一种牲畜胴体表皮打标方法、装置及系统与流程
一种牲畜胴体表皮打标方法、装置及系统
1.本发明为申请号为2018114762719,申请日为2018-12-04,发明名称为“一种牲畜胴体表皮打标装置、系统及打标方法”的发明专利的分案申请。
技术领域
2.本发明涉及一种牲畜胴体表皮打标方法、装置及系统,属于食品安全溯源技术领域。
背景技术:
3.目前在屠宰后的畜禽胴体体表上标识印记,主要是采用加盖图章的方法,这种方式不美观,对畜禽胴体体表污染严重,影响产品的流通。所加盖的标记只能是简单重复的信息,不能随每一个个体变换信息内容。这样的标记不能真实的反映出被屠宰畜禽胴体信息。
4.为了防止上面的问题,现有市场上推出了针对猪肉胴体表皮灼刻的激光设备和激光灼刻方法。
5.图1为现有技术中一种激光打标设备布置示意图。链条驱动滚轮1沿轨道2行进,在滚轮1的轴4上,安装有挂钩5,挂钩5垂直向下,在挂钩末端对称的钩子上悬挂有猪肉胴体二分体3。在猪肉胴体二分体3的旁边,对称设置有三个激光灼刻镜头,包括上部灼刻镜头10,中部灼刻镜头11和下部灼刻镜头12,猪肉胴体二分体的中间设置有分离稳定部件6,用于将猪肉胴体二分体分开且稳定放置,方便激光灼刻操作。
6.猪肉胴体激光打标技术虽然经过了差不多10年的时间,但激光打标技术应用在猪肉胴体二分体上还存在很多问题。首先,激光打标速度慢,灼刻一个标准检验检疫合格章至少需要3-6秒钟的时间,打标设备必须静止才能完成打标动作;其次,激光打标采用灼烧表皮的方式,灼烧后的颜色不好控制,有的发黄,有的发白,视觉上也不是很明显;还有,激光打标设备比较重,功率大,也比较危险;此外,激光打标设备由于静止打标,需要改造生产线,一般通过增加旁路的方式,在旁路上通过间歇式的运动使二分体静止后打标,打完后再运到生产线上,设备占用场地较大,改造后生产线复杂度提高,不方便现场工作,并且整个设备成本也很高,影响设备推广;还有,最重要的是激光打标在猪皮上,如果打二维码的话,需要时间更长,需要10s左右,而且打标出来的二维码可识别率比较低。
7.喷墨印刷技术是通过计算机的作用,将图文信息转换为脉冲电信号传递给喷墨设备,喷墨控制系统通过计算对应通道的用墨量,并控制墨水喷射到承印物特定表面位置,从而使承印物表面再现图文信息的一种印刷技术,该技术具有无印版、无压力、非接触、可变信息印刷的特点。根据喷墨方式的不同,喷墨印刷技术还可分为连续喷墨技术(cij, continuous inkjet printer)和按需喷墨技术(dod,drop on demand)2 大类。连续喷墨技术主要是通过墨滴驱动装置对喷头中的墨水施加高频压力,使墨滴形成并在压力作用下,由喷嘴高速连续不断地喷射出来,并在充电电极和偏转电场作用下,使高速喷射的带电荷墨滴发生偏转落到承印物表面形成图文信息,不带电荷的墨滴不发生偏转,进入墨水回收装置以循环使用。该喷墨印刷技术流体处理系统比较复杂,频率响应高,大多在低精度和高
速的场合使用。按需喷墨技术是根据图文信息的实际需要,将其转化成脉冲电信号,通过驱动器驱动压电陶瓷,使喷头内部腔体形变并产生压力波,从而按需将墨滴喷射出来。
8.根据墨滴充电状态的不同,连续喷墨技术可以分为二值偏转和多值偏转 2 类;按需喷墨技术根据驱动方式的不同可分为热喷墨技术、压电喷墨技术、静电喷墨技术和超声波喷墨技术 4 大类,其中热喷墨技术和压电喷墨技术发展较为成熟。
9.随着喷码机技术及油墨技术的发展,可食用油墨也渐渐应用到食品上,如鸡蛋喷码,苹果喷码,咖啡拉花等,如果能够将喷码技术和可食用油墨技术应用到猪皮打标上,则激光打码在猪皮打标上的问题都可以迎刃而解。
技术实现要素:
10.本发明的目的是提供一种牲畜胴体表皮打标装置、系统、打标方法及打标图像,其可以解决激光灼刻所遇到的种种问题。
11.为了完成上述发明目的,本发明提供一种牲畜胴体表皮打标装置,所述装置包括,赋码单元和喷码单元,所述赋码单元读取存储在本地或者服务器上的牲畜表皮打标数据,生成相应的喷印图像;所述喷码单元包括墨水喷嘴,所述墨水喷嘴将所述喷印图像喷在所述牲畜胴体表皮上。
12.更进一步,所述装置还包括,喷码单元运动控制单元,所述喷码单元运动控制单元根据打标方式控制所述喷码单元的移动。
13.更进一步,所述装置还包括,牲畜胴体二分体姿态稳定单元,所述牲畜胴体二分体姿态稳定单元在打标过程中限制所述牲畜胴体二分体除沿屠宰生产线前进方向的运动的其他运动。
14.更进一步,所述喷码单元的移动包括靠近或离开所述牲畜胴体表皮的运动。
15.更进一步,所述喷码单元的移动包括沿所述屠宰生产线的运动方向的运动。
16.更进一步,所述喷码单元的移动包括沿所述牲畜胴体悬挂方向的运动。
17.更进一步,所述运动通过推杆、丝杆、或者滑轨来完成。
18.更进一步,所述运动通过3轴及以上的机械手来完成。
19.更进一步,所述喷印图像至少包括溯源二维码。
20.更进一步,所述牲畜胴体二分体姿态稳定单元包括与生产线运行速度同步的输送带,所述牲畜胴体二分体倚靠在所述输送带上。
21.更进一步,所述牲畜胴体二分体姿态稳定单元设置于所述牲畜胴体二分体的内侧。
22.更进一步,所述牲畜胴体二分体姿态稳定单元设置于所述牲畜胴体二分体的外侧。
23.本发明还提供一种牲畜胴体表皮打标系统,所述牲畜胴体表皮打标系统包括牲畜胴体表皮打标装置以及溯源码服务器,所述牲畜胴体表皮打标装置将从所述溯源码服务器中获取的牲畜胴体溯源码生成喷印图像,所述牲畜胴体表皮打标装置将所述喷印图像喷在所述牲畜胴体表皮上。
24.本发明还提供一种用于牲畜胴体表皮打标装置的打标方法,所述打标装置将喷印图像喷在牲畜胴体表皮上,所述方法包括,当检测到牲畜胴体进入喷码工位,驱动喷头从初
始位置至牲畜胴体表皮,启动喷码,喷码完成后,所述喷头回撤离开牲畜胴体表皮,返回所述初始位置并等待下一次喷码打标。
25.本发明还提供一种用于牲畜胴体表皮打标装置的打标方法,所述打标装置将喷印图像喷在牲畜胴体表皮上,所述方法包括,当检测到牲畜胴体进入喷码工位,驱动喷头从初始位置至牲畜胴体表皮,启动喷码,同时,所述喷头沿牲畜胴体前进方向的反方向运动,喷码完成后,所述喷头回撤离开牲畜胴体表皮,并返回所述初始位置等待下一次喷码打标。
26.本发明还提供一种用于牲畜胴体表皮打标装置的打标方法,所述打标装置将喷印图像喷在牲畜胴体表皮上,所述方法包括,当检测到牲畜胴体进入喷码工位,驱动喷头从初始位置至牲畜胴体表皮,启动喷码,同时,所述喷头沿牲畜胴体表皮的悬挂方向移动喷码,喷码完成后,所述喷头回撤离开牲畜胴体表皮,并返回所述初始位置等待下一次喷码打标。
27.更进一步,在所述移动喷码过程中,重复喷印所述喷印图像。
28.本发明还提供一种用于牲畜胴体表皮打标装置的打标方法,所述打标装置将喷印图像喷在牲畜胴体表皮上,所述方法包括,当检测到牲畜胴体进入喷码工位,驱动喷头从第一初始位置至牲畜胴体表皮,启动第一喷码打标,同时,所述喷头沿牲畜胴体表皮的悬挂方向移动喷码;所述第一打标完成后,所述喷头回撤离开牲畜胴体表皮,返回第二初始位置;当检测到下一片牲畜胴体进入喷码工位时启动第二喷码打标,所述第二喷码打标喷头移动方向与所述第一喷码打标方向相反;当所述第二喷码打标完成后,所述喷头回撤离开牲畜胴体表皮,返回第一初始位置。
29.更进一步,在所述第一喷码打标和所述第二喷码打标过程中,重复喷印所述喷印图像。
30.本发明还提供一种用于所述打标方法的喷印图像,所述喷印图像至少包括检疫合格章,品检合格章以及溯源二维码。
31.本发明还提供一种牲畜胴体表皮打标方法,所述方法包括,读取存储在本地或者溯源码服务器上的牲畜胴体溯源码,转化所述溯源码为溯源二维码;转化所述溯源二维码、检疫合格章和品质检验合格章为喷印图像;通过喷墨打标装置将所述喷印图像喷印到所述牲畜胴体的表皮上。
32.更进一步,所述方法还包括,获取所述牲畜胴体的在产线上的运动速度,根据所述运动速度调整所述喷墨打标装置的运动,所述喷墨打标装置将所述喷印图像喷印到所述牲畜胴体的表皮上。
33.更进一步,,所述方法还包括,所述喷墨打标装置沿牲畜胴体的前进方向的反方向运动来完成喷印。
34.更进一步,所述方法还包括,所述喷墨打标装置从上到下或从下到上沿牲畜胴体表皮运动来完成喷印。
35.更进一步,所述方法还包括,根据所述运动速度来对所述牲畜胴体进行姿态调整,所述喷墨打标装置将所述喷印图像喷印到经过姿态调整的所述牲畜胴体的表皮上。
36.更进一步,所述方法还包括,确定生猪胴体表皮适合所述喷墨打标装置的打标区域,控制所述喷墨打标装置将所述喷印图像喷印到所述打标区域上。
37.更进一步,确定生猪胴体表皮适合所述喷墨打标装置的打标区域,控制所述喷墨打标装置将所述喷印图像喷印到所述打标区域上。
38.本发明还提供一种牲畜胴体表皮打标装置,所述装置应用了所述打标方法。
39.本发明还提供一种牲畜胴体表皮打标系统,所述系统包括溯源码服务器和喷墨打标装置,所述系统应用了所述打标方法。
40.采用本发明的技术方案后,牲畜胴体表皮尤其是生猪胴体表皮的喷码可以自动进行,喷码内容动态可定制,喷码过程速度快,喷码图像醒目,整个设备成本低,由于可以喷印二维码,牲畜胴体的流转可以完全做到可追溯,保障食品安全。
附图说明
41.图1为现有技术中一种激光打标设备布置示意图;图2为本发明的系统框架图;图3为本发明的喷码单元结构示意图;图4为本发明的喷码单元喷头的结构示意图图5为单个喷印图像示意图;图6和图7为生猪表皮喷码的两种方式;图8为喷码单元沿生产线前进的方向往复运动喷码打标的机构示意图;图9为图7所述喷码方式的喷码机构运动路线示意图;图10为图7所示喷码方式的机构示意图;图11为机械手方案的系统布置图;图12为猪肉胴体姿态稳定装置机构示意图;图13为猪肉胴体姿态稳定装置的工作示意图;图14为另一种猪肉胴体姿态稳定装置的工作示意图。
具体实施方式
42.下面结合附图来详细说明本发明的实施方式。
43.图2为本发明的系统框架图。为了让喷码单元20能够完成在生猪表皮喷码打标,必须让挂钩上的生猪平稳向前运行,喷头与生猪之间保持一定的相对运动速度,当检测到生猪过来时,启动喷码。系统主要包括主控单元27、喷码单元20、赋码单元21、喷码单元运动控制单元22、网络单元23、同步皮带控制单元25、以及生猪胴体运动速度在线检测单元26。主控单元27通过网络单元23从溯源码服务器24中获取溯源码,通过赋码单元21生成喷印图像,并通过喷码单元20将喷印图像喷印到猪肉表皮。喷码单元20为在线式喷码单元,通过检测被喷物体的速度来分配当前喷码内容,通过生猪胴体运动速度在线检测单元26来间接检测生猪胴体的运动速度。生猪胴体运动速度在线检测单元26可以从产线控制系统中读取当前产线的速度作为生猪胴体运动速度,或者通过安装在产线上的编码器来检测产线速度并作为生猪胴体运动速度,或者通过摄像机视觉系统来直接检测生猪胴体的运动速度,等等,喷码单元20通过获得的生猪胴体运动速度来进行喷码。为了保证正确喷码,生猪胴体的平稳运动是重要基础,为了让生猪胴体平稳运动,本实施例采用同步皮带来支承生猪胴体二分体,并让生猪胴体二分体靠在其上面,带动生猪胴体二分体与挂钩同步运动,从而限制二分体的晃动,并保持稳定的姿态,这些在后面会详细描述。同步皮带控制单元25通过控制同步皮带的电机转速来调节同步皮带的速度。
44.由于产线的运动速度较慢,一般为0.05~0.2m/s,喷码单元的喷码速度可以达到1.0m~2.0m/s,根据喷印图像的尺寸就可以知道对应的喷印时间。喷印图像的尺寸一般为80mm~250mm,如果产线的速度为0.1m/s,则对应的喷码时间为0.8s~2.5s,如果产线速度为0.05m/s,则对应的喷码时间翻倍。根据《gb/t 17996-1999 生猪屠宰产品品质检验规程》,生猪表皮各种印章图案最高为80mm,检验检疫合格的猪肉需要加盖检验检疫合格章和屠宰场的品质检验合格章,其中,检验检疫合格章的直径为55mm,品质检验合格章的直径为75mm,由于喷印图像需要同时包含检验检疫合格章、质检验合格章和溯源码,合在一起,喷印图像的长度不少于200mm,为了兼容未来的需要以及图像之间的合理间隔,喷印图像的长度为250mm。这样,如果喷码单元完全静止,则喷码所需时间较长,喷码的质量就会由于猪肉运动的不稳定而变差;如果产线往前,喷码单元往后,则喷码所需时间就短,喷码的质量就会好很多。喷码单元除了可以沿产线运动的方向前进或者后退,还需要沿猪皮表面的垂直方向运动,通过沿猪皮表面的垂直方向运动来控制喷码单元20的喷头与猪皮表面的距离,一般为2~5mm。关于喷码单元的运动控制的详细描述在后面。
45.图3和图4为本发明的喷码单元结构示意图。生猪胴体二分体30表皮内侧皮带同步装置31,其由同步皮带控制单元25控制,用来稳定生猪胴体二分体30的运动和姿态。生猪胴体二分体30表皮外侧为喷码单元20,它包括喷头32和定高滚轮36,喷头32和定高滚轮36为一体的,可滑动的安装于腔体34中,喷头32的底部与腔体32的底部安装有弹性器件33,如弹簧、气囊等,腔体34固定在推杆35上。由于猪肉表皮不平整以及猪肉的厚度也不同,当生猪胴体二分体30运动至喷码打标工位,首先,推杆35将喷头32推至生猪表皮,定高滚轮36压在猪皮表面,喷头32的喷嘴37与猪皮的喷印面的距离保持固定,一般为2-5mm;然后,当猪肉表皮与喷头32相对运动时,喷头32通过在腔体34滑动来适应猪肉表皮的不平整以及厚度的变化。
46.图4为本发明的喷码单元喷头的结构示意图。喷头32的两侧为定高滚轮36,喷头32中间为喷嘴37。
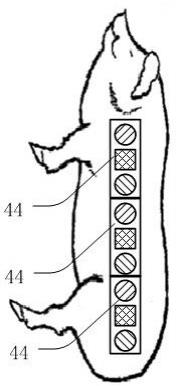
47.图5为单个喷印图像示意图。喷印图像44包括检疫合格章41,品检合格章43以及溯源二维码42。
48.图6和图7为生猪表皮喷码的两种方式。图6为三个喷头横向喷印,在生猪胴体表皮上中下三个部位各喷一个喷印图像44。本发明称图6所示的喷码方式为分布式喷码,其喷码的数量可以为1个、2个或者多个。图7为单个喷头纵向连续喷印单个喷印图像44,从而在胴体表皮上从上至下喷出整条印章,这样看上去非常醒目,而且印章在猪身上均匀分布,便于溯源;此外,采用单个喷头从上至下喷码,喷头数量少,成本也低。本发明称图7所示的喷码方式为连续式喷码,其喷码图像的条数至少为一个,每条喷码图像至少包含两组以上的连续分布的喷印图标。
49.下面根据图6和图7所示的两种喷码方式来说明喷码单元的运动控制。对于图6所示的喷码方式,喷码单元沿产线方向的运动可以静止,这样,喷码单元只需要保留接近猪皮的径向一维运动即可,图3所示的结构即可完成,当喷码结束后,喷码单元后退离开猪皮表面并等待下一次打标。由于前面所描述的原因,生猪屠宰线的运动速度非常慢,喷码单元需要沿生产线前进的方向往复运动,这时,只需将图3所示的喷码单元20,腔体34以及推杆35组成的喷码机构安装在沿产线方向的滑动轨道上往复直线运动即可,当检测到生猪胴体二
分体进入喷码工位,推杆35将喷头压在猪皮表面并启动喷码,同时整个喷码机构沿滑动轨道产线运动的反方向运动,喷码完成后,喷码单元回退离开猪皮表面,喷码机构返回初始位置等待下一次喷码打标。图8为喷码单元沿生产线前进的方向往复运动喷码打标的机构示意图,生猪胴体二分体30倚靠在表皮外侧同步皮带38上,推杆35推动喷头32靠近生猪表皮执行打标,推杆35安装在滑轨39上进行往复直线运动,典型的滑轨39也可以为推杆。同步皮带安装在外侧和内侧各有优缺点,安装在内侧时打标面没有障碍,方便图7所示的喷码方式,但是打标面的形态没有经过整形,会有一定起伏,会影响打标质量;安装在外侧时对打标面有障碍,但是打标面的形态由于猪皮靠在同步皮带上其形态会变得均匀,方便喷码打标,尤其是图6所示的喷码方式。
50.对于图7所示的喷码方式,喷码机构除了压紧动作外,还需要沿牲畜胴体悬挂方向从上至下移动喷码。当检测到牲畜胴体进入喷码工位,推杆35驱动喷头从初始位置至牲畜胴体表皮,启动喷码,同时,喷头沿牲畜胴体表皮的悬挂方向移动喷码,喷码完成后,喷头回撤离开牲畜胴体表皮,并返回所述初始位置等待下一次喷码打标。
51.对于图7所示的喷码方式,还有另一种方式,即喷码机构除了压紧动作外,还需要沿屠宰生产线同步运动以及从上至下以及从下至上的运动,当第一片二分体过来时,推杆35将喷头压在猪皮表面并启动喷码,同时,喷码机构在推杆的作用下,从上至下喷码打标,喷码完成后,推杆35将喷头退回,喷码机构等待下一片二分体过来,当下一片过来时,推杆35将喷头压在猪皮表面并启动喷码,喷码机构在推杆的作用下从下至上喷码。图9所示为上面所描述喷码机构运动路线示意图,但喷码机构在猪肉胴体二分体30上打标时,首先沿运动路线51从上至下喷码打标,当下一片猪肉胴体二分体过来时,沿运动路线52从下至上喷码打标,接下来过来的二分体又按运动路线53和运动路线54执行喷码打标,依次循环。图10为图7所示喷码方式的机构示意图,猪肉胴体二分体30由安装在内侧的同步皮带31支承,推杆35推动喷头32靠近表皮执行喷码打标,同时推杆35沿滑轨39,即屠宰线前进方向往复移动,跟随猪肉胴体二分体30的运动,此外,推杆35还沿滑轨49上下往复移动,带动喷头32喷出图7所示的标记,滑轨39和滑块49可以由一个十字滑块替代,这在机构设计上是常用手段。由于喷头喷码的速度很快,沿滑轨39同步生产线的运动可以取消,这样,在猪肉表皮上可以标记处一条倾斜的标记,但整体不会超出猪肉表皮的范围。
52.上面描述了喷码打标的结构以及机构,最复杂的机构会有3个方向的运动,因此,从整体上看,机构及机构运动的部分可以由3轴及以上的机械手所代替。由机械手代替上面的推杆和滑轨,其可以完成上面图6和图7所示的打标方式,方便设备的标准化,增强设备的灵活性。
53.图11为机械手方案的系统布置图。在工位80上,挂钩横梁挂着猪肉胴体二分体30,其表皮反向向外,挂钩横梁垂直于屠宰生产线的前进方向90。从工位81开始到工位82为喷码打标工作区,在喷码打标工作区的生产线两侧,分别布置有机械臂66和63、视觉定位装置72和71;在机械臂66和63的头部,分别设置有喷头67和62,当挂钩横梁带着猪肉二分体到达工位81时,机械臂66带着喷头67,以及机械臂63带着喷头62分别开始对猪肉表皮进行喷码打标。在喷码打标工作区内侧中轴线附近,还分别布置有猪肉胴体姿态稳定装置65和64,其用于在猪肉胴体二分体沿生产线前进时防止猪肉摆动并稳定姿态,保证打标效果。视觉定位装置72和71用于对猪肉胴体二分体进行跟踪定位,并实时输出猪肉位置到机械臂66和
63,机械臂66和63 根据该位置信息进行位置调整,保持喷头与表皮的相对位置。视觉定位装置72和71可以是单目视觉定位,或者双目视觉定位,或者结构光视觉定位。屠宰生产线速度检测装置60实时检测屠宰生产线的线速度。
54.当猪肉胴体二分体30前进到工位81时,首先视觉定位装置72和71对猪肉胴体二分体进行预扫描,规划喷码打标的位置,机械臂66和63分别驱动喷头67和62运行至工位81,然后根据预扫描规划的喷码打标位置以及生产线运动速度,机械臂66和63分别驱动喷头67和62到达规划喷码打标的位置,喷头67和62在猪肉表皮上开始喷码打标,机械臂66和63根据规划的打标方式进行打标。对图6所示的打标方式,打标时机械臂66和63可以静止,也可以逆着生产线前进的方向移动一小段距离,喷头67和62的喷码过程由产线前进速度和机械手的移动速度之和来决定;由于需要打三个标,机械手控制喷头从上往下依次打3个标,完成之后到初始位置准备为下一片二分体打标。机械手控制喷头每打完一个标,都要重新根据视觉跟踪的所确定的打标位置移动到相应位置再开始打标。对于图7所示的打标方式,机械臂只需要移动到相应位置,带动喷头从上往下快速滑下即可,喷头的喷码过程由机械臂的移动速度来控制。运行至工位82时,打标结束,猪肉胴体二分体30继续沿轨道前行至下一工位83,同时,机械臂66和63驱动喷头67和62又回到工位81,准备为下一片猪肉二分体进行喷码打标。
55.在前面所说的推杆、滑轨也可以通过丝杆来实现。
56.下面来描述猪肉胴体姿态稳定装置同步皮带的结构及安装控制。
57.图12为猪肉胴体姿态稳定装置机构示意图。猪肉胴体姿态稳定装置65和64的作用在于在猪肉胴体二分体沿生产线前进时防止猪肉摆动并稳定姿态,保证打标时二分体的运动状态稳定。猪肉胴体姿态稳定装置65包括主动辊652,主动辊驱动电机651,履带653以及从动辊654。主动辊驱动电机651由同步皮带控制单元25控制。
58.图13为猪肉胴体姿态稳定装置的工作示意图。主动辊驱动电机651在同步皮带控制单元25的控制下转动,带动主动辊652、履带653和655以及从动辊654运动。猪肉胴体二分体30的表皮外侧靠在履带653和655上面,其表皮上中下位置各打一个标记656,即图6所示的打标方式。同步皮带控制单元25实时获取屠宰生产线的线速度,并以此调节主动辊驱动电机651的转速,使履带653和655的线速度与屠宰生产线的线速度一致,这样,猪肉胴体二分体30的屠宰生产线挂钩牵引速度与下部履带653和655的传输速度保持一致,其姿态可以相对保持,另外,由于倚靠在履带653和655上,猪肉胴体二分体30的晃动也明显减轻,甚至没有晃动。
59.图14为另一种猪肉胴体姿态稳定装置的工作示意图。主动辊驱动电机651在同步皮带控制单元25的控制下转动,带动主动辊652、履带653和655以及从动辊654运动。猪肉胴体二分体30的表皮内侧靠在履带653和655上面,其表皮上从上到下打一个标记657,即图7所示的打标方式。同步皮带控制单元25实时获取屠宰生产线的线速度,并以此调节主动辊驱动电机651的转速,使履带653和655的线速度与屠宰生产线的线速度一致,这样,猪肉胴体二分体30的屠宰生产线挂钩牵引速度与下部履带653和655的传输速度保持一致,其姿态可以相对保持,另外,由于倚靠在履带653和655上,猪肉胴体二分体30的晃动也明显减轻,甚至没有晃动。
60.根据屠宰生产线的实际情况,机械臂可以为3轴、4轴、5轴、甚至6轴的标准机械手。
61.前面提到的猪肉胴体姿态稳定装置除了履带外,还可以是输送皮带,这些可以保持猪肉胴体二分体的上下部分的线速度同步。还有一种简易的方式是食品级不锈钢钢管或者钢板,其可以限制猪肉胴体的摆动或者晃动,但由于上下部分速度不同步,其姿态会有一定程度的倾斜,但相对稳定,也可以进行喷码打标。
62.在本发明的喷码单元为按需喷码模式,所用喷头为大字符喷头,如精工的spt1020、理光的gen5、京瓷的108mm宽喷头、等等。喷码所用的墨水为水性墨、溶剂墨或者uv墨水,墨水均为可食用墨水。
63.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1