一种茶饼茶砖自动压制工艺的制作方法
1.本发明涉及茶叶加工技术领域,尤其涉及一种茶饼茶砖自动压制工艺。
背景技术:
2.饮茶已成人们日常生活中不可缺少的习惯,中国是茶的故乡,源远流长,茶的品种五花八门,饮茶既可陶冶性情,交朋接友,又可以健身强体,预防和驱除疾病,延年益寿。茶叶制作成饼茶或砖茶一般都需要经过装茶、秤重、蒸茶、压茶等处理工序。目前将松散的茶叶紧压成形为饼茶或砖茶有两种加工方式,一是完全用手工在模型中揉压成型。第二种是采用压力设备和模具压制成型。采用压力设备和模具压制茶饼茶砖成型的效率要优于手工压制。
3.但在传统采用压力设备和模具的茶饼茶砖压制工艺中,由于模槽在工作台上的安装主要通过螺钉连接,当需要维护模槽或者根据生产需要更换具有相应需求规格的模槽时,需要人工逐个旋拧模槽与工作台的多个螺钉方可完成模槽在工作台上的拆装,不仅拆装效率低,且操作人员劳动强度大,生产成本高。
技术实现要素:
4.为解决了现有技术中的采用压力设备和模具的茶饼茶砖压制工艺的模槽在工作台上拆装不便的技术问题,本发明提供一种茶饼茶砖自动压制工艺。
5.本发明采用以下技术方案实现:一种茶饼茶砖自动压制工艺,其依次包括如下步骤:
6.步骤s1:在谷雨前后采集茶树的一芽三叶,并去除其中掺杂的病虫叶及焦头焦边叶;
7.步骤s2:对采集得到的茶叶进行农药残留检测,保留符合国家标准采集的茶叶;
8.步骤s3:称取茶叶,并将称取后的茶叶在150
‑
200℃的高温蒸汽内气蒸灭菌1
‑
5分钟;
9.步骤s4:将气蒸灭菌后的茶叶趁热倒入选用的模槽中,拨平茶叶,使茶饼在模槽中的分布均匀;对茶叶施压使其压制于模槽中,定压时间为10
‑
15秒;
10.步骤s5:对压制后的茶叶进行冷却,冷却温度至35℃以下;
11.步骤s6:对茶叶进行脱模、晾干,并冷却至常温后进行晾晒,以制成形茶砖或者茶饼;
12.步骤s7:将茶砖或者茶饼置在托架上或框架后进行包装;
13.其中,在步骤s5中的所述模槽的槽口向上且整体呈矩形结构;所述模槽支撑在一工作台上,所述模槽的两侧相对设置有两个夹板,两个所述夹板之间形成用于夹持固定所述模槽的夹持空间;所述工作台上设置有用于调节两个所述夹板之间相对距离的调距组件。
14.作为上述方案的进一步改进,在所述步骤s3中,茶叶的气蒸温度为175℃,气蒸时
间为3分钟。
15.作为上述方案的进一步改进,在所述步骤s4中,所述气压机压制茶叶的定压时间为13秒。
16.作为上述方案的进一步改进,在所述步骤s5中,将压制后的茶叶冷却至20℃。
17.作为上述方案的进一步改进,所述调距组件包括相对设置在所述工作台顶部的两个立板,两个所述立板分别位于两个所述夹板远离所述模槽的一侧;每个所述立板上转动穿插有与其相垂直的套筒一,所述套筒一上同心穿插有与其螺纹配合的套筒二;所述套筒二的一端与相邻的所述夹板固定相连;所述夹板与相邻的所述立板之间设置有伸缩杆。
18.作为上述方案的更进一步改进,所述模槽的侧壁上开设有与所述夹板相配合的夹槽。
19.作为上述方案的更进一步改进,所述套筒二中同心开设有轴向槽,所述轴向槽内远离所述模槽的一侧螺纹插设有一螺杆,所述轴向槽内靠近所述模槽的一侧依次设置有与所述轴向槽密封滑动配合的活塞一和活塞二,且位于所述活塞一与所述活塞二之间的所述轴向槽内收容有液压油;所述螺杆靠近所述模槽的一端转动设置有与其同心的连杆一,所述连杆一远离所述螺杆的一端固定在所述活塞一上;
20.所述夹板整体呈圆形结构且板体内具有中空腔,所述夹板的外周侧上径向设置有两个相对的滑槽,两个所述滑槽中均滑动连接有滑块,两个所述滑块上均固定穿插有卡杆,两个所述卡杆相对的一端均设置有斜台;所述活塞二靠近所述模槽的一侧设置有与所述卡杆相垂直的连杆二,所述连杆二靠近所述模槽的一端伸入所述中空腔、并连接有与两个所述斜台滑动挤压配合的滑珠;位于所述滑槽槽口与所述滑块的相应侧壁之间的所述卡杆的外侧套设有弹簧二;
21.两个所述卡杆的另一端均穿出至相应的所述滑槽的槽口外;所述夹槽内开设有与穿出至所述滑槽槽口外的所述卡杆端部卡接配合的卡槽。
22.作为上述方案的更进一步改进,所述轴向槽与所述螺杆位置相对应的槽体截面呈圆形结构;所述轴向槽与所述活塞一和活塞二位置相对应的槽体截面呈矩形结构。
23.作为上述方案的更进一步改进,所述螺杆的相对另一端突出至所述轴向槽远离所述模槽一侧的槽口外侧、并连接有一拧头。
24.本发明的有益效果为:
25.本发明的茶饼茶砖自动压制工艺的步骤中所采用的模槽与工作台之间通过设置的夹板、套筒一以及调距组件等结构,可提高模槽在工作台上的拆装效率,降低操作人员劳动强度大和生产成本高。
26.本发明的茶饼茶砖自动压制工艺,通过设置的套筒二、螺杆、连杆一、活塞一、活塞二、连杆二、滑珠、斜台以及卡杆等结构,可将夹板在夹槽中进行锁紧固定,使模槽在工作台上的安装更加稳固可靠,同时可适用于多种具有不同长度的模槽,适配性高。
附图说明
27.图1为本发明实施例1提供的茶饼茶砖自动压制工艺的流程示意图;
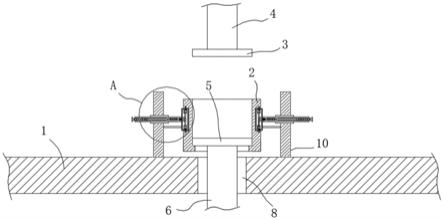
28.图2为本发明实施例2提供的茶饼茶砖自动压制工艺的步骤s5中的模槽安装在工作台上的结构示意图;
29.图3为图2中模槽安装在工作台上的剖面结构示意图;
30.图4为图3中a处放大的结构示意图;
31.图5为图4中b处放大的结构示意图。
32.主要符号说明:
33.1、工作台;2、模槽;3、施压板;4、施压杆;5、顶板;6、顶杆;8、通槽;9、夹板;10、立板;11、套筒一;12、套筒二;13、伸缩杆;14、夹槽;15、螺杆;16、连杆一;17、活塞一;18、活塞二;19、连杆二;20、滑珠;21、滑槽;22、滑块;23、卡杆;24、斜台;25、弹簧二;26、卡槽;28、弹簧一。
具体实施方式
34.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
35.实施例1
36.请结合图1,茶饼茶砖自动压制工艺依次包括如下步骤:
37.步骤s1:在谷雨前后采集茶树的一芽三叶,并去除其中掺杂的病虫叶及焦头焦边叶。
38.步骤s2:对采集得到的茶叶进行农药残留检测,保留符合国家标准采集的茶叶。
39.步骤s3:称取茶叶,并将称取后的茶叶在150
‑
200℃的高温蒸汽内气蒸灭菌1
‑
5分钟。
40.步骤s4:将气蒸灭菌后的茶叶趁热倒入选用的模槽中,拨平茶叶,使茶饼在模槽中的分布均匀。对茶叶施压使其压制于模槽中,定压时间为10
‑
15秒。
41.步骤s5:对压制后的茶叶进行冷却,冷却温度至35℃以下。
42.步骤s6:对茶叶进行脱模、晾干,并冷却至常温后进行晾晒,以制成形茶砖或者茶饼。
43.步骤s7:将茶砖或者茶饼置在托架上或框架后进行包装。
44.在步骤s3中,茶叶的气蒸温度为175℃,气蒸时间为3分钟。
45.在步骤s4中,气压机压制茶叶的定压时间为13秒。
46.在步骤s5中,将压制后的茶叶冷却至20℃。
47.实施例2
48.请结合图2至图5,步骤s5中的模槽2槽口向上且整体呈矩形结构。模槽2支撑在一工作台1上。在本实施例中,模槽2的上方安装有施压组件,施压组件可包括用于压制模槽2中茶叶的施压板3以及连接在施压板3上以用于为施压板3提供下压力的施压杆4。施压板3的形状结构与模槽2的槽口相适配,施压杆4上的下压力可由液压缸进行驱动。在工作台1的台体上开设有通槽8,通槽8中活动穿插有顶杆6,模槽2的槽底也具有槽口,但模槽2底部的槽口要小于其顶部的槽口。模槽2内的底部设置有与其槽体相适配且用于封闭其底部的槽口的顶板5,顶杆6的一端连接在顶板5上、并用于在需要脱模时向顶杆6提供顶升力,顶杆6的另一端也可由液压缸进行驱动。
49.模槽2的两侧相对设置有两个夹板9,两个夹板9之间形成用于夹持固定模槽2的夹
持空间(图未示)。工作台1上设置有用于调节两个夹板9之间相对距离的调距组件,以便将模槽2在工作台1上的拆装。
50.调距组件包括相对设置在工作台1顶部的两个立板10,两个立板10分别位于两个夹板9远离模槽2的一侧。每个立板10上转动穿插有与其相垂直的套筒一11,立板10上开设有供套筒一11插置的筒孔(图未示),套筒一11与筒孔之间通过轴承转动连接。套筒一11上同心穿插有与其螺纹配合的套筒二12。套筒二12的一端与相邻的夹板9固定相连。夹板9与相邻的立板10之间设置有伸缩杆13,通过伸缩杆13可避免套筒二12在与套筒一11螺纹配合时跟随套筒一11转动,使套筒二12可相对套筒一11、并保持在套筒一11的轴向上移动。
51.模槽2的侧壁上开设有与夹板9相配合的夹槽14,夹槽14的形状结构与夹板9相适配,且夹槽14与夹板9之间可以卡合连接,以使夹板9对模槽的夹持更加稳固可靠。
52.套筒二12中同心开设有轴向槽(未标示),轴向槽内远离模槽2的一侧螺纹插设有一螺杆15,轴向槽内靠近模槽2的一侧依次设置有与轴向槽密封滑动配合的活塞一17和活塞二18,且位于活塞一17与活塞二18之间的轴向槽内收容有液压油(未标示)。通过液压油可实现活塞一17与活塞二18间的液压传动。
53.螺杆15靠近模槽2的一端转动设置有与其同心的连杆一16,连杆一16与螺杆15之间通过轴承转动连接。连杆一16远离螺杆15的一端固定在活塞一17上。筒螺杆15与轴向槽之间的螺纹配合,可使螺杆15在轴向槽中通过连杆一16带动活塞一17轴向移动。
54.夹板9整体呈圆形结构且板体内具有中空腔(图未示),夹板9的外周侧上径向设置有两个相对的滑槽21,两个滑槽21中均滑动连接有滑块22,两个滑块22上均固定穿插有卡杆23,两个卡杆23相对的一端均设置有斜台24。活塞二18靠近模槽2的一侧设置有与卡杆23相垂直的连杆二19,连杆二19靠近模槽2的一端伸入中空腔、并连接有与两个斜台24滑动挤压配合的滑珠20。夹板9靠近套筒二12的一侧开设有筒插槽(未标示),即可将套筒二12插置固定在筒插槽上,且筒插槽与夹板9的中空腔连通。
55.位于所述轴向槽内的所述连杆二19外侧套设有弹簧一28,通过弹簧一28可帮助活塞二18在受压后进行复位。
56.本实施例中斜台24整体呈类似直角三角形结构,斜台24的斜边与滑珠20滑动挤压配合连接,且斜台24的其中一个直角边连接卡杆23,另一个直角边位于远离套筒二12的一侧。当连杆二19带动滑珠20朝着模槽2方向移动时,滑珠20会通过与两个斜台24斜面滑动挤压接触,使两个斜台24分别带动卡杆23相互分离,以使卡杆23分别卡入夹槽14的卡槽26中,以实现夹板9在夹槽14中锁定固定。
57.位于滑槽21槽口与滑块22的相应侧壁之间的卡杆23的外侧套设有弹簧二25,通过弹簧二25的弹性形变,可使滑珠20对斜台24的挤压力在逐渐减小时,释放弹力迫使滑块22和卡杆23回复至初始位置,以使卡杆23从卡槽26中脱离。
58.两个卡杆23的另一端均穿出至相应的滑槽21的槽口外。夹槽14内开设有与穿出至滑槽21槽口外的卡杆23端部卡接配合的卡槽26。
59.轴向槽与螺杆15位置相对应的槽体截面呈圆形结构,本实施例中轴向槽与螺杆15位置相对应的槽体上布设有与螺杆15上外螺纹相对应的内螺纹(未标示)。轴向槽与活塞一17和活塞二18位置相对应的槽体截面呈矩形结构,本实施例中轴向槽与活塞一17和活塞二18位置相对应的槽体截面还可呈三角形结构或者其他多边形结构,只要能保证活塞一17和
活塞二18在轴向槽内的正常移动,还可以为其他的截面结构。
60.螺杆15的相对另一端突出至轴向槽远离模槽2一侧的槽口外侧、并连接有一拧头(未标示),通过拧头方便对螺杆15的转动。
61.本实施例的工作原理具体为,先将模槽2放置在工作台1上,转动两个套筒一11使其与相应的套筒二12之间相互螺纹作用,并在伸缩杆13的限位作用下,使两个套筒二12分别带动两个夹板9相互靠近直至两个夹板9分别卡入模槽2侧壁上的相应夹槽14中,然后通过拧头带动螺杆15转动,使螺杆15在轴向槽中轴向移动以通过连杆一16带动活塞一17在轴向槽中移动,活塞一17通过液压油带动活塞二18和连杆二19移动,使连杆二19带动滑珠20朝向模槽2方向移动,并同时滑动挤压两个斜台24,使两个斜台24分别带动两个的卡杆23之间相互分离,以使两个卡杆23分别卡入夹槽14的相应卡槽26中,实现夹板9在夹槽14中的锁定固定,从而完成模槽2在工作台1上的组装。
62.当模槽2在使用时,将气蒸灭菌后的茶叶趁热倒入选用的模槽2中,使茶饼在模槽中的分布均匀。通过液压缸的活塞杆带动施压杆4和施压板3对茶叶施压,使其被压制于模槽中,定压时间为13秒。当需要脱模时,可通过液压缸的活塞杆带动顶杆6和顶板5将压制成形的茶砖或者茶饼从模槽2中顶出即可。以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1