工场所、设备投资和生产成本。例如,制造一张塑料育苗盘,热压成形后,需要打几百个孔才能成为产品,不仅增加了打孔设备的投资,也费工费时,还会使秧盘片与片之间交叉重叠,分开时扯破秧盘;打孔为了防止打断锥头,采用的是大锥头,出产的都是大渗水孔育苗盘,产品不能达标,因渗水孔过大,育苗时幼苗的粗大根系会穿过扎入深土层,移栽起盘费工费力和扯烂秧盘,影响重复使用,加大了成本;制造其它有孔的农用产品也存在上述类似的问题。
3.为克服现有的塑料片材制造农用产品需要打孔,工序繁琐,费工费时,增加设备、场地和劳力的投入和造出的产品质量不达标的不足,本发明提供一种毛细小孔塑料片材。该片材制造育苗盘和包装盒等有孔的产品,热压成型后不用再打孔,工序简单快速,生产率高,能节省打孔的设备、场地、劳力,降低生产成本,同时,还能提高产品的质量。
三、
技术实现要素:
4.本发明解决其技术问题所采用的技术方案是:由塑料薄片、毛细小孔和定位孔组成。薄片的形状有长条形、长方形、四方形、圆形、椭圆形、五角形、圆筒管形、四方筒管形、六棱筒管形;毛细小孔的形状有圆形、四方形、三角形、五角形、多边形;定位孔有圆形、四方形;在制造薄片时同时制造出毛细小孔和定位孔;毛细小孔是按产品需要打孔的形状设置,以单个或多个组成图案或条状或块状或环状排列成片,在薄片的中间,片与片间隔分布,以便片材热压成产品后出现在需要有孔的位置,也便于流水线生产;定位孔设在片材的两边,以多个等距连续分布,确保片材在流水线生产时平稳移动与模具准确对位,成型后毛细小孔出现在需要有孔的位置;定位孔的孔径和孔距与成型机的夹片齿轮的大小和转距对应;分别制造出用于机插盘、钵体盘、包装盒、通用、装饰、灌溉的毛细小孔塑料片材六个品种。机插盘、钵体盘、包装盒、通用毛细小孔片材的薄片是长条形,毛细小孔是圆形,片状间隔分布在薄片的中间,其中:机插盘片材的毛细小孔是以单个矩阵状或蜂房状排列成片,间隔分布;钵体盘片材的毛细小孔是以单个或多个块状或环状为组合单元,矩阵状或蜂房状排列成片,间隔分布;包装盒片材的毛细小孔是以单个或多个条状或块状或环状排列成片,间隔分布;筒管片材的薄片是圆筒管形、四方筒管形、六棱筒管形,毛细小孔是圆形,以单个均匀分布在筒管壁;装饰片材的薄片是长方形、四方形、六角形、圆形、椭圆形;毛细小孔是圆形、四方形、三角形、四角形、五角形、六边形,以蜂房状或矩阵状或图案的形状分布在薄片上;长条片材采用成卷包装,单片片材采用成打包装,筒管片材采用单个包装。当采用毛细小孔塑料片材加工产品时,先将片材冲压的位置与模具对位,然后将成型机的夹片齿轮扣住片
材的定位孔,工作时夹片齿轮转动便能准确地将片材移动到模具,冲压成型后毛细小孔便出现在需要有孔的位置,不用再打孔;因毛细小孔是片状间隔分布,机器能连续制造产品,达到了简化工序、提高生产效率、节省打孔的劳力和设备的投入,降低生产成本的目的;同时,还实现了简便快速制造符合质量标准的毛细小孔产品的目的。
5.本发明的有益效果是:能用于制造多种毛细小孔塑料农用产品,用途广泛;加工成型后不用再打孔,工序简单快速,能提高生产效率;还能节省打孔设备的费用和劳力,减少加工场所;同时,减少加工的废料,节省生产成本;此外,还能提高产品的质量指标:例如,采用毛细小孔塑料片材能制造出符合质量标准的毛细小孔育苗盘,这种盘育苗时能控制粗大根扎入土层,同时又能让根毛进入土层吸养分,育苗质量好,拔苗起盘省工省力,不会损坏秧盘,产品耐用,能克服现有的大渗水孔育苗盘质量不达标,育苗时幼苗粗大根系扎入深土层,拔苗起盘难和扯烂秧盘,使用成本高的不足;装饰用的毛细小孔塑料片材由于有图案,能增加装饰品的美感,提升价值;灌溉用的筒管毛细小孔片材用于喷灌和滴灌,能节约用水;用于污水过滤,能净化污水,保护环境。
四、附图说明
6.下面结合附图和实施例对本发明进一步说明。
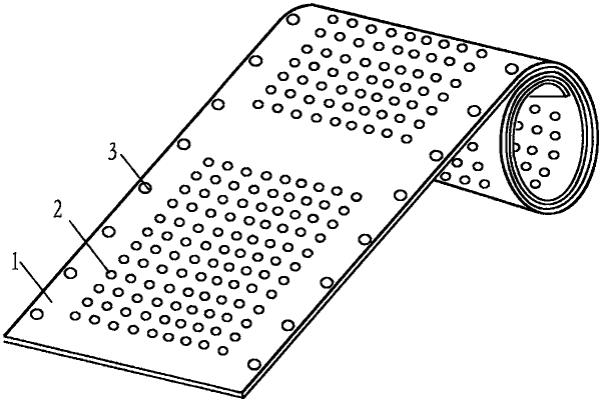
7.图1.是成卷包装机插盘矩阵块状排列圆形毛细小孔塑料片材形状结构图。
8.图2是图1的片材裁出一段的形状结构图。
9.图3是成打包装装饰用长方形薄片圆形毛细小孔塑料片材形状结构图。
10.图4是装饰用四方形薄片四方形毛细小孔塑料片材形状结构图。
11.图5是装饰用六角形薄片三角形毛细小孔塑料片材形状结构图。
12.图6是装饰用圆形薄片五角形毛细小孔塑料片材形状结构图。
13.图7是装饰用椭圆形薄片六角形毛细小孔塑料片材形状结构图。
14.图8是灌溉用圆筒管圆形毛细小孔塑料片材形状结构图。
15.图9是灌溉用方筒管圆形毛细小孔塑料片材形状结构图。
16.图10是灌溉用六棱筒管圆形毛细小孔塑料片材形状结构图。
17.图11.是成卷包装机插盘蜂房状排列圆形毛细小孔塑料片材形状结构图。
18.图12是图11的片材裁出一段的形状结构图。
19.图13是长条通用蜂房状连续排列圆形毛细小孔塑料片材形状结构图。
20.图14是成卷包装通用矩阵状连续排列圆形毛细小孔塑料片材形状结构图。
21.图15是图14的片材裁出一段的形状结构图。
22.图16是成卷包装钵体盘矩阵排列单个圆形毛细小孔塑料片材形状结构图。
23.图17是图16的片材裁出一段的形状结构图。
24.图18是成卷包装钵体盘矩阵排列双个圆形毛细小孔塑料片材形状结构图。
25.图19是图18的片材裁出一段的形状结构图。
26.图20是钵体盘矩阵块状排列三个圆形毛细小孔塑料片材形状结构图。
27.图21是钵体盘矩阵块状排列四个圆形毛细小孔塑料片材形状结构图。
28.图22是钵体盘矩阵块状排列五个圆形毛细小孔塑料片材形状结构图。
29.图23是钵体盘矩阵块状排列六个圆形毛细小孔塑料片材形状结构图。
30.图24是钵体盘蜂房块状排列单个圆形毛细小孔塑料片材形状结构图。
31.图25是成卷包装钵体盘蜂房排列双个圆形毛细小孔塑料片材形状结构图。
32.图26是图25的片材裁出一段的形状结构图。
33.图27是钵体盘蜂房块状排列三个圆形毛细小孔塑料片材形状结构图。
34.图28是钵体盘蜂房块状排列四个圆形毛细小孔塑料片材形状结构图。
35.图29是钵体盘蜂房块状排列五个圆形毛细小孔塑料片材形状结构图。
36.图30成卷包装钵体盘蜂房状排列六个圆形毛细小孔塑料片材形状结构图。
37.图31是钵体盘蜂房块状排列九个圆形毛细小孔塑料片材形状结构图。
38.图32是钵体盘蜂房块状排列多个圆形毛细小孔塑料片材形状结构图。
39.图33是包装盒单行条状排列圆形毛细小孔塑料片材形状结构图。
40.图34是包装盒双行块状排列圆形毛细小孔塑料片材形状结构图。
41.图35是包装盒矩阵块状排列圆形毛细小孔塑料片材形状结构图。
42.图36是包装盒环状排列圆形毛细小孔塑料片材形状结构图。
43.图中1.薄片,2.毛细小孔,3.定位孔。
五、具体实施方式
44.在图1中,片材采用成卷包装,以便于流水线生产和运输存放。图2是从图1中裁出其中的一段的形状结构图。在两个图中,薄片(1)是长条形;毛细小孔(2)是圆形,以单个矩阵块状排列成片状在薄片(1)的中间,间隔分布;定位孔(3)是圆形,多个等距连续排列在薄片(1)的两边;毛细小孔(2)片分布的长度和宽度,是根据育苗盘的盘底的大小确定;毛细小孔(2)的孔径,以幼苗的根毛和细小根能穿过,粗大根不能穿过为宜;该片材热压成型后,在毛细小孔片的部位形成盘底,在其周围形成盘壁和盘框,盘底出现矩阵状排列的毛细小孔(2),不需要再冲孔便可成为产品。片材中的毛细小孔片状间隔分布是为了流水线生产,在加工完第一个育苗盘后,成型机的夹片齿轮转动带动片材向前移动,加工下一个育苗盘。
45.在图3中,片材采用成打包装,薄片(1)是长方形,毛细小孔(2)是圆形,以蜂房状排列在薄片(1)上,该片材是制片的同时形成毛细小孔,不用再打孔,是一种装饰用片材。
46.在图4中,薄片(1)是四方形,毛细小孔(2)是四方形,以图案分布在薄片(1),在制薄片的同时形成毛细小孔,是一种装饰用片材。
47.在图5中,薄片(1)是六角形,毛细小孔(2)是三角形,以矩阵状分布在薄片(1)上,在制薄片的同时形成毛细小孔,是一种装饰用片材。
48.在图6中,薄片(1)是圆形,毛细小孔(2)是五角形,以圆案形状分布在薄片(1)上,在制薄片的同时形成毛细薄小孔,是一种装饰用片材。
49.在图7中,薄片(1)是椭圆形,毛细小孔(2)是六角形,以图案形状分布在薄片(1)上,在制片的同时形成毛细小孔,是一种装饰用片材。
50.在图8中,薄片(1)是圆筒管形,毛细小孔(2)是圆形,均匀分布在管壁上,在制薄片的同时形成毛细小孔,是用于喷灌或滴灌或污水过滤的片料。
51.在图9中,薄片(1)是四方筒管形,毛细小孔(2)是圆形,均匀分布在管壁上,在制薄片的同时形成毛细小孔,是用于喷灌或滴灌或污水过滤的片材。
52.在图10中,薄片(1)是六棱筒管形,毛细小孔(2)是圆形,均匀分布在管壁上,在制
薄片的同时形成毛细小孔,是用于喷灌或滴灌或污水过滤的片材。
53.在图11图中,片材是成卷包装;图12是从图11中裁出2个盘的长度的一段的形状结构图。在两个图中,薄片(1)是长条形;毛细小孔(2)是圆形,以单个蜂房状排列成片,间隔分布在薄片(1)的中间;定位孔(3)是圆形,等距连续分布在薄片(1)的两边。该片材热压成型后在毛细小孔块的位置形成机插盘的底部,周围形成盘壁和盘边框,盘底出现矩阵排列的毛细小孔,产品不需要再冲孔。
54.在图13中,薄片(1)是长条形;毛细小孔(2)是圆形,以单个矩阵状或蜂房状排列,分布在薄片(1)上,是一种通用片材。
55.在图14中,片材采用成卷包装;图15是从图14中裁出一段的形状结构图。在两图中,薄片(1)是长条形;毛细小孔(2)是圆形,以单个矩阵状排列,分布在薄片(1)上,是一种通用材料。
56.在图16中,片材采用成卷包装;图17是从图16中裁出两个育苗盘长度的片材的形状结构图。在两图中,薄片(1)是长条形;毛细小孔(2)是圆形,以单个呈矩阵状排列成片,间隔分布在薄片(1)的中间;定位孔(3)是圆形,多个等距间隔连续分布在薄片(1)的两边。该片材加工后在毛细小孔的周围形成钵体和盘面,钵底出现一个小孔,不用再冲孔,钵体呈矩阵状排列。
57.图18的片材是成卷包装;图19是从图18中裁出两个盘长度的片材的形状结构图。在两图中,薄片(1)是长条形;毛细小孔(2)是圆形,以双个矩阵状排列成片,间隔分布在薄片(1)的中间,孔与孔之间的距离比较远;定位孔(3)是圆形,多个等距间隔连续分布在薄片(1)的两边。该片材加工后在2个毛细孔(2)的四周形成钵体和盘面,每个钵底有2个毛细小孔(2),不用再冲孔,钵体呈矩阵状排列。
58.图20、图21、图22、图23中,薄片(1)是长条形;毛细小孔(2)是圆形,分别是以3个、4个、5个、6个块状或环状为组合单元,呈矩阵状排列成片,间隔分布在薄片(1)的中间,每组孔之间的距离比较远;定位孔(3)是圆形或四方形,多个等距连续分布在薄片(1)的两边。该片材热压成型后在每组毛细小孔(2)的周围形成钵体和盘面,毛细小孔(2)在钵底的中间,分别有3个、4个、5个、6渗水孔,钵体呈矩阵状排列。
59.图24中,薄片(1)是长条形;毛细小孔(2)是圆形,以单个矩阵块状排列,孔与孔之间的距离比较远;定位孔(3)是圆形,多个等距连续排列在薄片(1)的两边;该片材热压成型后,在毛细小孔(2)的周围形成钵体和盘面,毛细小孔(2)在钵底的中间,是一种蜂房状排列的钵体盘。
60.图25是成卷包装的片材;图26是从图25的片材中裁出一段的形状结构图。在两图中,薄片(1)是长条形,毛细小孔(2)是圆形,以2个为组合单元矩阵块状排列成片,分布在薄片(1)的中间,孔与孔之间的距离比较远;定位孔(3)是圆形,多个等距连续排列在薄片(1)的两边;该片材可加工出钵底有2个渗水孔的蜂房状排列的钵体盘。
61.在图27、图28、图29、图30、图31、图32中,薄片(1)是长条形;毛细小孔(2)是圆形,分别是以3个、4个、5个、6个、9个、多个为组合单元蜂房块状排列成片,间隔分布在薄片(1)的中间;定位孔(3)是圆形或四方形,多个等距连续排列在薄片(1)的两边;可分别加工出钵底有3个、4个、5个、6个、9个、多个渗水孔蜂房状排列的钵钵盘。
62.在图33中,薄片(1)是长条形;毛细小孔(2)是圆形,以单个条状排列,间隔分布在
薄片(1)的中间;定位孔(3)是四方形,等距连续排列在薄片(1)的两边。该片材可加工出底部有长条形毛细小孔的包装盒。
63.在图34中,薄片(1)是长条形;毛细小孔(2)是圆形或四方形,以单个条状排列成片,间隔分布在薄片(1)的中间;定位孔(3)是圆形,多个等距连续分布在薄片(1)的两边,可加工出底部有2排毛细小孔的包装盒。
64.在图35中,薄片(1)是长条形;毛细小孔(2)是圆形,以多个块状排列成片,间隔分布在薄片的中间;定位孔(3)是四方形,多个等距连续分布在薄片(1)的两边,可加工出两组底部有矩阵块毛细小孔的包装盒。
65.在图36中,薄片(1)是长条形;毛细小孔(2)是圆形,以多个环状排列成片,间隔分布在薄片的中间;定位孔(3)是圆形,多个等距连续分布在薄片的两边。该片材可加工出两组底部有环状圆形毛细小孔的包装盒。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1