辅助数字智能化龙井茶精制的方法及系统与流程
1.本发明涉及茶叶生产技术领域,尤其涉及一种辅助数字智能化龙井茶精制的方法及系统。
背景技术:
2.龙井茶是浙江省特产,且为原产地域保护产品;龙井茶地理标志法定产区涉及杭州、绍兴、金华和台州共4个市,覆盖18个县(市、区),年产量达数万吨。
3.cn1143088387a公开的发明专利为本案申请人在先公开的一种数字智能化龙井茶精致装置及其方法。其通过设置第一圆筛机、第二圆筛机、第一风选机、第一自动储料斗、第二风选机、第二自动储料斗、第一色选机、第二色选机和控制系统;能够对茶叶物料进行智能自动化精细筛选、风选和色选,使得茶叶制备分类更加精细。同时,可对各个设备进行实时控制以及对茶叶精制生产工艺进行实时调整,实现对龙井茶的数字化智能加工,有效降低成本,提高了工作效率。
4.然而,现有装置在运行过程中,如何对精制过程中实质的运行状态进行监控以及时发现问题成为一个待解决的新问题。
技术实现要素:
5.本发明目的在于公开一种辅助数字智能化龙井茶精制的方法及系统,以实现对精制过程中实质的运行状态进行监控以及时发现问题。
6.为达上述目的,本发明公开一种辅助数字智能化龙井茶精制的方法,包括:
7.设置标签池内各个电子标签的属性,各所述电子标签具有至少三个led指示灯,其中,第一指示灯所发出的颜色处于第一色选料的色域范围,第二指示灯所发出的颜色处于第二色选料的色域范围,第三指示灯所发出的颜色处于第五色选料的色域范围;各电子标签的属性至少包括尺寸大小和规划路径,且所述标签池内分布的尺寸大小至少包括:
8.处在第一筛分料与第二筛分料之间的第一尺寸;
9.处在第三筛分料所对应尺寸范围内的第二尺寸;
10.处在第六筛分料所对应尺寸范围内的第三尺寸;
11.部署读写器集群,所述读写器集群包括位于第一圆筛机与第一色选机之间的第一读写器,位于所述第一色选机输出端与辊切机输入端之间的第二读写器,位于振动槽与第一风选机之间的第三读写器,位于第二圆筛机与第二风选机之间的第四读写器,以及位于静电除杂机与第二色选机之间的第五读写器;
12.建立读写器集群中各读写器与控制主机之间的连接,并由所述控制主机执行下述控制:
13.指示所述第一读写器在奇数次检测到第一尺寸的电子标签时点亮第一指示灯,并在偶数次检测到第一尺寸的电子标签时熄灭第一指示灯并点亮第二指示灯;
14.指示所述第二读写器在检测到第一尺寸的电子标签时,计算该第一尺寸的电子标
签通过所述辊切机的时间,并控制所述辊切机在该第一尺寸的电子标签通过时,暂停切割处理;
15.指示所述第三读写器检测到第二尺寸的电子标签时点亮第三指示灯;
16.指示所述第四读写器检测到第三尺寸的电子标签时点亮第三指示灯;
17.指示所述第五读写器在检测到第一尺寸的电子标签时,熄灭当前指示灯并点亮第三指示灯;并在检测到第二尺寸和第三尺寸的电子标签时,校验并确保当前点亮的是第三指示灯;
18.指示所述第一至第五读写器在识别到各尺寸的电子标签时,记录各电子标签经过的时间;
19.所述控制主机从所述第一至第五读写器获取各电子标签的经过时间,分析出各电子标签的实际路径,并判断各电子标签的实际路径是否与规划路径一致,如果不一致,产生第一告警并输出。
20.优选地,本发明方法还包括:所述控制主机计算各电子标签在实际路径上各段的行进速度,并判断行进速度是否在预设的范围内,如果不是,产生第二告警并输出。
21.为达上述目的,本发明还公开一种数字智能化龙井茶精制辅助系统,包括:
22.由电子标签组成的标签池,各所述电子标签具有至少三个led指示灯,其中,第一指示灯所发出的颜色处于第一色选料的色域范围,第二指示灯所发出的颜色处于第二色选料的色域范围,第三指示灯所发出的颜色处于第五色选料的色域范围;各电子标签的属性至少包括尺寸大小和规划路径,且所述标签池内分布的尺寸大小至少包括:
23.处在第一筛分料与第二筛分料之间的第一尺寸;
24.处在第三筛分料所对应尺寸范围内的第二尺寸;
25.处在第六筛分料所对应尺寸范围内的第三尺寸;
26.读写器集群,所述读写器集群包括位于第一圆筛机与第一色选机之间的第一读写器,位于所述第一色选机输出端与辊切机输入端之间的第二读写器,位于振动槽与第一风选机之间的第三读写器、位于第二圆筛机与第二风选机之间的第四读写器,以及位于静电除杂机与第二色选机之间的第五读写器;
27.所述读写器集群中各读写器与控制主机之间的连接,以供所述控制主机执行下述控制:
28.指示所述第一读写器在奇数次检测到第一尺寸的电子标签时点亮第一指示灯,并在偶数次检测到第一尺寸的电子标签时熄灭第一指示灯并点亮第二指示灯;
29.指示所述第二读写器在检测到第一尺寸的电子标签时,计算该第一尺寸的电子标签通过所述辊切机的时间,并控制所述辊切机在该第一尺寸的电子标签通过时,暂停切割处理;
30.指示所述第三读写器检测到第二尺寸的电子标签时点亮第三指示灯;
31.指示所述第四读写器检测到第三尺寸的电子标签时点亮第三指示灯;
32.指示所述第五读写器在检测到第一尺寸的电子标签时,熄灭当前指示灯并点亮第三指示灯;并在检测到第三尺寸的电子标签时,校验并确保当前点亮的是第三指示灯;
33.指示所述第一至第五读写器在识别到各尺寸的电子标签时,记录各电子标签经过的时间;
34.所述控制主机从所述第一至第五读写器获取各电子标签的经过时间,分析出各电子标签的实际路径,并判断各电子标签的实际路径是否与规划路径一致,如果不一致,产生第一告警并输出。
35.本发明具有以下有益效果:
36.1、通过电子标签内三个指示灯所对应不同色域,使得现有的第一色选机和第二色选机无需对不同尺寸的电子标签的轮廓特征分别进行建模及进行图像识别,巧妙地将电子标签视为茶进行色选,从而使得现有的色选机无需任何改动,极大节约了成本。
37.2、在第二读写器检测到第一尺寸的电子标签时,计算该第一尺寸的电子标签通过辊切机的时间,并控制辊切机在该第一尺寸的电子标签通过时,暂停切割处理;从而避免了电子标签被辊切机切割的风险,也就避免了电子标签在茶精制工艺行程中所产生的碎片影响茶质。而且,针对当次随电子标签免于被辊切机切割的部分第一色选料通过下一循环又可重新被辊切机切割,从而也不对现有茶叶精制过程产生实质性影响。
38.3、本发明的各电子标签本质即等同于茶叶精制过程中相对应步骤的分布式追踪器。通过判断相对应电子标签的实际路径与规划路径是否一致,则可快速的检测第一圆筛机和第二圆筛机的运行状态是否正常。例如:在长期的生产过程中,第一圆筛机和第二圆筛机的筛网会因为破损等原因进行更换,基于本发明则可用于执行检测筛网是否损坏及评估更换的筛网是否要求等处理。
39.4、同理,通过判断相对应电子标签的实际路径与规划路径是否一致,可快速地检测第一色选机和第二色选机的运行状态是否正常。
40.5、本发明通过仅在关键路径上设置读写器,降低了成本和系统的复杂度。例如:可省略在第二圆筛机与第二自动出料斗之间的直连支路上部署读写器。值得说明的是,由于本发明的电子标签的重量通常远大于单片的茶叶,所以电子标签并不会在风选过程中被当成杂物而被遗弃。
41.6、基于上述合理的设置,使得本发明各电子标签最终的出口统一由第二色选机将其视为第五色选料,便于回收及二次利用。藉此,若通过第五色选料回收的标签数量与第五阅读器所统计的电子标签数量不一致时,即可判定为第二色选机的运行状态出现异常。
42.7、在本发明中,不同尺寸实质对应不同的规划路径。第一读写器在奇数次检测到第一尺寸的电子标签时点亮第一指示灯,并在偶数次检测到第一尺寸的电子标签时熄灭第一指示灯并点亮第二指示灯;从而使得第一尺寸的电子标签所对应的规划路径可先后途径第一色选机的两个输出路径,降低了系统的复杂度并提高了资源的利用率。
43.8、在本发明中,各读写器之间根据相对应电子标签规划路径的分流特点进行分工和协作,确保了辅助系统的稳定性和可靠性,也便于扩展标签池的容量。
44.下面将参照附图,对本发明作进一步详细的说明。
附图说明
45.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
46.图1是本发明实施例公开方法所应用场景对应的数字智能化龙井茶精制装置的部分结构框图。
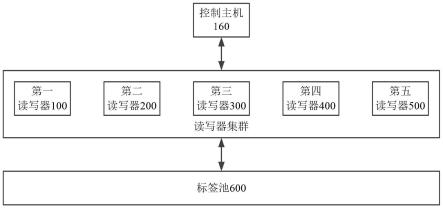
47.图2是本发明实施例公开的数字智能化龙井茶精制辅助系统部分结构的框图。
48.图中,1-斜输机;2-匀叶机构;3-第一圆筛机;4-振动槽;5-第一风选机;8-第一自动储料斗;10-第一色选机;11-辊切机;12-匀堆装置;13-静电除杂机;19-第二自动储料;23-第二圆筛机;24-第二风选机;25-第二色选机。
具体实施方式
49.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
50.实施例1
51.本实施例公开一种与数字智能化龙井茶精制装置进行联合作业的数字智能化龙井茶精制辅助系统。其中,该数字智能化龙井茶精制装置具体参照本案申请人在先申请的cn1143088387a号专利,如图1所示,至少包括:
52.斜输机1、辊切机11和控制系统,控制系统包括控制主机,斜输机的输入端与外部茶叶输送装置连接,斜输机的输出端连接有匀叶机构2,匀叶机构的输出端连接第一圆筛机3,第一圆筛机的输出端连接有并列设置的振动槽4、第一色选机10和第二圆筛机23,振动槽的输出端连接第一风选机5,第一风选机的输出端连接有第一自动储料斗8,第一色选机的输出端分别与辊切机的输入端和第一自动储料斗的输入端连接,辊切机的输出端与匀叶机构的输入端连接,第二圆筛机的输出端连接有并列设置的第二自动储料斗19和第二风选机24,第二风选机的输出端与第二自动储料斗的输入端连接,斜输机、匀叶机构、第一圆筛机、振动槽、第一风选机、第一自动储料斗、第一色选机、辊切机、第二自动储料斗、第二圆筛机和第二风选机均与控制系统连接。
53.本实施例中,数字智能化龙井茶精制装置还包括匀堆装置12和玻璃房,匀堆装置的输入端分别与第一自动储料斗的输出端和第二自动储料斗的输出端连接用于将输入物料进行匀堆,玻璃房内设有静电除杂机13,静电除杂机的输入端与匀堆装置的输出端连接,静电除杂机的输出端连接第二色选机25。
54.本实施例中,优选地,该数字智能化龙井茶精制装置可增设的其他辅助结构(如:用于执行固定、防尘、除湿、称重、转运等功能的结构)同cn1143088387a号专利,不做赘述。
55.基于该数字智能化龙井茶精制装置对应的精制工艺具体包括:
56.步骤s1、利用控制系统控制斜输机将茶叶输送至匀叶机构,通过匀叶机构匀叶后输入第一圆筛机内进行筛分,得到第一筛分料、第二筛分料、第三筛分料、第四筛分料和第五筛分料,其中第五筛分料为碎末。
57.步骤s2、将步骤s1得到的第一筛分料和第二筛分料输入第一色选机内进行色选,得到第一色选料、第二色选料和第三色选料,其中第三色选料为杂物,第一色选料通过辊切机辊切后输入第一圆筛机内循环筛分,第二色选料输入第一自动储料斗内储存。
58.步骤s3、将步骤s1得到的第三筛分料输入第一风选机内进行风选,得到第一风选料、第二风选料、第三风选料、第四风选料和第五风选料,其中第五风选料为杂物,将第一风选料、第二风选料、第三风选料和第四风选料分别输入第一自动储料斗内储存。
59.步骤s4、将步骤s1得到的第四筛分料输入第二圆筛机内再次筛分,得到第六筛分料、第七筛分料、第八筛分料、第九筛分料和第十筛分料,其中第十筛分料为碎末,将第七筛
分料、第八筛分料和第九筛分料分别输入第二自动储料斗内储存。
60.值得说明的是,通常,第一自动储料斗和第二自动储料斗各设置有分隔的独立储料空间以分别对应风选料和色选料中的不同分级规格。
61.步骤s5、将步骤s4得到的第六筛分料输入第二风选机内进行再次风选,得到第六风选料、第七风选料、第八风选料和第九风选料,其中第九风选料为杂物,并将第六风选料、第七风选料和第八风选料分别输入第二自动储料斗内储存。
62.步骤s6、利用第一自动储料斗和第二自动储料斗对所储存的第二色选料、第一风选料、第二风选料、第三风选料、第四风选料、第七筛分料、第八筛分料、第九筛分料、第六风选料、第七风选料和第八风选料分别进行实时称重直至达到预设重量,然后将其分别输入匀堆装置内匀堆后送入玻璃房的静电除杂机内进行静电除杂。
63.步骤s7、将静电除杂后的物料输入第二色选机内进行再次色选,得到第四色选料和第五色选料,其中第五色选料为杂物,然后将第四色选料送入自动计量打包机内计量装袋。
64.藉此,基于上述联动的数字智能化龙井茶精制装置,如图2所示,本实施例公开的数字智能化龙井茶精制辅助系统包括:
65.由电子标签组成的标签池600,各电子标签具有至少三个led指示灯,其中,第一指示灯所发出的颜色处于第一色选料的色域范围,第二指示灯所发出的颜色处于第二色选料的色域范围,第三指示灯所发出的颜色处于第五色选料的色域范围;各电子标签的属性至少包括尺寸大小和规划路径,且标签池内分布的尺寸大小至少包括:
66.处在第一筛分料与第二筛分料之间的第一尺寸。
67.处在第三筛分料所对应尺寸范围内的第二尺寸。
68.处在第六筛分料所对应尺寸范围内的第三尺寸。
69.换言之,本实施例中,第一尺寸、第二尺寸和第三尺寸分别对应第一圆筛机三个不同的并行输出通道,且三个不同尺寸之间的区分差值应合理设置以便于第一圆筛机进行筛分。进一步地,为便于观测第二圆筛机不经过第二风选机而直接进入第二自动储料斗的支路状态,还可以增设处第四筛分料尺寸范围内并处在第六筛分料尺寸范围外的第四尺寸。
70.读写器集群,读写器集群包括位于第一圆筛机与第一色选机之间的第一读写器100,位于第一色选机输出端与辊切机输入端之间的第二读写器200,位于振动槽与第一风选机之间的第三读写器300,位于第二圆筛机与第二风选机之间的第四读写器400,以及位于静电除杂机与第二色选机之间的第五读写器500。
71.读写器集群中各读写器与控制主机160之间的连接,以供控制主机执行下述控制:
72.指示第一读写器在奇数次检测到第一尺寸的电子标签时点亮第一指示灯,并在偶数次检测到第一尺寸的电子标签时熄灭第一指示灯并点亮第二指示灯。
73.指示第二读写器在检测到第一尺寸的电子标签时,计算该第一尺寸的电子标签通过辊切机的时间,并控制辊切机在该第一尺寸的电子标签通过时,暂停切割处理。在该第一尺寸的电子标签通过后(必要时,可借助第一读写器再检测到该电子标签后才确认该电子标签安全通过),即可恢复辊切机的正常处理。
74.指示第三读写器检测到第二尺寸的电子标签时点亮第三指示灯。
75.指示第四读写器检测到第三尺寸的电子标签时点亮第三指示灯。
76.指示第五读写器在检测到第一尺寸的电子标签时,熄灭当前指示灯(通常为第二指示灯,若当第一色选机出现故障或第一读写器出现故障时,则当前指示灯对应的可能是第一指示灯)并点亮第三指示灯;以避免第一尺寸的电子标签被第二色选机做出误判而进入第四色选料中。同理,在检测第二尺寸和第三尺寸的电子标签时,校验并确保当前点亮的是第三指示灯;从而避免第三尺寸的电子标签不经第二风选机而直接从第二圆筛机进入第二自动储料斗而导致第二色选机做出误判而进入第四色选料中,也能进一步避免之前的各读写器出现纰漏而导致相应电子标签在第二色选机的色选环节中做出误判而进入第四色选料中。同理,若存在第四尺寸,在检测该第四尺寸的电子标签时,第五读写器有需执行校验并确保当前点亮的是第三指示灯的操作。
77.指示第一至第五读写器在识别到各尺寸的电子标签时,记录各电子标签经过的时间。
78.控制主机从第一至第五读写器获取各电子标签的经过时间,分析出各电子标签的实际路径,并判断各电子标签的实际路径是否与规划路径一致,如果不一致,产生第一告警并输出。藉此,可便于快速的基于该第一告警执行相应的故障分析及处理。例如:当第一尺寸的电子标签所对应的实际路径与第二尺寸或第三尺寸的电子标签所对应的规划路径一致,则可判断第一圆筛机的筛网出现破损;又或者,当第一尺寸的电子标签所对应的实际路径中省略了经第一色选机返回辊切机的分段,则可判断第一色选机出现故障等等。优选地,在进行分析和处理的过程中,需将相应电子标签的尺寸大小、实际路径连同第一、第二及第三指示灯的实际状态切换过程进行综合判断。该综合判断过程及相应的处理步骤,可基于机器自动实现或为人工介入的方式;此为本领域技术人员基于已公开内容所能显而易见推测的,不做赘述。
79.本实施例中,在第一指示灯、第二指示灯和第三指示灯中,在同一时间至多只能一个处于点亮状态(初始状态可以是各个指示灯处于全熄灭状态),通过读写器的读写操作控制相对应电子标签所对应各个指示灯的点亮或熄灭状态,与之配套的,各该电子标签的壳体都采用透光材质制成以便于色选机执行相应的分选处理。其中,本实施例所描述的“色域范围”指得是相对应的指示灯在点亮状态下所发光的颜色范围,通常与光的频率和灯罩的涂色有关;例如:第一指示灯的颜色可以设置为偏灰色以对应生长期偏长尺寸偏大的茶叶,第二指示灯可以设置为嫩绿色以对应偏嫩尺寸偏小的茶叶,第三指示灯可以设置为偏黄或偏红的与杂物类似的颜色。此外值得说明的是:由于本发明的电子标签的重量通常远大于单片的茶叶,所以电子标签并不会在风选过程中被当成杂物而被遗弃。
80.本实施例中,读写器与电子标签的通信及读写操作遵循rfid技术的基本工作原理,为本领域技术人员所熟知的现有技术,不做赘述。
81.优选地,本实施例所述控制主机还用于计算各电子标签在实际路径上各段的行进速度,并判断行进速度是否在预设的范围内,如果不是,产生第二告警并输出。藉此,可便于及时对相应设备与运行速度相关的参数进行优化调整。
82.藉此,基于本实施例方案,以标签池内各类电子标签随同茶叶物料批量投入斜输机后直至全部从第五色选料回收,即可完成对数字智能化龙井茶精制装置的全面诊断;优选地,该诊断可仅实施于数字智能化龙井茶精制装置的初始化状态,也可不定期地按需予以实施。
83.实施例2
84.与上述实施例1相对应的,本实施例公开一种辅助数字智能化龙井茶精制的方法,包括以下步骤:
85.步骤s10、设置标签池内各个电子标签的属性。
86.在该步骤中,一方面,各电子标签具有至少三个led指示灯,其中,第一指示灯所发出的颜色处于第一色选料的色域范围,第二指示灯所发出的颜色处于第二色选料的色域范围,第三指示灯所发出的颜色处于第五色选料的色域范围。
87.另一方面,各电子标签的属性至少包括尺寸大小和规划路径,且标签池内分布的尺寸大小至少包括:
88.处在第一筛分料与第二筛分料之间的第一尺寸。
89.处在第三筛分料所对应尺寸范围内的第二尺寸。
90.处在第六筛分料所对应尺寸范围内的第三尺寸。
91.步骤s20、部署读写器集群。
92.在该步骤中,参照实施例1,读写器集群包括位于第一圆筛机与第一色选机之间的第一读写器,位于第一色选机输出端与辊切机输入端之间的第二读写器,位于振动槽与第一风选机之间的第三读写器,位于第二圆筛机与第二风选机之间的第四读写器,以及位于静电除杂机与第二色选机之间的第五读写器。
93.步骤s30、建立读写器集群中各读写器与控制主机之间的连接,并由控制主机执行下述控制:
94.a、指示第一读写器在奇数次检测到第一尺寸的电子标签时点亮第一指示灯,并在偶数次检测到第一尺寸的电子标签时熄灭第一指示灯并点亮第二指示灯。
95.b、指示第二读写器在检测到第一尺寸的电子标签时,计算该第一尺寸的电子标签通过辊切机的时间,并控制辊切机在该第一尺寸的电子标签通过时,暂停切割处理。
96.c、指示第三读写器检测到第二尺寸的电子标签时点亮第三指示灯。
97.d、指示第四读写器检测到第三尺寸的电子标签时点亮第三指示灯。
98.e、指示第五读写器在检测到第一尺寸的电子标签时,熄灭当前指示灯并点亮第三指示灯;并在检测到第二尺寸和第三尺寸的电子标签时,校验并确保当前点亮的是第三指示灯。
99.f、指示第一至第五读写器在识别到各尺寸的电子标签时,记录各电子标签经过的时间。
100.g、控制主机从第一至第五读写器获取各电子标签的经过时间,分析出各电子标签的实际路径,并判断各电子标签的实际路径是否与规划路径一致,如果不一致,产生第一告警并输出。
101.优选地,控制主机执行的控制还包括:
102.h、计算各电子标签在实际路径上各段的行进速度,并判断行进速度是否在预设的范围内,如果不是,产生第二告警并输出。藉此,可便于责任人员对告警所关联的设备参数进行调校和优化。
103.综上,本发明上述各实施例所分别公开的辅助数字智能化龙井茶精制的方法及系统,至少具有以下有益效果:
104.1、通过电子标签内三个指示灯所对应不同色域,使得现有的第一色选机和第二色选机无需对不同尺寸的电子标签的轮廓特征分别进行建模及进行图像识别,巧妙地将电子标签视为茶进行色选,从而使得现有的色选机无需任何改动,极大节约了成本。
105.2、在第二读写器检测到第一尺寸的电子标签时,计算该第一尺寸的电子标签通过辊切机的时间,并控制辊切机在该第一尺寸的电子标签通过时,暂停切割处理;从而避免了电子标签被辊切机切割的风险,也就避免了电子标签在茶精制工艺行程中所产生的碎片影响茶质。而且,针对当次随电子标签免于被辊切机切割的部分第一色选料通过下一循环又可重新被辊切机切割,从而也不对现有茶叶精制过程产生实质性影响。
106.3、本发明的各电子标签本质即等同于茶叶精制过程中相对应步骤的分布式追踪器。通过判断相对应电子标签的实际路径与规划路径是否一致,则可快速的检测第一圆筛机和第二圆筛机的运行状态是否正常。例如:在长期的生产过程中,第一圆筛机和第二圆筛机的筛网会因为破损等原因进行更换,基于本发明则可用于执行检测筛网是否损坏及评估更换的筛网是否要求等处理。
107.4、同理,通过判断相对应电子标签的实际路径与规划路径是否一致,可快速地检测第一色选机和第二色选机的运行状态是否正常。
108.5、本发明通过仅在关键路径上设置读写器,降低了成本和系统的复杂度。例如:可省略在第二圆筛机与第二自动出料斗之间的直连支路上部署读写器。藉此,针对第四尺寸的电子标签,控制主机可以通过逻辑判定:当其未经过第四读写器时,即可判定被视为第七、第八或第九筛分料进入第二自动储料斗。
109.6、基于上述合理的设置,使得本发明各电子标签最终的出口统一由第二色选机将其视为第五色选料,便于回收及二次利用(当二次利用时,在设置各电子标签的属性时,将各电子标签内第一指示灯、第二指示灯和第三指示灯的初始态都设为熄灭状态,且基于便利性考虑,各电子标签的初始态设置可基于手持的移动式读写器进行操作)。藉此,若通过第五色选料回收的标签数量与第五阅读器所统计的电子标签数量不一致时,即可判定为第二色选机的运行状态出现异常。
110.7、在本发明中,不同尺寸实质对应不同的规划路径。第一读写器在奇数次检测到第一尺寸的电子标签时点亮第一指示灯,并在偶数次检测到第一尺寸的电子标签时熄灭第一指示灯并点亮第二指示灯;从而使得第一尺寸的电子标签所对应的规划路径可先后途径第一色选机的两个输出路径,降低了系统的复杂度并提高了资源的利用率。
111.8、在本发明中,各读写器之间根据相对应电子标签规划路径的分流特点进行分工和协作,确保了辅助系统的稳定性和可靠性(例如,可大幅降低读写器所承担处理功能的执行遗漏),也便于扩展标签池的容量。
112.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1