一种新型饺子机的制作方法
1.本实用新型涉及食品机械的技术领域,具体涉及一种新型饺子机。
背景技术:
2.现有市面上广泛使用的饺子机结构比较复杂,导致整个过程中传动能量损失较大,并且面皮和面馅包裹的不够均匀,导致成型的饺子口感不好。
技术实现要素:
3.本实用新型所要解决的技术问题在于,饺子机结构复杂,机器运行过程中能量损耗过多,面皮和面馅包裹不均匀,针对现有技术的上述不足,本实用新型饺子机增加面塑型器装置,使面皮落入模具前与馅包裹的更加均匀,同时调整了机身的传动系统,减少了齿轮的使用,使传动系统的结构更加简单。
4.为实现其目的,本实用新型采用以下技术方案:一种新型饺子机,包括:机身、压面器、送馅器、成型模具、面塑型器、输出带、传动组件和电机一;
5.所述送馅器设置在机身一侧,所述送馅器连接有输馅管;
6.所述压面器包括转动设置于机身上端的上压面辊和下压面辊;
7.所述成型模具可拆卸安装在机身下端的凹槽内;
8.所述面塑型器包括塑型轮一、塑型轮二、圆锥件、圆盘,所述塑型轮一与塑型轮二转动设置于机身内部的支撑板上,所述圆锥件设置于支撑板上并位于塑型轮一、塑型轮二上方,所述馅管依次穿过圆锥件以及塑型轮一与塑型轮二之间,并延伸至成型模具上方;所述圆盘固定在输馅管上,并位于圆锥件中部上方;
9.所述输出带一端与机身转动连接并位于成型模具下方;
10.所述机身内侧设置电机一,所述电机一的输出端与传动组件连接并带动其运转,所述传动组件分别带动压面器、成型模具、输出带运转。
11.作为一种优选的方案,所述机身安装有面输送架,所述面输送架一端位于上压面辊与下压面辊中部。
12.作为一种优选的方案,所述压面器还包括轴套一和顶丝一,所述轴套一设置在上压面辊的轴上,所述顶丝一穿过机身与轴套一相抵。
13.作为一种优选的方案,所述送馅器包括电机二和螺旋绞龙,所述螺旋绞龙位于送馅器仓内,所述电机二位于送馅仓下方,所述电机二输出轴与螺旋绞龙连接。
14.作为一种优选的方案,所述下压面辊下方设有面导向带,所述面导向带一端与机身转动连接。
15.作为一种优选的方案,所述机身内部转动设置有撒粉刷,所述撒粉刷位于面导向带上方。
16.作为一种优选的方案,所述传动组件包含齿轮一、齿轮二、齿轮三、齿轮四、齿轮八、齿轮九、齿轮十、齿轮十一、齿轮十二、齿轮十三、齿轮十四、齿轮十五,所述齿轮一与齿
轮二与电机输出轴连接并且位于同一侧,所述齿轮三设置在机身一侧,所述齿轮四设置于输出带一侧,所述齿轮八设置在机身一侧,所述齿轮九与齿轮十设置在面导向带一侧并且位于同一侧,所述齿轮十一设置在下压面辊一侧,所述齿轮十二设置在下压面辊另一侧并与齿轮十一同轴,所述齿轮十三设置在上压面辊一侧,所述齿轮十四设置在面导向带另一侧与齿轮九同轴,所述齿轮十五设置在撒粉刷一侧。
17.作为一种优选的方案,所述成型模具包含前模和后模,所述后模的轴一侧设有齿轮五和齿轮六,所述齿轮六与齿轮五同侧,所述前模的轴一侧设有齿轮七。
18.作为一种优选的方案,所述齿轮一与齿轮三啮合,所述齿轮三与齿轮四与齿轮五啮合,所述齿轮六与齿轮七啮合,所述齿轮二与齿轮八与齿轮九通过链条一连接,所述齿轮十与齿轮十一链条二连接,所述齿轮十二与齿轮十三啮合,所述齿轮十四与齿轮十五啮合。
19.作为一种优选的方案,所述塑型轮一中部设有齿轮十六,所述塑型轮一尾部设有伞齿轮二,所述塑型轮二中部设有齿轮十七,所述齿轮八连接的轴上设有伞齿轮一,所述伞齿轮一与伞齿轮二啮合,齿轮十六与齿轮十七啮合。
20.本实用新型的有益效果:
21.本实用新型的一种新型饺子机,在结构上更加简单,使饺子机在工作过程损失的能量更少,上压面辊和下压面辊将面挤压成面皮,经面导向带送入圆锥件使面皮更平稳的进入塑型轮一和塑型轮二中间,塑型轮一和塑型轮二相向转动将面皮塑型成面筒状,使其更加均匀的将馅包裹,经成型模具挤压出来的饺子大小均匀、口感更好,同时调整了机器的传动系统,减少了齿轮的使用,使传动系统的结构更加简单。
附图说明
22.为了易于说明,本实用新型由下述的具体实施及附图作以详细描述。
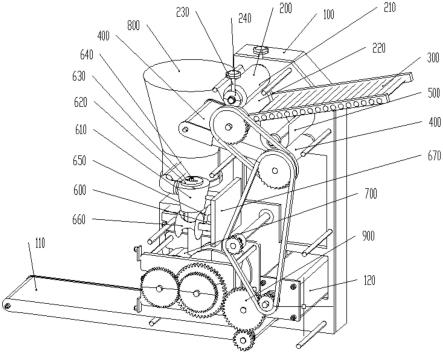
23.图1为本实施例的结构示意图;
24.图2为本实施例的传动组件和送馅器的示意图;
25.图3为本实施例的转动组件和成型模具的示意图;
26.图4为本实施例的面塑性器传动结构的示意图。
27.图中:
28.100-机身;110-输出带;120-电机一;
29.200-压面器;
30.210-上压面辊;220-下压面辊;230-顶丝一;240-轴套一;
31.300-面输送架;
32.400-面导向带;
33.500-撒粉刷;
34.600-面塑性器;610-圆锥件;620-圆盘;630-圆盘凹槽;640-螺栓一;
35.650-塑型轮一;660-塑型轮二;670-支撑板;
36.700-成型模具;710-前模;720-后模;730-顶丝二;740-轴套二;750-螺栓二;760-固定片;770-模具支撑架;
37.800-送馅器;810-送馅仓;820-螺旋绞龙;830-电机二;840-送馅管;
38.900-传动组件;901-齿轮一;902-齿轮二;903-齿轮三;904-齿轮四;
39.905-齿轮五;906-齿轮六;907-齿轮七;908-齿轮八;909-齿轮九;
40.910-齿轮十;911-齿轮十一;912-齿轮十二;913-齿轮十三;914-齿轮十四;915-齿轮十五;916-齿轮十六;917-齿轮十七;918-伞齿轮一;919-伞齿轮二;920-链条一;930-链条二。
具体实施方式
41.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例;在下面的描述中,提供诸如具体的配置和组件的特定细节仅仅是为了帮助全面理解本实用新型的实施例。因此,本领域技术人员应该清楚,可以对这里描述的实施例进行各种改变和修改而不脱离本实用新型的范围和精神。另外,为了清楚和简洁,省略了对已知功能和构造的描述。
42.需要说明的是,在不冲突的情况下,本实用新型中的实施方式及实施方式中的特征可以相互组合。
43.如图1-4所示为本实施例提供的一种新型饺子机,包括机身100、压面器200、送馅器800、成型模具700、面塑型器、输出带110,在机身100一侧设置有送馅器800,送馅器800一侧连接有输馅管,压面器200包括转动设置于机身100上端的上压面辊210和下压面辊220,上压面辊210设置有向下倾斜的面输送架300,面输送架300下端位于上压面辊210与下压面辊220中部,面输送架300设有间隔排布的辊,面输送架300用于承托面料,将面料送至上压面辊210、下压面辊220的入口,转动的上、下压面辊220将面料挤压成型面皮,并带动面料在面输送架300的辊上移动;
44.并且,压面器200还包括有顶丝一230和轴套一240,轴套一240设置在上压面辊210的轴上,顶丝一230穿过机身100与轴套一240相抵,通过转动顶丝一230可调节上、下压面辊220间距,从而调节所需面皮的厚度,使饺子皮薄厚合适。
45.进一步的,在下压面辊220下方设置有可转动的面导向带400,面导向带400下方设置有面塑型器,面塑型器下方设置有成型模具700,在面导向带400后侧上方设置有转动的撒粉刷500,撒粉刷500经转动其内部的干面粉撒至面导向带400表面,经由上下压面辊220挤压成型的面皮落入面导向带400一端,面导向带400将成型的面皮送入面塑型器,面导向带400表面上的面粉将附着在面皮上,使得面皮不会与成型模具700粘结。
46.进一步的,面塑型器包括圆锥件610、塑型轮一650、塑型轮二660、圆盘620,圆锥件610设置于支撑板670上并位于面导向带400下方,塑性轮一与塑性轮二与支撑板670转动连接并位于圆锥件610下方,塑型轮一650与塑型轮二660横向设置,圆盘620与输馅管通过螺栓连接并位于圆锥件610中部上方,圆盘620内还设置有圆盘凹槽630,用过松动螺栓可调节圆盘620的横向距离,使圆盘620把面皮顶置合适的位置,圆盘620通过螺栓一640固定在输馅管上,通过拧动螺栓可调节圆盘620位置,面皮首先落入圆锥件610和圆盘620间隙中,经圆盘620把面皮顶置合适位置使面皮落入圆锥件610表面,圆锥件610的弧形设计使面平稳进入塑性轮一与塑性轮二中部,经过塑型轮一650与二转动使面皮塑性成面筒落入成型模具700。
47.进一步的,送馅器800包括电机二830和螺旋绞龙820,螺旋绞龙820位于送馅器800仓内,电机二830位于送馅仓810下方,电机二830输出轴与螺旋绞龙820连接,输馅管穿过圆
锥件610、塑性轮一和塑型轮二660中部并延伸至成型模具700上端,螺旋绞龙820转动将送馅仓810内的饺子馅送至输馅管最终落入面筒中。
48.进一步的,成型模具700包含前模710、后模720、模具支撑架770,前模710和后模720与模具支撑架770转动连接并且位于模具支撑架770内部,成型模具700插入机身100下端凹槽后通过螺栓二750和固定片760将其固定于机身100,前模710轴上设有轴套二740,机身100外部还有顶丝二730,顶丝二730穿过机身100与轴套二740相抵,通过旋转顶丝二730调节前模710和后模720的距离,面筒首先落入前模710、后模720中间,之后饺子馅落入面筒之内,经过前模710后模720相向转动将包裹有饺子馅的面筒挤压成饺子,并落入成型模具700下方的输出带110上,输出带110转动将饺子送出。
49.进一步的,机身100一侧设有传动组件900,传动组件900包括有齿轮一901、齿轮二902、齿轮三903、齿轮四904、齿轮八908、齿轮九909、齿轮十910、齿轮十一911、齿轮十二912、齿轮十三913、齿轮十四914、齿轮十五915,齿轮一901与齿轮二902与电机输出轴连接并且同轴同侧,电机启动时输出轴带动齿轮一901与齿轮二902逆时针转动,齿轮三903设置在机身100一侧,齿轮一901与齿轮三903啮合带动齿轮三903顺时针转动。
50.齿轮四904设置在输出带110一侧,齿轮五905和齿轮六906设置在后模720轴上并在同一侧,齿轮七907设置在前模710轴上,齿轮三903与齿轮四904和齿轮五905啮合带动齿轮四904和齿轮五905逆时针转动,齿轮五905驱动齿轮六906同速转动,齿轮六906与齿轮七907啮合带动齿轮七907顺时针转动,使成型模具700相向转动,齿轮四904逆时针转动并驱动输出带110转动。
51.齿轮八908设置在机身100一侧,齿轮九909安装在面导向带400一侧,齿轮二902与齿轮八908、齿轮九909通过链条一920连接,齿轮二902逆时针转动带动齿轮八908逆时针转动和齿轮九909逆时针转动并驱动面导向带400转动。
52.齿轮十910安装在面导向带400一侧并与齿轮九909同轴同侧,齿轮十一911安装在下压面辊220一侧,齿轮十910与齿轮十一911通过链条二930连接,齿轮九909逆时针转动带动齿轮十910与齿轮十一911逆时针转动并驱动下压面辊220转动。
53.齿轮十二912安装在下压面辊220一侧并与齿轮十一911同轴,齿轮十三913安装在上压面辊210一侧,齿轮十一911逆时针转动带动齿轮十二912逆时针转动,齿轮十二912与齿轮十三913啮合并带动齿轮十三913顺时针转动并驱动上压面辊210。
54.齿轮十四914与面导向带400转动连接并与齿轮九909同轴,齿轮十五915设置在撒粉刷500一侧,齿轮九909逆时针转动带动齿轮十四914逆时针转动,齿轮十四914与齿轮十五915啮合并带动齿轮十五915顺时针转动并驱动撒粉刷500。
55.塑型轮一650中部设有齿轮十六916,塑型轮一650尾部设有伞齿轮二919,塑型轮二660中部设有齿轮十七917,齿轮八908连接的轴上设有伞齿轮一918,齿轮八908逆时针转动带动伞齿轮一918逆时针转动,伞齿轮一918与伞齿轮二919啮合,伞齿轮一918带动伞齿轮二919转动并驱动塑型轮一650转动,塑型轮一650转动带动齿轮十六916转动,齿轮十六916与齿轮十七917啮合,齿轮十六916转动带动齿轮十七917转动并驱动塑型轮二660转动。
56.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包
括”时,其指明存在特征、步骤、工作、器件、组件和/或它们的组合。
57.在本技术的描述中,需要理解的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
58.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
59.本文中所描述的具体实施例仅仅是对本技术精神作举例说明。本技术所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本技术的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1