一种碗团自动化生产线的制作方法
1.本实用新型为一种碗团自动化生产线,属于食品加工领域,具体涉及一种碗团的生产装置。
背景技术:
2.碗团,又名碗托或灌肠,是山西地区著名的风味小吃。碗团的一种制作方法是将熬煮好的面浆盛于碗内,晾凉即可。
3.碗团因其口感爽利、营养价值丰富广受当地百姓欢迎,因此批量化制作碗团售卖就成为了当地的一项经济特色。过去碗团制作主要采用小作坊式人工进行,生产质量不稳定,产品保质日期较短,生产效率较低。
技术实现要素:
4.为解决上述技术问题,本实用新型提出一种用于碗团机械化、规模化生产的自动生产线。
5.为实现上述技术目的,本实用新型提供的技术方案为:
6.一种碗团自动化生产线,包括:面浆生产装置、预热暂存装置、熟化装置、定型封口装置和包装装置;所述面浆生产装置依次与预热暂存装置、熟化装置和定型封口装置通过管路连接,所述定型封口装置的出料转运至包装装置上进行包装生产。
7.所述面浆生产装置包括:储水罐、储面罐、均质泵和面浆出料管;所述储水罐上设置有出水口和循环进水口,所述出水口设置于储水罐下端,所述循环进水口设置于储水罐上部,所述出水口与均质泵进料口连通,所述储水罐与均质泵进料口连通的管路还与储面罐出料端连通,所述均质泵出料口分别与面浆出料管和循环进水口连通;所述面浆出料管上和循环进水口端均设置有直通阀。
8.所述预热暂存装置包括:储料罐和保温加热层,所述储料罐固定于保温加热层内,且所述储料罐外壁与保温加热层内壁之间为加热腔,所述储料罐上部设置有与其连通的预热进料管,储料罐下端设置有与其连通的预热出料管,所述加热腔上部设置有与其连通的加热进水管,加热腔下端设置有与其连通的加热出水管。
9.所述熟化装置包括:包括:搅拌罐、真空泵、搅拌动力模块和控制模块;所述搅拌罐竖直固定,所述搅拌罐竖直外壁上固定有加热层,所述加热层与搅拌罐竖直外壁之间设置有用于加热的空腔,所述空腔上设置有加热进气管和加热出气管,所述搅拌罐罐顶壁上设置有搅拌进料管和搅拌排气管,所述搅拌进料管用于面浆进料,所述搅拌排气管与真空泵进气口连通,所述搅拌罐罐顶壁的中心还设置有搅拌轴,所述搅拌轴形成相对搅拌罐转动趋势,所述搅拌轴与搅拌动力模块连接,所述搅拌动力模块驱动搅拌轴转动,所述真空泵和搅拌动力模块与控制模块电气连接,所述控制模块用于控制熟化装置运行。
10.所述定型封口装置包括:循环输送带、灌装机构、覆膜机构、封口定型机构和收膜机构;所述循环输送带为板链式输送机,所述循环输送带的每个链板上均设置有用于放置
底碗的通孔,所述循环输送带上从前至后依次设置有灌装机构、覆膜机构、封口定型机构和收膜机构。
11.所述封口定型机构包括:上机头、下机头和气泵;所述上机头固定于循环输送带上方,所述循环输送带下方固定有下机头,且所述上机头和下机头的竖直中心线共线,所述上机头和下机头均与气泵连通,所述气泵用于驱动上机头和下机头运行;
12.所述上机头包括:固定块和动作块,所述固定块相对于循环输送带固定设置,所述固定块正下方活动设置有动作块,所述动作块相对固定块形成上下升降趋势;
13.所述动作块下端面固定有环形切割刀,位于环形切割刀内侧且固定于动作块下端面的环形塑封加热圈,所述环形塑封加热圈内侧的动作块下端面上固定有气压定型囊。
14.所述气压定型囊为弹性皮囊,所述气压定型囊与动作块下端面之间形成球冠形腔体,所述动作块内固定有加热电阻丝,所述动作块内设置有球冠形腔体连通的进气管路,所述进气管路与气泵连通。
15.所述储面罐为上端开口的罐体,所述储面罐下部设置有锥形内壁,所述储面罐下端设置有出料端口。
16.所述储面罐出料端口与其连通的管路之间设置有弧形连接管。
17.所述均质泵出料口端连通中间主管,所述中间主管竖直设置,所述中间主管另一端分别与面浆面浆出料管和循环进水口连通。
18.所述保温加热层周边与储料罐外侧壁密封连接,所述加热腔为封闭空间。
19.所述搅拌动力模块包括:电动机和减速器,所述减速器输出轴与搅拌轴之间通过皮带传动。
20.所述搅拌罐一侧固定有安装支架,所述真空泵、搅拌动力模块和控制模块均固定于安装支架。
21.所述搅拌罐罐底设置有出料管。
22.所述搅拌罐罐顶壁上还设置有气体压力表、观察口、加水口和安全排气阀;
23.所述气体压力表、加水口和安全排气阀均与搅拌罐连通,所述观察口包括设置于搅拌罐罐顶壁上的通孔和固定于通孔内的观察玻璃。
24.所述控制模块包括:控制按钮组件、变频器、接触器km1、接触器km2、接触器km3和中间继电器ka1;
25.所述接触器km1的线圈为km1.1,接触器km1的触点为km1.2,
26.所述接触器km2的线圈为km2.1,接触器km1的触点为km2.2,
27.所述接触器km3的线圈为km3.1,接触器km1的触点为km3.2,
28.所述中间继电器ka1的线圈为km1.1,中间继电器ka1的触点为km1.2,
29.所述变频器电源接头和真空泵分别与三相电电气连接,所述真空泵与三相电连接的电路上依次设置有触点km1.2和触点km2.2,所述触点km2.2与真空泵之间的第一相电路上与线圈km1.1一端连接,所述线圈km1.1另一端依次与线圈 km3.1、线圈ka1.1、触点ka1.2和常闭按钮sb2串联,所述常闭按钮sb2另一端与触点km2.2和真空泵之间的第二相电路连接,所述触点ka1.2的两端并接有常开按钮sb1;
30.所述变频器电源输出端与触点km3.2串联后和电动机电气连接,所述触点 km3.2和电动机的任意两条电路之间并接有线圈km2.1,所述变频器控制端设置有k1键、k2键和k3
键,所述k1键控制电动机启动停止,所述k2键控制电动机的第一转速,所述k3键控制电动机的第二转速。
31.所述灌装机构包括:灌装支架、灌装筒和电动推杆;所述灌装支架固定于包装循环输送带上方,所述包装循环输送带正上方的灌装支架内固定有灌装筒,所述灌装筒为一端开口的筒状结构,且所述灌装筒另一端设置有进料口和出料口,所述进料口与面浆输送管路连通,所述出料口端口朝下正对底碗,所述灌装筒一端固定有电动推杆,且电动推杆的活塞杆自灌装筒开口端设置于灌装筒内。
32.所述覆膜机构包括:覆膜支架和覆膜辊,所述覆膜支架包括两个竖直架,包装循环输送带两侧个固定一个竖直架,两个竖直架之间设置有覆膜辊,所述覆膜辊绕其中轴转动,所述覆膜辊上卷绕有多层塑料膜。
33.所述下机头包括下固定架和下支撑架,所述下固定架相对固定包装循环输送带的板链下方,所述下固定架上方设置有下支撑架,且所述下支撑架可相对下固定架上下升降,所述下支撑架为矩形框架结构,所述下支撑架上设置有凹槽,所述凹槽与底碗的下部相适应,所述下支撑架上升后形成凹槽与底碗下端面抵触趋势。
34.所述收膜机构包括:收膜支架、收膜卷轴和收膜电机;所述收膜支架固定于包装循环输送带的板链上方,所述包装循环输送带的板链正上方且位于收膜支架上设置有收膜卷轴,所述收膜卷轴是绕其中轴转动的辊子,所述收膜支架上固定有收膜电机,所述收膜电机用于驱动收膜卷轴转动。
35.所述气压定型囊为食品级硅胶。
36.所述动作块内设置有储气空间,所述储气空间设置于进气管路上,且所述加热电阻丝设置于储气空间内,所述加热电阻丝温度不超过200℃。
37.所述包装循环输送带的板链上方且位于封口定型机构的前后两端各固定有一个辅助辊子,所述覆膜辊上的塑料膜自辅助辊子下方穿过后绕至收膜卷轴上。
38.所述包装装置包括:包装循环输送带、料包下料机构、包装机构和袋口热封切割机;所述包装循环输送带上从前至后依次设置有若干料包下料机构、包装机构和袋口热封切割机。
39.所述袋口热封切割机为佛山松川珠冠智能装备有限公司sz180智能枕式包装机。
40.所述包装循环输送带包括;两个并排设置的输送板链和位于两列输送板链之间的输送齿链;
41.所述输送齿链包括:链轮、链条和齿牙;多个链轮依次排列,所述链条套装于多个链轮上形成循环转动趋势,所述链条位于两列输送板链之间,所述链条的部分外链板上固定齿牙,所述齿牙朝向链条外侧且高于输送板链的上端面。
42.所述料包下料机构包括:下料支架、料包辊、动力轮组和切割组;
43.所述下料支架相对包装循环输送带固定设置,所述料包辊、动力轮组和切割组从上至下依次固定于下料支架上,所述动力轮组包括两个相切的滚轮,且至少一个滚轮由电机驱动,所述切割组包括固定切割刀和活动切割刀,所述固定切割刀一端设置有水平刀刃a,所述活动切割刀为直杆,所述活动切割刀一端设置有水平刀刃b,所述活动切割刀另一端活动套装于套筒内,所述套筒固定于下料支架上,且所述套筒为一端开口的筒状结构,所述活动切割刀另一端端头和套筒一端之间设置有压缩弹簧,所述套筒内还设置有偏心轮,所
述偏心轮转动形成驱动水平刀刃b与水平刀刃a抵触的趋势。
44.两个滚轮的竖直切线与水平刀刃a共竖直面。
45.所述包装机构包括:包装支架、包装膜辊子、辅助包装导板和热塑装置;所述包装支架相对包装循环输送带固定设置,所述包装支架上设置有包装膜辊子,所述包装循环输送带上方的包装支架上固定有辅助包装导板,所述包装循环输送带下方固定有热塑装置;且所述包装膜辊子、辅助包装导板和热塑装置依包装循环输送带输送方向从前至后依次排列;
46.所述包装膜辊子是相对包装支架转动的中轴,所述包装膜辊子上缠绕有条状包装袋,所述辅助包装导板包括水平板,且水平板前端宽度是后端宽度的两倍,所述水平板两侧端面固定有辅助条,且所述辅助条的竖直截面为半圆形板。
47.所述包装膜辊子和辅助包装导板之间的包装支架上设置有压覆辊子,所述压覆辊子下端面低于水平板下端面。
48.所述输送齿链末端的链轮位于辅助包装导板下方且位于热塑装置前方。
49.本实用新型与现有技术相比具有以下有益效果:
50.一、本实用新型实现了碗团机械化、规模化、连续作业,具有速度快、品质可控、外部污染少的优点。
51.二、本实用新型采用采用均质泵将水和面粉快速混合,形成品质稳定的面浆,防止出现面粉颗粒,同时具有面浆制作效率高的优点。
52.三、本实用新型中间主管直径为dn30~dn50,所述中间主管长度不超过 1.2m;所述循环水管直径为dn30~dn50,所述循环水管长度不超过1.2m;面浆在管内流动时存在挂壁现象,该管径和长度可以确保面浆不会凝结在管壁上导致长时间运行后形成面浆堵塞管路的局面。
53.四、本实用新型采用气压定型囊,之前设备曾采用下端面为弧形板的加热金属块,因灌装后熟化面浆上端存在沟槽,塑料膜覆盖其上,金属块下压定型后,塑料膜内存在气泡,导致产品外观较差且缩短保质周期,造成气泡留存的主要原因在于熟化面浆上端存在沟槽内的气泡被金属块压死,无法排除导致,采用气压定型囊,气体注入后气压定型囊下端首先接触熟化面浆,此时处于底碗中心,气压定型囊逐步扩大,气压定型囊实现自底碗中心向底碗周边逐步扩大与熟化面浆接触面的过程,进而将面浆内气泡排除,同时实现面浆定型的目的。
54.五、本实用新型采用输送齿链,相邻的的齿牙之间放置凹形盘,便于定位,便于后期每个凹形盘内添加料包。
附图说明
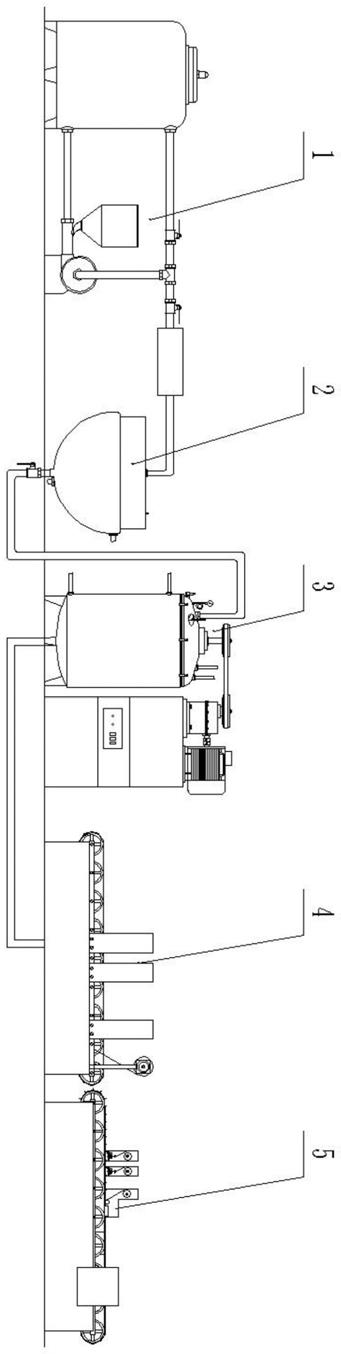
55.图1为本实用新型结构示意图。
56.图2为本实用新型面浆生产装置结构示意图。
57.图3为本实用新型储水罐剖面示意图。
58.图4为本实用新型预热暂存装置剖面结构示意图。
59.图5为本实用新型熟化装置结构示意图。
60.图6为本实用新型熟化装置俯视图。
61.图7为本实用新型搅拌罐剖面结构示意图。
62.图8为本实用新型熟化装置电路示意图。
63.图9为本实用新型定型封口装置结构示意图。
64.图10为本实用新型封口定型机构结构示意图。
65.图11为本实用新型封口定型机构剖面示意图。
66.图12为本实用新型图11中a的放大示意图。
67.图中:1为面浆生产装置,2为预热暂存装置,3为熟化装置,4为定型封口装置,5为包装装置,11为储水罐,12为储面罐,13为均质泵,14为面浆出料管,111为出水口,112为循环进水口,131为中间主管,132为循环水管,21 为储料罐,22为保温加热层,211为预热进料管,212为预热出料管,231为加热进水管,232为加热出水管,31为搅拌罐,32为真空泵,33为搅拌动力模块, 34为控制模块,35为加热层,311为搅拌轴,312为搅拌进料管,313为搅拌排气管,351为空腔,41为循环输送带,42为灌装机构,43为覆膜机构,44为封口定型机构,45为收膜机构,442为上机头,443为下机头,421为固定块,422 为动作块,423为环形切割刀,424为环形塑封加热圈,425为气压定型囊。
具体实施方式
68.为进一步理解本实用新型,下面结合附图和实施例详细阐述:
69.实施例1
70.如图1至图12所述:本实用新型一种碗团自动化生产线,包括:面浆生产装置1、预热暂存装置2、熟化装置3、定型封口装置4和包装装置5;所述面浆生产装置1依次与预热暂存装置2、熟化装置3和定型封口装置4通过管路连接,所述定型封口装置4的出料转运至包装装置5上进行包装生产。
71.所述面浆生产装置1包括:储水罐11、储面罐12、均质泵13和面浆出料管 14;所述储水罐11上设置有出水口111和循环进水口112,所述出水口111设置于储水罐11下端,所述循环进水口112设置于储水罐11上部,所述出水口 111与均质泵13进料口连通,所述储水罐11与均质泵13进料口连通的管路还与储面罐12出料端连通,所述均质泵13出料口分别与面浆出料管14和循环进水口112连通;所述面浆出料管14上和循环进水口112端均设置有直通阀。
72.所述均质泵13出料口端连通中间主管131,所述中间主管131竖直设置,所述中间主管131另一端分别与面浆出料管14和循环进水口112连通;
73.所述中间主管131另一端与循环进水口112之间的连通管为循环水管132,所述循环水管132水平设置;
74.所述中间主管131直径为dn30,所述中间主管131长度为1.2m;所述循环水管132直径为dn50,所述循环水管132长度为1.0m。
75.所述预热暂存装置2包括:储料罐21和保温加热层22,所述储料罐21固定于保温加热层22内,且所述储料罐21外壁与保温加热层22内壁之间为加热腔23,所述储料罐21上部设置有与其连通的预热进料管211,储料罐21下端设置有与其连通的预热出料管212,所述加热腔23上部设置有与其连通的加热进水管231,加热腔23下端设置有与其连通的加热出水管232。
76.所述熟化装置3包括:包括:搅拌罐31、真空泵32、搅拌动力模块33和控制模块34;所述搅拌罐31竖直固定,所述搅拌罐31竖直外壁上固定有加热层 35,所述加热层35与搅拌罐31竖直外壁之间设置有用于加热的空腔351,所述空腔351上设置有加热进气管和加热出气管,所述搅拌罐31罐顶壁上设置有搅拌进料管312和搅拌排气管313,所述搅拌进料管312用于面浆进料,所述搅拌排气管313与真空泵32进气口连通,所述搅拌罐31罐顶壁的中心还设置有搅拌轴311,所述搅拌轴311形成相对搅拌罐31转动趋势,所述搅拌轴311与搅拌动力模块33连接,所述搅拌动力模块33驱动搅拌轴311转动,所述真空泵和搅拌动力模块33与控制模块34电气连接,所述控制模块34用于控制熟化装置运行。
77.所述定型封口装置4包括:循环输送带41、灌装机构42、覆膜机构43、封口定型机构44和收膜机构45;所述循环输送带41为板链式输送机,所述循环输送带41的每个链板上均设置有用于放置底碗的通孔,所述循环输送带41上从前至后依次设置有灌装机构42、覆膜机构43、封口定型机构44和收膜机构45。
78.所述封口定型机构44包括:上机头442、下机头443和气泵;所述上机头 442固定于循环输送带41上方,所述循环输送带41下方固定有下机头443,且所述上机头442和下机头443的竖直中心线共线,所述上机头442和下机头443 均与气泵连通,所述气泵用于驱动上机头442和下机头443运行;
79.所述上机头442包括:固定块421和动作块422,所述固定块421相对于循环输送带41固定设置,所述固定块421正下方活动设置有动作块422,所述动作块422相对固定块421形成上下升降趋势;
80.所述动作块422下端面固定有环形切割刀423,位于环形切割刀423内侧且固定于动作块422下端面的环形塑封加热圈424,所述环形塑封加热圈424内侧的动作块422下端面上固定有气压定型囊425。
81.所述气压定型囊425为弹性皮囊,所述气压定型囊425与动作块422下端面之间形成球冠形腔体,所述动作块422内固定有加热电阻丝,所述动作块422 内设置有球冠形腔体连通的进气管路,所述进气管路与气泵连通。
82.实施例2
83.如图1至图12所述:本实用新型一种碗团自动化生产线,包括:面浆生产装置1、预热暂存装置2、熟化装置3、定型封口装置4和包装装置5;所述面浆生产装置1依次与预热暂存装置2、熟化装置3和定型封口装置4通过管路连接,所述定型封口装置4的出料转运至包装装置5上进行包装生产。
84.所述面浆生产装置1包括:储水罐11、储面罐12、均质泵13和面浆出料管 14;所述储水罐11上设置有出水口111和循环进水口112,所述出水口111设置于储水罐11下端,所述循环进水口112设置于储水罐11上部,所述出水口 111与均质泵13进料口连通,所述储水罐11与均质泵13进料口连通的管路还与储面罐12出料端连通,所述均质泵13出料口分别与面浆出料管14和循环进水口112连通;所述面浆出料管14上和循环进水口112端均设置有直通阀。
85.所述均质泵13出料口端连通中间主管131,所述中间主管131竖直设置,所述中间主管131另一端分别与面浆出料管14和循环进水口112连通;
86.所述中间主管131另一端与循环进水口112之间的连通管为循环水管132,所述循
环水管132水平设置;
87.所述中间主管131直径为dn50,所述中间主管131长度为1.0m;所述循环水管132直径为dn30,所述循环水管132长度为1.2m。
88.所述预热暂存装置2包括:储料罐21和保温加热层22,所述储料罐21固定于保温加热层22内,且所述储料罐21外壁与保温加热层22内壁之间为加热腔23,所述储料罐21上部设置有与其连通的预热进料管211,储料罐21下端设置有与其连通的预热出料管212,所述加热腔23上部设置有与其连通的加热进水管231,加热腔23下端设置有与其连通的加热出水管232。
89.所述熟化装置3包括:包括:搅拌罐31、真空泵32、搅拌动力模块33和控制模块34;所述搅拌罐31竖直固定,所述搅拌罐31竖直外壁上固定有加热层 35,所述加热层35与搅拌罐31竖直外壁之间设置有用于加热的空腔351,所述空腔351上设置有加热进气管和加热出气管,所述搅拌罐31罐顶壁上设置有搅拌进料管312和搅拌排气管313,所述搅拌进料管312用于面浆进料,所述搅拌排气管313与真空泵32进气口连通,所述搅拌罐31罐顶壁的中心还设置有搅拌轴311,所述搅拌轴311形成相对搅拌罐31转动趋势,所述搅拌轴311与搅拌动力模块33连接,所述搅拌动力模块33驱动搅拌轴311转动,所述真空泵和搅拌动力模块33与控制模块34电气连接,所述控制模块34用于控制熟化装置运行。
90.所述定型封口装置4包括:循环输送带41、灌装机构42、覆膜机构43、封口定型机构44和收膜机构45;所述循环输送带41为板链式输送机,所述循环输送带41的每个链板上均设置有用于放置底碗的通孔,所述循环输送带41上从前至后依次设置有灌装机构42、覆膜机构43、封口定型机构44和收膜机构45。
91.所述封口定型机构44包括:上机头442、下机头443和气泵;所述上机头 442固定于循环输送带41上方,所述循环输送带41下方固定有下机头443,且所述上机头442和下机头443的竖直中心线共线,所述上机头442和下机头443 均与气泵连通,所述气泵用于驱动上机头442和下机头443运行;
92.所述上机头442包括:固定块421和动作块422,所述固定块421相对于循环输送带41固定设置,所述固定块421正下方活动设置有动作块422,所述动作块422相对固定块421形成上下升降趋势;
93.所述动作块422下端面固定有环形切割刀423,位于环形切割刀423内侧且固定于动作块422下端面的环形塑封加热圈424,所述环形塑封加热圈424内侧的动作块422下端面上固定有气压定型囊425。
94.所述气压定型囊425为弹性皮囊,所述气压定型囊425与动作块422下端面之间形成球冠形腔体,所述动作块422内固定有加热电阻丝,所述动作块422 内设置有球冠形腔体连通的进气管路,所述进气管路与气泵连通。
95.实施例3
96.如图1至图12所述:本实用新型一种碗团自动化生产线,包括:面浆生产装置1、预热暂存装置2、熟化装置3、定型封口装置4和包装装置5;所述面浆生产装置1依次与预热暂存装置2、熟化装置3和定型封口装置4通过管路连接,所述定型封口装置4的出料转运至包装装置5上进行包装生产。
97.所述面浆生产装置1包括:储水罐11、储面罐12、均质泵13和面浆出料管 14;所述
储水罐11上设置有出水口111和循环进水口112,所述出水口111设置于储水罐11下端,所述循环进水口112设置于储水罐11上部,所述出水口 111与均质泵13进料口连通,所述储水罐11与均质泵13进料口连通的管路还与储面罐12出料端连通,所述均质泵13出料口分别与面浆出料管14和循环进水口112连通;所述面浆出料管14上和循环进水口112端均设置有直通阀。
98.所述均质泵13出料口端连通中间主管131,所述中间主管131竖直设置,所述中间主管131另一端分别与面浆出料管14和循环进水口112连通;
99.所述中间主管131另一端与循环进水口112之间的连通管为循环水管132,所述循环水管132水平设置;
100.所述中间主管131直径为dn40,所述中间主管131长度为1.0m;所述循环水管132直径为dn40,所述循环水管132长度为1.0m。
101.所述预热暂存装置2包括:储料罐21和保温加热层22,所述储料罐21固定于保温加热层22内,且所述储料罐21外壁与保温加热层22内壁之间为加热腔23,所述储料罐21上部设置有与其连通的预热进料管211,储料罐21下端设置有与其连通的预热出料管212,所述加热腔23上部设置有与其连通的加热进水管231,加热腔23下端设置有与其连通的加热出水管232。
102.所述熟化装置3包括:包括:搅拌罐31、真空泵32、搅拌动力模块33和控制模块34;所述搅拌罐31竖直固定,所述搅拌罐31竖直外壁上固定有加热层 35,所述加热层35与搅拌罐31竖直外壁之间设置有用于加热的空腔351,所述空腔351上设置有加热进气管和加热出气管,所述搅拌罐31罐顶壁上设置有搅拌进料管312和搅拌排气管313,所述搅拌进料管312用于面浆进料,所述搅拌排气管313与真空泵32进气口连通,所述搅拌罐31罐顶壁的中心还设置有搅拌轴311,所述搅拌轴311形成相对搅拌罐31转动趋势,所述搅拌轴311与搅拌动力模块33连接,所述搅拌动力模块33驱动搅拌轴311转动,所述真空泵和搅拌动力模块33与控制模块34电气连接,所述控制模块34用于控制熟化装置运行。
103.所述定型封口装置4包括:循环输送带41、灌装机构42、覆膜机构43、封口定型机构44和收膜机构45;所述循环输送带41为板链式输送机,所述循环输送带41的每个链板上均设置有用于放置底碗的通孔,所述循环输送带41上从前至后依次设置有灌装机构42、覆膜机构43、封口定型机构44和收膜机构45。
104.所述封口定型机构44包括:上机头442、下机头443和气泵;所述上机头 442固定于循环输送带41上方,所述循环输送带41下方固定有下机头443,且所述上机头442和下机头443的竖直中心线共线,所述上机头442和下机头443 均与气泵连通,所述气泵用于驱动上机头442和下机头443运行;
105.所述上机头442包括:固定块421和动作块422,所述固定块421相对于循环输送带41固定设置,所述固定块421正下方活动设置有动作块422,所述动作块422相对固定块421形成上下升降趋势;
106.所述动作块422下端面固定有环形切割刀423,位于环形切割刀423内侧且固定于动作块422下端面的环形塑封加热圈424,所述环形塑封加热圈424内侧的动作块422下端面上固定有气压定型囊425。
107.所述气压定型囊425为弹性皮囊,所述气压定型囊425与动作块422下端面之间形
成球冠形腔体,所述动作块422内固定有加热电阻丝,所述动作块422 内设置有球冠形腔体连通的进气管路,所述进气管路与气泵连通。
108.本实用新型的生产工艺如下:
109.一种碗团自动化生产工艺,其步骤为:
110.一、制作面浆,所述荞麦面粉和盐水混合;所述荞麦粉、水、盐的重量分数比为40:155:2.5;
111.二、面浆熟化,面浆经过过滤后进行加热熟化,熟化过程中同时进行搅拌;搅拌速度为40r/min;
112.三、面浆均化,面浆加热熟化后期,加快搅拌速度,搅拌速度为3000r/min;
113.四、灌浆定型,将面浆注入碗内,经过覆膜机构43在碗上覆盖塑料膜后经过气压定型囊425加热、挤压定型;
114.五、包装,定型的面浆的碗和料包整体封装至塑料包内。
115.上述实施方式仅示例性说明本发明的原理及其效果,而非用于限制本发明。对于熟悉此技术的人皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改进。因此,凡举所述技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1