一种气体吸附空心材料的成型装置的制作方法
1.本发明属于材料成型的技术领域,尤其是一种气体吸附空心材料的成型装置。
背景技术:
2.化石燃料是目前能源的主要来源之一,其中甲烷燃烧时只产生二氧化碳和水,是目前最清洁,也是碳排放量最低的化石燃料。天然气中去除气体杂质和煤层气中含有大量以氮气为主的杂质气体,难以直接作为燃料使用,需要对ch4/n2的分离。其中吸附分离是最为有效节能的一种方式,金属有机骨架材料(metal-organic frameworks,mofs)在气体分离方面展现出了前所未有的优势,目前已经开始进行产业化应用研究。但是用于气体分离的mofs本身是一种粉末状物质,实际应用时需进行成型加工,然而目前的成型工艺大都是实验室小型成型设备,无法满足实际中需要适应不同产品和型号的要求。
3.本发明提供一种气体吸附空心材料的成型装置有效的解决以上问题。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的是提供一种气体吸附空心材料的成型装置,解决了上述背景技术问题。
5.具体的技术方案:一种气体吸附空心材料的成型装置,包括挤压罐且挤压罐底端沿轴心均匀分布有若干通孔,所述挤压罐正上方固定安装有安装板且安装板上固定有电动伸缩杆,所述电动伸缩杆下端固定安装有挤压板,其特征在于,所述安装板下端固定安装有与通孔一一对应的空心杆且空心杆贯穿挤压板,所述空心杆直径小于通孔直径且空心杆下端伸出挤压罐底端,所述挤压罐下端固定安装有与通孔一一对应的外螺纹筒且外螺纹筒螺纹配合有成型筒,所述成型筒内固定安装有变径环且变径环上端与通孔上端持平,所述变径环的外壁与通孔内壁贴合、内壁直径大于空心杆直径。
6.优选的,所述变径环包括不同壁厚的型号。
7.优选的,若干所述成型筒内壁上段为与外螺纹筒啮合的内螺纹段且内螺纹段下方设有异形孔。
8.优选的,所述异形孔为圆形、矩形、三角形、梯形中的一种。
9.优选的,所述空心杆分为固定在安装板上的固定杆和与固定杆下端螺纹配合的活动杆,所述固定杆下端位于通孔上方,所述活动杆下端位于成型筒下方,所述活动杆包括不同直径的型号。
10.优选的,所述挤压罐底端为倒锥形且挤压板的形状与挤压罐底端适配。
11.优选的,一种用于更换活动杆的把手,所述活动杆下端设有矩形孔;包括转动柄且转动柄上端固定安装有开口圆筒,所述圆筒的内壁与成型筒的外壁贴合,所述圆筒的轴心部位固定安装有与矩形孔配合的矩形杆。
12.本发明的有益效果:本发明在挤压罐底端设置与通孔一一对应的外螺纹筒,外螺
纹筒上螺纹配合有成型筒,成型筒内固定安装有变径环,每一个型号的变径环的厚度不同,选择不同型号的成型筒来改变通孔的孔径,从而改变空心材料的粗细,生产不同粗细的空心材料,并且成型筒内下部分为异形孔,每一种型号的成型筒内都含有多种多样形状的异形孔,从而挤压出不同外形的空心材料;空心杆分为固定杆和活动杆,活动杆的粗细不同,通过更换不同粗细的活动杆,来改变空心材料的厚度,满足所有需求;结构简单,操作方便。
附图说明
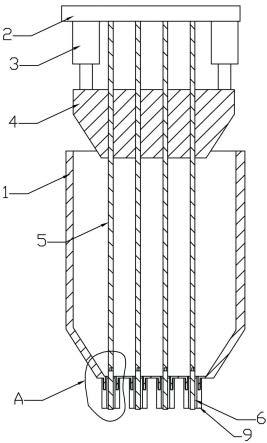
13.图1是本发明的整体装配剖视示意图。
14.图2是本发明的图1的a处局部示意图。
15.图3是本发明的活动杆的安装示意图。
16.图4是本发明的变径环厚度不同的成型筒的示意图。
17.图5是本发明的不同粗细的活动杆示意图。
18.图6是本发明的不同形状的异形孔的示意图。
19.图7是本发明的把手示意图。
20.图中,挤压罐1、安装板2、电动伸缩杆3、挤压板4、固定杆5、活动杆6、通孔7、外螺纹筒8、成型筒9、变径环10、异形孔11、圆筒12、矩形杆13、矩形孔14、转动柄15。
具体实施方式
21.有关本发明的前述及技术内容、特点与效果,在以下配合参考附图1至图7实施例的详细说明中,将课清楚的呈现。以下实施例转评所提到的结构内容,均是以说明书附图为参考。
22.以下结合附图对本发明的具体实施方式作进一步的详细说明。
23.实施例1,为了解决现有技术中的问题,本实施例提供一种气体吸附空心材料的成型装置,包括挤压罐1,挤压罐1固定安装在一个支架上,挤压罐1的底端沿轴心均匀分布有若干通孔7,且挤压罐1底端为倒锥形,便于将挤压罐1内的面团全部从通孔7内挤出,每个通孔7内都对应一个空心杆,空心杆的直径小于通孔7内径,而空心杆上端固定在一个安装板2上,安装板2下端两侧均固定安装有电动伸缩杆3,电动伸缩杆3连接有外接电源且电动伸缩杆3电性连接有控制器,通过控制器可以控制电动伸缩杆3伸缩,而电动伸缩杆3的下端固定连接有一个挤压板4,挤压板4下端的形状与挤压罐1底端适配,并且挤压板4的外壁与挤压罐1的内壁贴合,而挤压板4上设有与空心杆一一对应的小孔,空心杆从小孔处贯穿挤压板4,且空心杆的外壁与小孔内壁贴合,避免面团受压时从小孔内挤出而影响压面,空心杆的下端从通孔7穿出挤压罐1,而挤压罐1下端固定安装有雨通孔7一一对应的外螺纹筒8,每个外螺纹筒8上均螺纹配合有一个成型筒9,成型筒9的内壁分为两段,分为是与外螺纹筒8螺纹配合的内螺纹段,而位于内螺纹段下方的是异形孔11,每一个型号的成型筒9内的异形孔11的形状均不相同,异形孔11是圆形、矩形、三角形、梯形等规则形状的一种,用于生产不同外形的空心材料,而成型筒9内壁上固定安装有变径环10,变径环10内壁形状与对应的成型筒9内的异形孔11形状相同且贴合、变径环10外壁与外螺纹筒8的内壁贴合,并且变径环10的上端面与通孔7的上端面持平,对应不同型号的成型筒9,变径环10的壁厚也随之变化,用
于生产不同粗细的空心材料,空心杆的底端位于成型筒9底端下方,避免面条在成型筒9内受挤压粘黏而无法形成空心。
24.在本实施例中,空心杆包括固定安装在安装板2下端的固定杆5,而固定杆5下端设有螺纹孔,螺纹孔螺纹配合有一个活动杆6,活动杆6有不同粗细的型号,而最粗的活动杆6的直径仍小于变径环10的内壁直径,并且固定杆5的下端位于通孔7上方,避免影响面团挤压成型,而且活动杆6与固定杆5的螺纹连接部位尺寸不变。
25.在本实施例中,空心杆的数量应适中且均匀,流出放入面团的空隙。
26.本实施例的具体使用过程:初始时电动伸缩杆3收缩,挤压板4位于挤压罐1的开口上方,放入面团后,通过控制器控制电动伸缩杆3伸长,挤压板4进入挤压罐1后挤压面团,使得面团逐渐从通孔7内挤出而形成面条,由于空心杆的存在,面条成型后为空心。
27.在未安装成型筒9时,从通孔7内挤出的空心材料为最粗状态;安装成型筒9后,由于变径环10的存在,占据通孔7的外周面,使得成型的面条变细,变细的程度由选择的成型筒9内变径环10的厚度决定,而异形孔11的形状决定面条的成型形状。
28.而在更换不同的活动杆6后,生产的空心面的厚度发生变化,活动杆6直径越小,面条层越厚,活动杆6直径越大,面条层越薄。
29.实施例2,为了便于活动杆6的安装与更换,本实施例提供一种用于更换活动杆6的把手,包括转动柄15,转动柄15上端固定安装有开口圆筒12,圆筒12的内壁与成型筒9的外壁贴合,圆筒12的轴心部位固定安装有矩形杆13,而活动杆6下端设有预报矩形杆13配合的矩形孔14。
30.本实施例的具体使用过程:在安装活动杆6时:将活动杆6插在圆筒12内,然后将圆筒12与成型筒9找齐,使得圆筒12内壁与成型筒9贴合,此时活动杆6对齐通孔7的轴心,然后推动转动柄15上升,使得活动杆6的螺纹端与固定杆5下端的螺纹孔接触,之后拧动转动柄15至无法转动,此时活动杆6与固定杆5完全连接,圆筒12的上端接近挤压罐1底壁,安装完成后,向下拉动转动柄15而带走把手。
31.在更换活动杆6时:先将圆筒12内壁与成型筒9贴合,此时圆筒12与成型筒9的轴心照齐,变向上推动转动柄15、变转动转动柄15,至矩形杆13插入矩形孔14,然后拧动转动柄15,使得活动杆6与固定杆5脱离,之后换上新的活动杆6,安装步骤如上。
32.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改,等同替换,改进等,均包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1