一种双向分切输送设备的制作方法
1.本实用新型涉及一种生产馒头的双向分切输送设备,属于炊事机械技术领域。
背景技术:
2.目前,市场上的馒头生产输送设备需要有操作人员进行人工分切、人工搬运转移大块面团到指定位置,面团大小、运输时间均不稳定,从而使生产进程时快时慢,操作人员劳动强度大,工作效率低下,人手与面团接触时间长,影响食品卫生。
技术实现要素:
3.本实用新型所要解决的技术问题是针对现有技术存在的缺陷,提供一种双向分切输送设备,用智能感应的自动化设备来代替老的设备及人工操作,实现自动化生产,提高工作效率,减轻工作难度,增加工作进程稳定度。
4.为解决这一技术问题,本实用新型提供了一种双向分切输送设备,包括压面提升机、提升输送机、双向分切输送机和馒头成型机,所述压面提升机和双向分切输送机通过提升输送机连接,所述馒头成型机设于双向分切输送机下方;所述压面提升机包括预压部分、过渡滚轮部分和整压部分,过渡滚轮部分设置在预压部分与整压部分之间,和好的面经预压部分预压后经过渡滚轮送至整压部分揉压,两次压延后的面团形成矩形面片,整压过的面片进入提升输送机,面片通过提升输送机输送到双向分切输送机进行分切,所述双向分切输送机包括输送滚轮,面片经过输送滚轮进入馒头成型机中,馒头成型机内置蛟龙和滚刀,面片经馒头成型机被均匀分成等大的圆形馒头坯,再进入到下一工序。
5.所述提升输送机包括提升调整支脚一、支撑架一、输送带一、输送从动辊和输送主动辊,调整支脚一的一端放置在地面上,另一端与支撑架一固定连接;所述支撑架一呈l型结构,一端与压面提升机连接,另一端固定支撑输送带一,提升输送机靠近压面提升机一端设置输送从动辊,输送带一环绕输送从动辊及靠近双向分切输送机一端的输送主动辊,面片通过输送带一输送到双向分切输送机进行分切。
6.所述双向分切输送机包括调整支脚二、支撑架二、输送支撑架、面片输送架、输送带二、光电开关一、输送滚轮、光电开关支架一、面片分切固定架、分切从动带轮、分切主动带轮、面片切片刀、滑块、导轨、减速机二、光电开关二、光电开关支架二、传动带、减速机三、计数齿轮和计数光电开关,调整支脚二一端放置于地面,另一端固定连接支撑架二,支撑架二上固定连接输送支撑架以支撑输送滚轮,支撑架二上还安装有面片输送架,面片输送架上设置有输送带二、以输送分切好的面片到指定端;所述面片输送架两端设置有输送滚轮,输送滚轮上有滚轮支撑,面片经输送滚轮进入下一工序。
7.所述输送滚轮末端设置安装光电开关支架三,光电开关三固定安装在光电开关支架三上、用以检测是否有面;支撑架二顶端固定有面片分切固定架,面片分切固定架外侧底部两侧均固定连接光电开关支架一,光电开关一安装在光电开关支架一上、用来检测面片;面片通过输送带一输送到达指定位置,光电开关一检测到面片即传递信号给主机,主机发
布指令,输送带一停止输送。
8.所述面片分切固定架内固定燕尾型导轨,导轨上对应安装有滑块,滑块通过固定块固定连接传动带,滑块固定连接面片分切固定架,面片分切固定架上固定安装面片切片刀,传动带缠绕分切从动带轮和分切主动带轮,光电开关一检测到面片后,分切主动带轮开始工作,带动传动带和分切从动带轮运动,同时带动面片切片刀开始工作进行分切,分切结束后输送带一继续输送;所述输送带一靠近分切主动带轮的一端安装有计数齿轮和计数光电开关,输送带一缠绕计数齿轮,输送带一开始工作时,计数齿轮和计数光电开关也开始工作,即计数齿轮开始转动,计数光电开关开始记录计数齿轮转过的齿数,当计数齿轮转到设置的齿数时停止工作,输送带一停止输送,分切过的面片从输送带一端部掉落至面片输送架;所述面片输送架两端上侧分别固定安装光电开关支架二,光电开关二安装在光电开关支架二上、用来检测是否有面片经过,如果面片输送架左侧检测到有面片,则输送带二将面片向右侧输送,关电开关二检测到面片经过后,输送带二停止输送,等待下一进程。
9.所述计数齿轮转过的齿数为固定值,有效保证面片的均匀分切。
10.所述减速机二固定安装在面片分切固定架上,减速机二为分切主动带轮提供动力,减速机三固定安装在面片输送架底部,为面片输送架内的面片输送结构提供动力。
11.所述馒头成型机内置蛟龙和滚刀,面片经馒头成型机被均匀分成等大的圆形馒头坯。
12.有益效果:本实用新型通过设置双向分切输送机,将面团均等分切,通过光电检测,可根据左右两端馒头成型机的需求进行有效输送,自动化程度高,保证下一工序持续稳定的进行,增加生产进程的稳定性,且设置两条流水线作业,大大提高了馒头的生产效率,减轻工作人员的工作强度,减少工作人员手部与面团接触,一方面提高了卫生标准,另一方面解放人力,增加了设备自动化程度。该设备实现了馒头生产加工自动化,具有有益效果。
附图说明
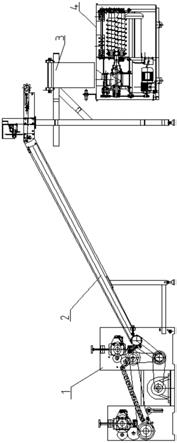
13.图1为本实用新型的结构示意主视图;
14.图2为本实用新型提升输送机和双向分切输送机组合示意图;
15.图3本实用新型输送分切设备的结构示意主视图;
16.图4本实用新型图3中a-a剖切放大示意图;
17.图5本实用新型图3中b-b剖切放大示意图;
18.图6本实用新型图3中c-c剖切放大视示意图。
19.图中:1、压面提升机;2、提升输送机;3、双向分切输送机;4、馒头成型机;201、调整支脚一;202、支撑架一;203、输送带一;204、输送从动辊;205、输送主动辊;301、调整支脚二;302、支撑架二;303、输送支撑架;304、面片输送架;305、输送带二;306、光电开关一;307、输送滚轮;308、光电开关支架一;309、面片分切固定架;310、分切从动带轮;311、分切主动带轮;312、面片切片刀;313、滑块;314、导轨;315、减速机二;316、光电开关二;317、光电开关支架二;318、传动带;319、减速机三;320、计数齿轮;321、计数光电开关;322、光电开关三;323、光电开关支架三。
具体实施方式
20.下面结合附图及实施例对本实用新型做具体描述。
21.如图1-图6所示,本实用新型提供了一种双向分切输送设备,包括压面提升机1、提升输送机2、双向分切输送机3和馒头成型机4,所述压面提升机1和双向分切输送机3通过提升输送机2连接,所述馒头成型机4设于双向分切输送机3下方;所述压面提升机1包括预压部分、过渡滚轮部分和整压部分,过渡滚轮部分设置在预压部分与整压部分之间,和好的面经预压部分预压后经过渡滚轮送至整压部分揉压,经过预压和整压两次压延后的面团形成一定厚度和一定宽度的矩形面片,面片厚度可通过调整相应调整手轮进行设置,宽度与压面提升机1出口的宽度相等,整压过的面片进入提升输送机2,面片通过提升输送机2输送到双向分切输送机3进行分切,所述双向分切输送机3包括输送滚轮307,面片经过输送滚轮307进入馒头成型机4中,馒头成型机4内置蛟龙和滚刀,面片经馒头成型机4被均匀分成等大的圆形馒头坯,再进入到下一工序。
22.所述提升输送机2包括提升调整支脚一201、支撑架一202、输送带一203、输送从动辊204和输送主动辊205,调整支脚一201的一端放置在地面上,另一端与支撑架一202固定连接;所述支撑架一202呈l型结构,一端与压面提升机1连接,另一端固定支撑输送带一203,提升输送机2靠近压面提升机1一端设置输送从动辊204,输送带一203环绕输送从动辊204及靠近双向分切输送机3一端的输送主动辊205,面片通过输送带一203输送到双向分切输送机3进行分切。
23.所述双向分切输送机3包括调整支脚二301、支撑架二302、输送支撑架303、面片输送架304、输送带二305、光电开关一306、输送滚轮307、光电开关支架一308、面片分切固定架309、分切从动带轮310、分切主动带轮311、面片切片刀312、滑块313、导轨314、减速机二315、光电开关二316、光电开关支架二317、传动带318、减速机三319、计数齿轮320和计数光电开关321,调整支脚二301一端放置于地面,另一端固定连接支撑架二302,支撑架二302上固定连接输送支撑架303以支撑输送滚轮307,支撑架二302上还安装有面片输送架304,面片输送架304上设置有输送带二305、以输送分切好的面片到指定端;所述面片输送架304两端设置有输送滚轮307,输送滚轮307上设有滚轮支撑,保证输送滚轮307同向转动,面片经输送滚轮307进入下一工序。
24.所述输送滚轮307末端设置安装光电开关支架三323,光电开关三322固定安装在光电开关支架三323上、用以检测是否有面;支撑架二302顶端固定有面片分切固定架309,面片分切固定架309外侧底部两侧均固定连接光电开关支架一308,光电开关一306安装在光电开关支架一308上、用来检测面片;面片通过输送带一203输送到达指定位置,光电开关一306检测到面片即传递信号给主机,主机发布指令,输送带一203停止输送。
25.所述面片分切固定架309内固定燕尾型导轨314,导轨314上对应安装有滑块313,滑块313通过固定块固定连接传动带318,滑块313固定连接面片分切固定架309,面片分切固定架309上固定安装面片切片刀312,传动带318缠绕分切从动带轮310和分切主动带轮311,光电开关一306检测到面片后,分切主动带轮311开始工作,带动传动带318和分切从动带轮310运动,同时带动面片切片刀312开始工作进行分切,分切结束后输送带一203继续输送;所述输送带一203靠近分切主动带轮311的一端安装有计数齿轮320和计数光电开关321,输送带一203缠绕计数齿轮320,输送带一203开始工作时,计数齿轮320和计数光电开
关321也开始工作,即计数齿轮320开始转动,计数光电开关321开始记录计数齿轮320转过的齿数,当计数齿轮320转到设置的齿数时停止工作,输送带一203停止输送,分切过的面片从输送带一203端部掉落至面片输送架304;所述面片输送架304两端上侧分别固定安装光电开关支架二317,光电开关二316安装在光电开关支架二317上、用来检测是否有面片经过,如果面片输送架304左侧检测到有面片,则输送带二305将面片向右侧输送,关电开关二316检测到面片经过后,输送带二305停止输送,等待下一进程。
26.所述计数齿轮320转过的齿数为固定值,有效保证面片的均匀分切。
27.所述减速机二315固定安装在面片分切固定架309上,减速机二315为分切主动带轮311提供动力,减速机三319固定安装在面片输送架304底部,为面片输送架304内的面片输送结构提供动力。
28.本实用新型所述的双向分切输送设备的使用方法如下:
29.1)面片由输送带一203输送,光电开关一306未检测到面时,输送带一203一直保持匀速输送,当光电开关一306检测到面时,输送带一203停止输送,面片切片刀312开始工作,面片切片刀312从面的一侧移动到另一侧,完成横向分切;
30.2)面片切片刀312工作结束,输送带一203继续输送,与此同时,计数齿轮320转动,计数光电开关321开始记录计数齿轮320转过的齿数,到达设定值,输送带一203和计数齿轮320停止转动,
31.3)分切好的面片被输送到输送带一203的末端,随即脱落至面片输送架304上,同时,下一片面片进行分切;面片切片刀312横向移动到初始位置,面片得以分切;
32.4)两端的光电开关三322开始检测是否有面,如果两端都没有检测到面,输送带二305向设定原始端输送,如果一端有面一端没有面,则向没有面的一端输送,如果两端都有面,则不输送;
33.5)等待出现步骤4)中前两种情况,输送带二305上有面时,输送带一203不工作,即面片不输送,直至输送带二305上的面片输送完成后,输送带一203开始输送;
34.6)如果面片脱落到输送带二305上,两端光电开关三322都感应到有面,输送带一202、面片切刀片312和输送带二305都不工作,直至光电开关三322感应到一端没有面,输送带二305向没有面的一端输送;
35.7)如果面片切片刀312进行分切面片过程中,光电开关三322感应到两端都有面,此时,面片切片刀312停止工作,直至光电开关三322感应到一端没有面,输送带二305向没有面的一端输送,面片切片刀312继续分切;
36.8)分切结束后,输送带一203进行输送,输送带二305输送过程中,316光电开关二检测到有面经过后,305输送带二停止输送,等待下一进程开始。
37.本实用新型利用压面提升机将面团压延成一定厚度一定宽度的方形面片,通过提升输送机将面片输送至输送分切设备上,输送分切设备上设置有光电开关,检测到面片到达指定位置,输送带停止输送,面片切片刀开始分切,输送带再输送指定距离,此时计数光电开关开始记录计数齿轮转过的齿数,到达设定值输送带停止输送,上一片面片脱落至面片输送架,下一片即将分切的面片宽度为输送带走过的距离,以此类推,输送分切设备对面片进行均等分割,落入面片输送架上的面片,通过光电开关感应,面片输送到没有感应到面片的一端,输送分切设备两侧均配合有两台馒头成型机,等大的面片进入到馒头成型机中
加工成型,形成均匀等大的圆形馒头坯;输送分切设备两侧配有馒头成型机,进行馒头的加工成型。本实用新型使馒头的生产过程缩短,工作效率提高,自动化程度高。
38.本实用新型上述实施方案,只是举例说明,不是仅有的,所有在本实用新型范围内或等同本实用新型的范围内的改变均被本实用新型包围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1